锌酸盐镀锌溶液的故障分析及处理
2012-12-06吴双成
吴双成
(甘肃皋兰胜利机械厂, 甘肃皋兰 730200)
锌酸盐镀锌溶液的故障分析及处理
吴双成
(甘肃皋兰胜利机械厂, 甘肃皋兰 730200)
镀锌是电镀行业最基本、生产量最大的镀种。对两例锌酸盐镀锌故障进行了分析和处理,新配镀液如果所用原料纯度不高往往发生故障。向镀液中添加0.5~1g/L铝粉,可以置换出铅、镉、铁、铜、镍及铬等杂质离子,消除不良影响。铝粉可以还原Cr(Ⅵ)为Cr(Ⅲ),在强碱性镀锌溶液中Cr(Ⅲ)以亚铬酸盐的形式存在,铝粉还可以置换碱性溶液中的Cr(Ⅲ)。用铝粉处理后,排除了故障。
锌酸盐镀锌;故障处理;铝粉;Cr(Ⅵ)杂质;Cr(Ⅲ)杂质
引 言
1936年E.Mantzell报道了锌酸盐镀锌溶液具有良好的电流效率和分散能力,但镀层是疏松的粉状物,没有使用价值。在此后的30年中,很少有人去改进锌酸盐镀锌溶液。Zehncleb认为三乙醇胺同其它有机配位剂相比,在中性至弱酸性时它的配位能力很弱,锌很容易沉淀出来,废水处理较为方便。野田保夫最早在锌酸盐镀液中引入三乙醇胺,锌酸盐镀锌理论逐渐成熟完善。
传统锌酸盐镀锌添加剂缺少优良的主光亮剂,只是聚胺型载体光亮剂,仅增加了阴极极化,得到半光亮或结晶细致的无光亮镀层,现代锌酸盐镀锌添加剂已经完善,可以使镀层达到全光亮。目前,在钢铁上镀锌是电镀行业应用量大面广的镀种,占电镀总量的60%,其中,氰化镀锌占镀锌总量的20%,碱性锌酸盐镀锌占30%,氯化物镀锌占50%,锌酸盐镀锌和氯化物镀锌是未来镀锌工艺的发展方向。氯化钾镀锌工艺存在几大难题难以攻克:1)表面活性剂在镀层中的夹附量很大,镀锌层纯度差,氯化钾镀锌层及钝化层防蚀性能在各种镀锌工艺中最差,不适合于对防蚀性要求较高的汽车及电器产品镀锌。2)添加剂分解产物较多,蓝白钝化易泛彩、发花或发黄;白钝化层易变灰暗,甚至长白灰、白毛;彩色钝化层色泽易变淡,彩色钝化膜附着力远不如锌酸盐镀锌。排放废水产生大量泡沫、化学耗氧量(COD)易超标。3)氯化物镀锌溶液易引入Fe2+(特别对滚镀),Fe2+与锌在高、中电流密度区易共沉积,造成钝化不良:彩色钝化层膜透明度差,易显乌暗;白钝化层易发乌黑而白度不够;蓝白钝化层易泛黄、发花等。因此,预计未来镀锌工艺中,锌酸盐镀锌份额将会增加,而氯化钾镀锌份额将会减少,氰化镀锌会逐步淘汰。
锌酸盐镀锌工艺[1-8]成分简单,溶液稳定,分散能力与覆盖能力好,适合各种冲压小件、复杂零件的电镀,特别是需要辅助阳极的深孔零件和管状零件。镀层细致光亮,容易进行铬酸盐钝化及无铬钝化,特别适应三价铬钝化,且钝化膜不易变色。但锌酸盐镀锌阴极电流效率较低,通常只能达到60% ~80%,对难镀的基体材料如铸铁、锻钢、含硫易削钢及高碳钢存在渗氢的危险。镀锌层韧性不及氰化镀锌,一般δ控制在15 μm以内。镀液对杂质较为敏感。
如某厂生产的主要产品为螺母(材料为45铸钢)需要镀锌以提高防锈性能和美观,选择了锌酸盐镀锌。但是镀锌生产线新配制的镀锌溶液出现故障,无法正常生产,现对两例新配锌酸盐镀锌溶液的故障处理进行分析总结,为遇到同样问题的厂家提供参考。
1 锌酸盐镀锌故障
1.1 故障1
