安钢TRT装置的运行实践*
2012-12-07于开维王震洪学魁季双凤刘璐安阳钢铁股份有限公司
于开维 王震 洪学魁 季双凤 刘璐(安阳钢铁股份有限公司)
安钢TRT装置的运行实践*
于开维 王震 洪学魁 季双凤 刘璐(安阳钢铁股份有限公司)
结合安钢TRT生产实际,介绍了TRT运行过程中所存在的问题,通过分析查找原因,采取清除叶片积灰和消除应力、增加氮气密封、完善顶压及前压PID控制、提高静叶响应速度等措施有效解决了这些问题,从而使TRT系统安全、稳定运行,同时发电效率提高了18%以上。
高炉煤气余压透平发电装置 发电效率 静叶 前压
0 前言
TRT是利用高炉煤气具有的压力能和热能来发电的一种二次能源回收装置。该装置既可以回收高炉汽轮鼓风机所需能量的30%左右,又可以净化煤气、降低噪音、稳定炉顶压力,改善高炉生产的条件,不产生任何污染,是国际公认的节能环保项目[1]。
安钢目前拥有一座2200 m3高炉和一座2800 m3高炉,高炉煤气净化方式采用重力除尘和毕肖夫湿法除尘。两座高炉各配备了一套湿式TRT发电机组,分别为1#TRT机组和2#TRT机组。1#TRT机组装机容量为10000 kW,2#TRT机组装机容量为15000 kW。TRT投运初期出现了静叶及液压阀门失灵、轴封漏气并网困难、高炉顶压及TRT压力波动等问题,严重影响机组连续运行时间和发电效率。通过采取清除叶片积灰和消除应力,增加氮气密封,完善顶压及前压PID控制,提高静叶响应速度等措施有效解决了这些问题,使发电效率提高了18%以上。
1 TRT工艺及设计参数
1.1 工艺流程
高炉产生的煤气经重力除尘器、毕肖夫除尘及降温、脱水器脱水后,进入透平机膨胀做功拖动发电机转子旋转而发电,自透平机低压侧出来的煤气进入高炉煤气主管网。当TRT不运行时,煤气经QOV阀进入低压煤气主管网;当TRT事故停机时 ,QSV阀在0.8 s内快速关闭起到保护机组的作用,同时QOV阀在1 s内快速打开,确保高炉生产的稳定。其工艺流程如图1所示。
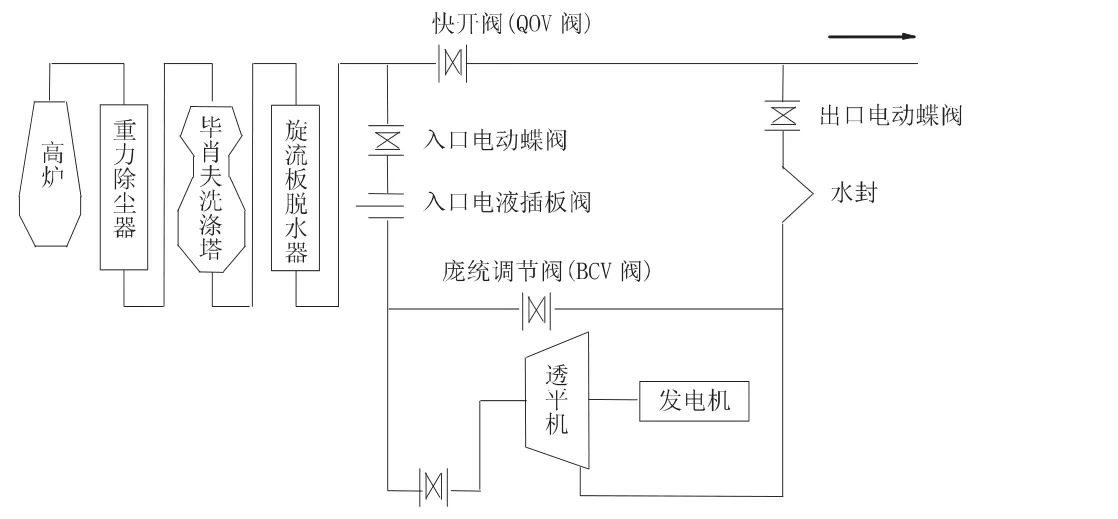
图1 安钢TRT发电工艺系统流程
1.2 主要技术参数
安钢TRT机组的结构形式为湿式二级轴流反动式,机壳布置形式为卧式水平剖分式,进排气方式为机组下方进气下方排气。煤气沿透平机主轴方向经过定子上两级可调静叶与转子上动叶的间隙流动。流动过程中气体压力与温度降低,焓值下降,流速增高,动叶片受到了气体高速流动的冲击力和膨胀的反动力的推动而带动转子旋转。这种形式具有结构紧凑、占用空间小、检修和维护方便、流量范围宽、变工况性能好、灵活迅速稳定控制机组转速和前压及效率 高的特点。TRT具体设计技术参数见表1。

表1 1#、2#TRT透平机技术参数
2 存在问题及分析
2.1 静叶动作失灵
静叶失灵会迫使机组停机或无法开机。分析原因为高炉煤气含尘量较大,重力除尘和毕肖夫除尘效果不好,煤气中的灰尘在静叶叶片处严重积垢,叶片与曲柄滑块连接石墨轴承卡涩,无法动作。静叶调节机构在多次异常冲击下出现本体变形,导向滑座与支撑底座间存在0.4 mm间隙,内应力增大,造成部分静叶曲柄滑块松动、脱落,导向滑座与支撑底座之间的紧固螺栓松动,定位销被扭断,静叶不能正常沿导向杆水平滑动。
2.2 QOV阀、QSV阀等液压阀门失灵
QOV阀、QSV阀等液压阀门失灵会影响TRT发电、设备安全和高炉生产,分析原因大多是由于液压油品变质、颗粒增多堵塞电磁阀芯和液压油缸密封圈老化、液压阀内漏等原因造成,同时液压系统自配的过滤精度10 μm的滤芯不能满足要求。
2.3 透平机轴封漏煤气
TRT透平机轴端采用的密封形式是疏齿迷宫式密封加充氮碳环密封。在装配过程中疏齿与机壳的间隙调整若不合适,主轴旋转时就会与机壳微量摩擦造成疏齿磨倒或磨平,煤气中的杂质卡涩在碳环密封套与碳环之间,使碳环失去随主轴振动调节伸缩量的能力。主轴将伸出密封套部分的碳环磨平后与密封套摩擦,造成主轴磨损,密封失效,煤气大量泄漏,严重危害人身与设备的安全,迫使TRT停机检修。
2.4 TRT机组开机困难
开机的主要困难在于机组通过临界转速共振区而联锁而停车(振动联锁停车值160 μm)。开机时前压设定越高,进入TRT的煤气量越多,动能越大,有利于升转速,但对机组冲击力越大;前压设置偏低,流量过小,转速升不上去,两种情况均不容易通过临界。
2.5 高炉炉顶压力和TRT前压波动较大
高炉生产过程中,高炉的煤气量会发生变化,炉顶压力也随之变化。特别在高炉上料或换风口时顶压波动较大(±10 kPa~15 kPa),高炉炉顶压力和TRT前压波动较大直接影响高炉生产和TRT发电。解决这个问题的关键是如何完善顶压调节器对毕肖夫环缝开度的控制,以及前压调节器对静叶、QOV阀、BCV阀的控制。
2.6 TRT发电效率低
TRT刚投运时毕肖夫环缝压差设置到60 kPa,QOV阀和BCV阀开度保持在20%左右,高炉顶压200 kPa且稳定后再开机,一旦休风立即停机,TRT发电效率较低,设备故障频繁。通过分析,TRT利用高炉煤气膨胀做功发电的过程类似于等熵过程。湿式TRT发电量计算如下式[2]。

式中:W——发电量;
Q——高炉煤气质量流量;
Cp——发高炉煤气定压比热;
T入——发透平机入口绝对温度;
P入(P出)——透平机入口(出口)煤气绝对压力;
m——高炉煤气多变指数;
N透(N电)——透平机(发电机)效率;
t——机组运行时间。
由公式分析得出效率低的原因为Q、P入、t这三个参数值没有实现最大化,部分煤气通过QOV阀和BCV阀流走没有全部进入TRT,过于保证煤气的除尘效果,环缝压差设置过高,P入(前压)值减小;设备连续运行率低。
3 对策与措施
3.1 清除叶片积灰,消除内应力
通过对静叶进行清灰,在导向滑座与支撑底座间增加0.4 mm的金属垫片,消除此处内应力,对松动或断裂的部件进行紧固或更换;同时通过增加重力除尘放灰次数,每次高炉定修时对毕肖夫塔内和洗涤水管路进行清灰、疏通,保证煤气洗涤效果,从源头上减少叶片积灰。
3.2 提高液压油品精度
在油站配备过滤精度5 μm的滤油机进行在线过滤,每星期使用颗粒检测仪在线化验液压油精度,控制油品颗粒度在NAS7级以内;并且每年对各液压系统进行清洗,更换滤芯、老化密封圈和损坏的电磁阀。但在清洗阀台时发现液压系统中容易进入空气,被压缩后顶住油压使阀门无法动作,采取在供油管路测压点处接入软管放出空气的方法来解决此问题。
3.3 增加疏齿处氮气密封
通过重新调整疏齿与机壳的间隙在合适范围内,并在疏齿迷宫式密封处增加一处氮气密封,阻止大量煤气从疏齿处漏入碳环,并对煤气起清洁作用,同时根据泄漏情况适当增加氮气压力,严重时更换碳环。
3.4 提高静叶响应速率
为解决开机通不过临界转速问题,经过不断尝试摸索,先将TRT前压设定在45 kPa,将转速升至1000 rpm后保持5 min使机组趋于平稳,此转速设置过高则会因过于接近临界转速升速惯性不够而通不过临界。观察静叶开度,若开度大于20%则为机组动能不足,适当提高前压使其开度小于10%,以便冲临界过程中静叶具有跟踪调节余量,并且通过PLC控制中的PID参数设定将转速在1000 rpm~2000 rpm间的静叶调节响应速度增快,转速上升速率相应增快,在此区间不间断提升转速,机组基本可顺利通过共振区。
3.5 完善顶压及前压PID控制
综合考虑了TRT运行过程中可能出现的不稳定因素,并结合控制系统的特点,采取了以下控制方式。
1)TRT开机时,前压的测量值和设定值其偏差经过PID运算作为调节输出信号控制QOV阀开度,使前压达到设定值。随前压的升高,高炉顶压有升高的趋势,环缝将随之开大,环缝差压将逐渐减少以保持高炉顶压稳定[3]。