某厂新建镀锌生产线,新配1 800 L锌酸盐镀液,试生产时镀层全部发黑(不是局部发黑)、粗糙(不疏松)、沉积速度慢。
1.1.1 故障处理过程
新配镀液所用化工原料纯度不高往往发生这类故障。去现场解决问题,首先询问镀液配制情况和试生产情况。镀液配制方法,将氧化锌、片碱称量后,直接倒入镀槽,未加温就加水至工作液面,用铁锹搅动几下,加入三乙醇胺和光亮剂,缺少量杯、大烧杯等量具,黏稠的三乙醇胺也不好量取,用台秤大概称了一下,DPE-Ⅰ和DPE-Ⅲ光亮剂各加入5 kg,配制镀液用水是澄清的黄河水。镀液放置一星期后,开始试生产,镀锌层全部发黑、粗糙、沉积速度慢,认为是氧化锌的量不够,又往镀槽倒入8 kg氧化锌,总共加入35 kg氧化锌。
其次检查材料质量,氧化锌为云南产工业级品,外观不够白,带有浅灰色,质量不算太好,火碱是片状碱,产品洁白,质量没有问题。
再次检查镀液,用一个小铁耙子搅动镀液,发现镀液呈牛奶状,显然是氧化锌没有完全溶解,都沉在槽底。试镀果然是黑色粗糙的镀层。只好将溶液加温到80~90℃。
保温2 h然后自然降温一昼夜。再次搅动镀液,发现镀液仍然是牛奶状,说明氧化锌没有全部溶解。由于配槽时加入氧化锌过多,估计即使溶解一部分也能达到工艺要求。过滤、清除槽底未溶解的氧化锌。试镀,镀层依然呈黑色,但是颜色要浅的多,说明镀液中存在金属杂质。据文献[2]介绍,如果使用地下水,往往因水质硬度高,水中的钙镁离子含量高,易使镀层质量下降,得到的是较致密的黑灰色镀层,有时镀层产生花斑或针孔,因此,配槽时最好采用蒸馏水或去离子水。黄河发源于青海,是雪山溶化而成,该厂地处黄河上游,黄河水的硬度不高,含有的钙镁离子在碱性溶液中生成沉淀,在过滤清除槽底氧化锌时已经除去,可以排除水质因素。资料[2]介绍,如果因水质硬度太高,可加入4 mL/L锌酸盐镀锌水质调整剂便能得到满意的米黄色镀层。钙镁离子在碱性溶液中会生成氢氧化钙、氢氧化镁沉淀,可以过滤除去。
1.1.2 引起镀锌层发黑的原因
ρ(铅离子)>15 mg/L;ρ(镉离子)>15 mg/L;ρ(铁离子)>50 mg/L;ρ(铜离子)>20 mg/L;ρ(镍离子)>50 mg/L;碱土金属如钙镁离子;ρ[Cr(Ⅵ)]>5 mg/L,对锌酸盐镀锌溶液均会造成污染,其中,铅和镉的危害比铜、铁及镍大。
镀锌层发黑故障究竟是哪种杂质,可以用简单方法加以判断。将镀锌层发黑的零件放入钝化液中按正常工艺条件钝化,钝化后呈黄色发雾带点绿色,说明是铅杂质引起的,因为钝化时铅会被铬酸氧化为橙黄色的氧化铅,黄色的氧化铅加上灰蓝色的水合Cr2O3·nH2O会出现复合色(绿色)。同时,铅被铬酸氧化生成黄色铬酸铅PbCrO4沉淀,这一反应很灵敏,常用来鉴定Pb2+。假如钝化后呈黑色,可能含有铜,这是铜被铬酸氧化为黑色的CuO的缘故;假如钝化后呈蓝黑色,可能含有铁,这是铁被铬酸氧化为偏蓝黑色的Fe3O4的缘故。
为了防止铅的污染,郑瑞庭先生认为[3]碱性镀锌用阳极可以选用0#锌或1#锌,袁诗璞先生则认为[4]锌酸盐镀锌务必采用0#锌,其纯度要大于99.97%。1#锌在氯化钾镀锌工艺上尚可用,沈品华先生认为[5]最好用0#锌,至少也得用 1#锌,2#锌和3#锌最好不用。0#锌最高纯度可达99.995%,1#锌最高纯度可达99.99%。总的来说,0#锌1#锌都能用,0#锌比1#锌更好一些。
为了避免氧化锌中铅杂质的污染,以及维持镀液中锌含量的稳定,前几年有几家大公司推广过溶锌槽,即单独设立用氢氧化钠溶解锌板、锌锭的槽子,镀锌槽采用钢阳极,可以避免锌阳极溶解产生阳极泥而导致镀层粗糙。不难设想,这种方法中钢阳极不同程度地会溶解一些,给镀锌溶液引入铁杂质,随着铁杂质的积累,阴极电流效率显著降低、沉积速度变慢、镀层发黑、雾状,钝化后易变色,降低镀层结合力。查找近几年的电镀文献,这种方法的报道少了许多,因为,氧化锌中的杂质不难处理,氧化锌的质量也在不断提高,镀液中锌质量浓度的控制是可以解决的。
如果是由于重金属杂质所引起,则加入1~3 g/L的分析纯锌粉[3,5-6],也可以加入 0.5 ~1 g/L分析纯铝粉[1,3-4,7],或使用 0.5 g/L CK-778 碱性镀锌杂质处理剂(开封电镀化工厂生产),充分搅拌镀液并过滤,然后再加入2~4 g/L酒石酸钾钠[1-8]或1 g/L的EDTA二钠,以进一步掩蔽金属杂质,即能得到良好的米黄色镀层。袁诗璞先生[4,7]认为用锌粉置换可能无效或效果差,且锌酸盐镀锌溶液黏度大,过滤困难。实践体会不存在过滤困难的问题。
文献[1,3-4,7]介绍,使用铝粉置换金属铅、镉、铜及铁杂质是可行的。铝的还原能力比锌强,即使三乙醇胺、氢氧化钠有络合作用,也能置换出杂质,铝的氧化产物是氢氧化铝,本身是净水剂,假如在镀锌层中夹杂铝的氧化物,铝氧化物在大气中非常稳定,能够延缓锌的腐蚀[9],所以完全无害。
具体方法是,在不断搅拌下把铝粉撒入槽中,铝粉与镀锌溶液剧烈反应,放出氢气使污物浮出液面,溶液中还有类似小虫似的污物无规则的游动,操作时搅拌溶液,十几分钟再撒些铝粉继续上述方法操作,约1 h后溶液不再冒气泡,说明铝粉已经反应完全,此时,可用铁丝网将漂浮上来的黑色污物捞出,溶液中剩下无法捞出的细黑粉则需用过滤机过滤,过滤要迅速,不能过夜,否则,置换出的铅、镉、铁、铜及铬等杂质,有可能重新溶解于镀液中,降低除杂效果。1 800 L镀液约用去1 500 g铝粉,问题得到彻底解决。工件镀锌层洁净、结晶细致不粗糙,钝化处理也很正常。
利用铝粉解决这类故障时操作要细心,搅拌要充分,分多次间隔加入铝粉,边加边搅拌,如果一次加入铝粉太快太多,铝溶解于碱性镀锌溶液时会放出大量的氢气和热,使溶液溢出槽外。处理后酌情补充添加剂和光亮剂,并通电处理0.5~1 h即可投入生产。
1.2 故障2
某厂新建镀锌生产线,低电流区镀层薄、高电流区镀层发黑(这层黑膜用手一摸就掉)、有气流状痕迹,镀速慢、镀液分散能力和覆盖能力很差。
1.2.1 工艺配方及操作规范
镀锌溶液组成及操作条件为:
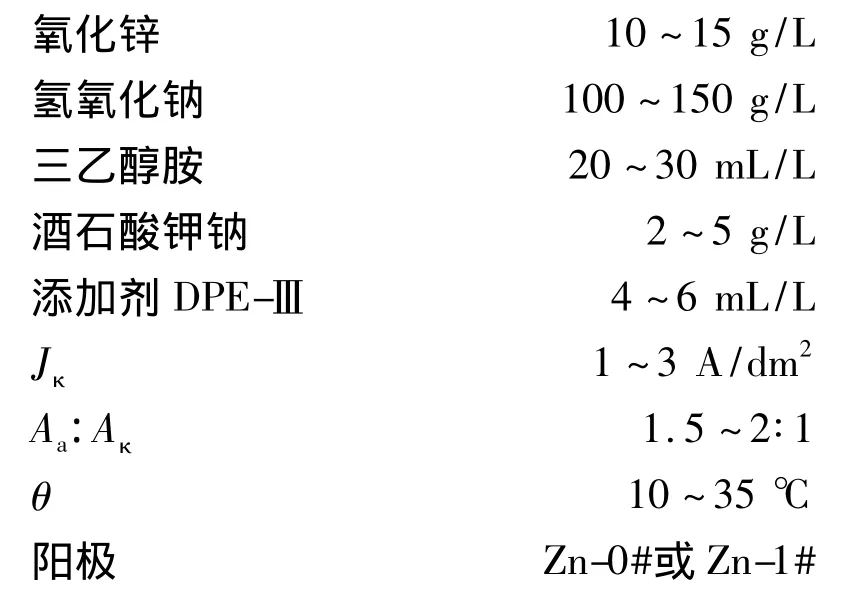
DPE-Ⅰ和DPE-Ⅲ光亮剂搭配使用,按ρ(DPE-Ⅰ)∶ρ(DPE-Ⅲ)为1∶1 配槽和补加,补加 DPE-Ⅲ按0.125 L/kAh[3],文献[10]介绍了锌酸盐镀锌添加剂的补充方法,使用不方便,而且缺乏28℃以上的数据,将镀液温度及DPE-Ⅲ消耗量列于表1。