2)TRT并网升功率时,前压调节由QOV阀、BCV通阀和TRT静叶共同完成。此时送入QOV前压调节器的设定值,需经过前压设定值偏差(加上一个固定差值5 kPa)运算后,使其略高于TRT静叶控制回路的设定值,这样该控制系统将控制QOV阀逐渐关闭,同时迫使静叶逐渐开大,通过TRT的煤气流量增加,发电机输出的有功功率随之升高。BCV阀初始状态为全关,而送入BCV阀前压调节器的前压设定值,同样需经过前压设定值偏差(加上一个固定差值8 kPa)运算,这样BCV阀可起后备调节作用。TRT降功率与升功率时相反。
3)TRT事故停机时,QOV阀能在1 s内打开至紧停计算角,转移通过TRT的全部煤气量,将高炉炉顶压力波动控制在±5 kPa内。
3.6 优化工艺,提高TRT发电效率
在TRT运行时,全部关闭QOV阀和BCV阀,以确保煤气量全部通过TRT;经过对比分析,将毕肖夫环缝压差设置在40 kPa,保证煤气清洗效果,使含尘量控制在10 mg/m3以下,最大限度的提高了TRT前压;当高炉煤气顶压稳定到160 kPa且煤气流量达到25万m3/h以上立即开机,在高炉休风前待顶压无法满足TRT运行时才停机。同时通过增设智能点检系统、制定制度、编制作业标准等方式加强设备点检维护保养,对系统全面进行检查,消除设备隐患。
4 运行效果
通过采取以上措施,有效解决了静叶动作失灵的问题,消除了因叶片积灰造成煤气流通面积减少而对机组出力的影响,减少了液压阀门的故障,控制住了轴封煤气泄漏,避免了TRT各种状态下对高炉顶压的影响以及高炉布料对TRT前压的影响,实现了系统的稳定可靠。
1)TRT机组并网成功率由20%提高到80%以上,故障停车次数大大减少(见表2),机组年运行时间显著增加,机组检修周期也由3个月延长为9个月以上。

表2 1#、2#TRT机组近年来的运行情况
2)TRT发电效率明显提高,目前机组日平均发电量与2008年比可增加6万kW·h,一年内同等运行时间(按310天计算)来年发电量增加1860万kW·h。
5 结束语
安钢1#、2#TRT在运行实践过程中,通过解决运行中出现的问题,对工艺、PLC控制及操作进行技术优化与改进,探索提高TRT发电的途径,为稳定高炉炉顶压力,保证系统安全稳定运行,提供了可靠的条件,同时发电效率大大提高,为安钢创造了可观的经济效益,也为在建的3#高炉干式TRT投运提供了指导与借鉴意义。
[1]唐志宏,杨剑,廖玉通,赵秀华.柳钢高炉TRT发电技术介绍.炼铁技术通讯,2008(1):8-9.
[2]刘振军,李海波.宝钢高炉提高TRT发电实绩[J].钢铁.2005,40(8):11-14.
[3]周斌,刘立新,郝吉廷.前压控制方案在高炉TRT上的应用.冶金动力,2010(2):41-43.
THE OPERATION PRACTICE OF TRT DEVICE
Yu Kaiwei Wang Zhen Hong XuekuiJi Shuangfeng Liu Lu
(Anyang Iron and Steel Stock Co.,Ltd)
It introduces the remaining problems during TRT operation according to TRT production practice in Anyang Steel.It is found that cleaning dust in blade,eliminating stress,increasing nitrogen sealing,perfecting top pressure and pressure PID control and improving static blade response speed can effectively solve these problems through analysis,thus TRT system runs safely and stably,generation efficiency is improved by more than 18% .
TRT generating efficiency stationary blade front pressure
2012—1—5