表1 镀液温度与DPE-Ⅲ消耗量的关系
挂镀生产中宜控制10~13 g/L氧化锌,ρ(NaOH)∶ρ(Zn)=10 ~13;滚镀生产中宜控制 8 ~10 g/L 氧化锌,ρ(NaOH)∶ρ(Zn)=11 ~14。
锌阳极在无氰碱性镀锌溶液中进入钝态的Ja为1.5 ~2 A/dm2,故 Ja不得超过 2 A/dm2。镀锌时Jκ最好控制在2.5 A/dm2左右,当θ低于20℃,采用Jκ为1~1.2 A/dm2;θ为20~30 ℃,Jκ为1.2 ~2 A/dm2;θ为30~40 ℃,Jκ为2~4 A/dm2。电流密度太小,镀液深镀能力差、沉积速度慢;电流密度太大,镀层容易烧焦。为了满足这两个要求,就需要控制 Aa:Aκ为1.5 ~2∶1,阳极太少,电流分布不均匀,阳极容易钝化造成溶液中锌离子降低,阳极太多容易造成溶液中锌离子上升。
1.2.2 分析故障原因
镀锌溶液被铬酸污染、锌离子浓度低、阳极阴极接反、镀件材料不合适如铸铁等,尤其是Cr(Ⅵ),几mg/L就足以严重影响镀液的均镀能力和覆盖能力。
1.2.3 故障处理过程
这个镀槽溶液出现故障显然是生产工艺问题,从故障表现看,像是Cr(Ⅵ)的影响,因此,重点检查生产线。发现盐酸酸洗后的清洗与镀锌钝化后的清洗共用一个水洗槽,镀件经盐酸酸洗后直接进入碱性镀锌槽镀锌。虽然是流水清洗,共用一个水洗槽清洗,清洗水中残存的Cr(Ⅵ)带入了镀锌槽,从而引起了故障。
建议增加一个钝化专用水洗槽,与盐酸酸洗后的清洗分开;盐酸酸洗后的清洗要用流水清洗,进入碱性镀锌槽前,用碱性镀锌回收液预浸一下,以中和镀件表面残存的酸,保持镀液的洁净。
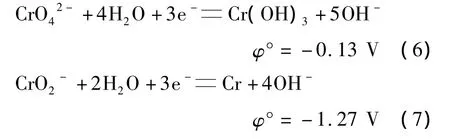
Cr(Ⅵ)的去除[2-8]一般用保险粉(连二亚硫酸钠)还原法,在碱性条件下被还原生成Cr(OH)3沉淀,过滤除去。Cr(Ⅲ)的氢氧化物在强碱性的镀液中不能完全沉淀(即使在不含络合剂的条件下也是如此),氢氧化铬沉淀在pH为12时开始溶解,在pH为14时完全溶解,碱性镀锌溶液是强碱性的,况且该碱性镀锌溶液含有酒石酸钾钠,酒石酸钾钠能与Cr(Ⅲ)络合,不能生成Cr(OH)3沉淀,按照故障1的处理方法加入500 g(约0.28 g/L)铝粉,过滤后试镀正常,实践证明铝粉法处理镀锌溶液中Cr(Ⅵ)可行。
铝粉、锌粉、保险粉还原能力的比较:
在碱性溶液中:


从标准电极电位数据[11]看,铝的还原能力最强,锌的还原能力居中,保险粉还原能力最差,而且铝粉的还原能力远远超过锌粉和保险粉。选择铝粉是合理的,如果选择锌粉或保险粉,有可能除不掉铬杂质。
氧化还原反应为:

置换反应为:

1.2.4 铝粉去除Cr(Ⅵ)的原理探讨
电镀界普遍认为是铝粉把 Cr(Ⅵ)还原为Cr(Ⅲ),Cr(Ⅲ)在碱性溶液中生成Cr(OH)3沉淀被过滤掉。从本文的实践来看,不是这么简单,可能是铝粉还原Cr(Ⅵ)为Cr(Ⅲ),Cr(Ⅲ)在强碱性溶液中以亚铬酸盐的形态存在,铝粉可以置换出亚铬酸盐中的铬,原理同铝件浸锌是一样的,姑且叫做铝的浸铬,属于化学镀范畴,是置换反应。置换出的金属铬附着在铝粉表面,有一定的稳定性,随铝粉一起被过滤掉。
氧化还原反应为:

置换反应为:

从标准电极电位数据[11]看,在碱性溶液中,锌和保险粉与铬还原能力相近,都在-1.2 V附近,不能置换出Cr(Ⅲ),所以锌和保险粉对去除Cr(Ⅲ)无效。锌和保险粉只能还原Cr(Ⅵ)为Cr(Ⅲ),采用锌粉和保险粉还原掩蔽Cr(Ⅵ)只能是暂时的,过段时间后,锌粉和保险粉的作用消失,Cr(Ⅲ)会重新被水中的溶解氧所氧化为Cr(Ⅵ),锌镀层仍然会重新发灰发黑。去除Cr(Ⅵ)还是需要铝粉还原置换的办法。
化学反应的平衡常数大小是衡量反应进行程度的依据,现对反应(9)的平衡常数进行计算。
把反应(9)分解成两个电极反应:
负极反应:

正极反应:

正极反应和负极反应相加即为总反应(9):

故原电池的电动势:

根据平衡常数与原电池电动势的关系(25℃)有:

化学反应的平衡常数相当大,说明总反应(9)可以进行的很完全。需要说明的是,不仅碱性溶液中,铝粉可以置换出铬,在酸性溶液中铝粉同样可以置换出铬。周书天等[12]报道了铝材化学镀铬新工艺,在酸性溶液中经过预处理的铝材在含铬酐、硼酸和氟钛酸溶液中浸泡,得到了光亮的蓝白色铬层,金属铬与同时沉积出来的胶态氢氧化铬以及其它铬酸盐,形成复合沉积物。
2 改进后的工艺流程
改进后的锌酸盐镀锌工艺流程为:
零件滚光或抛光→上挂具→化学去油→热水洗→冷水洗→1∶1盐酸腐蚀→冷水洗→碱性镀锌后的回收水预浸→碱性镀锌→回收洗→钝化后的回收水预浸→低铬或超低铬钝化→回收洗→烘箱烘干→成品检验。
改进后的工艺流程比常规工艺大大缩短,减轻了工人劳动强度,采用了预浸工序,稳定了镀锌溶液和钝化溶液,避免了溶液成分的较大波动,采用钝化后的回收水预浸,代替稀硝酸出光,不仅起到中和残留碱的作用,还有一定的抛光能力,对锌镀层损失较小。低铬或超低铬钝化后稍作清洗即可,一般只蘸一下,不能蘸两下以上,不能清洗的过于干净,更不要用热水洗,否则钝化膜颜色太浅,携铬量太少会影响钝化膜的抗腐蚀能力。低铬或超低铬钝化后的清洗和低铬或超低铬钝化前的出光用同一个槽,可以减少清洗水用量,一天只更换部分水就能满足需要,做到了节约用水。
[1]路云鹤,赵爱军,栗凤吾,等.新型碱性镀锌液综合净化剂 CK-778[J].材料保护,1983(1):6-10.
[2]陈其忠,孙锡琪,陈炳麟,等.333例电镀故障排除法[M].上海:上海科学技术文献出版社,1988:51-72.
[3]郑瑞庭.电镀实践600例[M].北京:化学工业出版社,2004:154,161.
[4]袁诗璞,锌酸盐镀锌液中的金属杂质及其对策[J].电镀与涂饰,2010,29(10):13-18.
[5]沈品华,屠振密.电镀锌及锌合金[M].北京:机械工业出版社,2002:46-59.
[6]张允诚,胡如南,向荣.电镀手册(上册)[M].北京:国防工业出版社,2003:233-238.
[7]袁诗璞,何永强,余晓平,等.新配锌酸盐镀液中杂质对镀锌的影响及添加剂的选用[J].材料保护,2011,44(1):78-81.
[8]沈品华,现代电镀手册(上册)[M].北京:机械工业出版社,2010:4,421-435.
[9]何建平,李士嘉,李忠东.铝元素对镀锌层耐蚀性的影响[J].电镀与精饰,1994,16(2):4-8.
[10]田孝成.锌酸盐镀锌添加剂的补充方法[J].电镀与精饰,1990,12(2):38.
[11]武汉大学,吉林大学.无机化学(下册)[M].北京:高等教育出版社,1992:621-627.
[12]周书天,杨润昌,童欧.铝材化学镀铬[J].电镀与环保,1997,17(3):11-13.
Failure Analysis and Resolution of Two Zincate Electroplating Solutions
WU Shuang-cheng
TQ153.15
B
1001-3849(2012)02-0031-05
2011-05-04
2011-06-23
