宽带钢四辊冷连轧机边降控制辊型配置
2012-11-27杨光辉曹建国齐杰斌贾生晖
杨光辉,张 杰,曹建国,齐杰斌,曾 伟,贾生晖
(1. 北京科技大学机械工程学院,北京 100083;2. 武汉钢铁(集团)公司冷轧厂,武汉 430083)
随着家电和汽车工业的进一步发展,用户对带钢板形质量要求日趋严苛.边降控制不仅有利于满足市场对电工钢的板形质量要求,而且可提高带钢成材率,增加轧制产量.近几年来,为了满足用户对带钢边部板形质量的新要求,国内外各生产厂家在冷连轧机上相继配备了边降控制技术.目前生产实践中冷连轧机边降控制大多采用新建六辊轧机机型,而四辊轧机是宽带钢冷连轧机的主力机型之一,具有易实现高速、大扭矩稳定轧制,辊系简单,可靠性好的特点.轧机机型不同,在轧机投资、辊耗等方面明显不同.在轧机机型确定的情况下,辊形成为带钢板形控制最直接、最有效的手段.因此,对四辊轧机辊型配置方案进行研究,开发出适合四辊冷连轧机的辊型配置方案对于带钢板形质量的提高具有重要意义[1-2].
本文针对某1,700 mm宽带钢四辊冷连轧机在生产过程中易出现支持辊磨损严重且不均匀、轧机板形控制能力明显不足、带钢的边降控制波动较大等问题,建立了轧机辊系与轧件一体化有限元仿真模型,研究了不同工况、不同辊型配置下的工作辊挠曲变形、带钢金属横向流动、工作辊和支持辊之间的辊间接触压力分布情况等,对比分析并设计了用于带钢边降控制的辊型配置新方案.
1 边降控制辊型配置问题的提出
专门用于带钢边降控制的技术主要有:HC(high crown)轧机轧辊轴向窜辊边降控制技术[2];EDC(edge drop control)工作辊轴向窜辊边降控制技术[3];EDC工作辊局部强化冷却边降控制技术[3];K-WRS(Kawasaki-work roll shifting)工作辊轴向窜辊边降控制技术[4]等.HCW是HC轧机的一种四辊机型,其工作辊能够轴向窜辊.由于HCW和K-WRS轧机使用方便、便于维护、机型适应性强和边降控制效果明显而得以广泛推广应用,其技术核心即为单锥度辊及其相应的窜辊策略[5-9].
为了控制带钢板形特别是进行边降控制,对某1,700,mm宽带钢四辊冷连轧机组进行了升级改造,采用单锥度工作辊和常规凸度支持辊配辊方案结合工作辊液压窜辊、弯辊技术对带钢进行边降控制,在工业轧制试验中取得明显的边降控制效果,冷轧无取向硅钢平均边降 10,μm 以内的比例由 29.2%提高到62.5%.但在 1年多的调试过程中发现采用上述配辊方案易出现支持辊磨损严重且不均匀(见图 1),第1、2架轧机弯辊力经常达到最大值(见表 1,表中1#~5#表示冷连轧机第 1~5机架的正弯辊率,即实际正弯辊力与最大正弯辊力的比值),轧机板形控制能力明显不足,边降控制波动较大,甚至断带导致停产,影响现场正常生产的顺利进行.通过对带钢轧制过程进行仿真分析,设计提出了如表2所示的辊型配置方案进行对比分析[10-12].

图1 单锥度辊与常规凸度支持辊配辊下的支持辊磨损Fig.1 Backup roll wear with roll configuration between taper work roll and conventional backup roll

表1 采用常规凸度支持辊方案上机轧制时的正弯辊率Tab.1 Positive bending force ratio when using conventional backup roll

表2 辊型配置方案对比Tab.2 Comparison of roll configuration projects
2 辊系与轧件一体化有限元模型
为了分析工作辊与支持辊配辊方案存在的问题,进一步提高冷连轧机边降控制能力,提高机组运行稳定性和降低支持辊辊耗等,采用大型通用有限元软件ANSYS9.0建立了轧机辊系与轧件一体化有限元仿真模型,如图2所示.建模参数如表3所示.

图2 辊系轧件一体化有限元模型Fig.2 Finite element model including roll system and strip

表3 有限元模型的建模参数Tab.3 Modeling parameters of finite element model
3 工作辊挠曲变形分析
轧机辊系的弹性变形是确定轧机刚度、进行板形控制的重要设计参数.而由于工作辊与带钢直接接触,工作辊的挠曲变形对带钢的板形控制影响很大.在轧制过程中,工作辊的挠曲一方面是由于工作辊与支持辊之间以及工作辊与被轧带钢之间的不均匀接触变形,使工作辊产生附加弯曲;另一方面由于轧辊之间的接触长度大于板宽,因而位于板宽之外的辊间接触段,即有害接触部分使工作辊受到悬臂弯曲力而产生附加挠曲.为了研究轧机的板形控制特性,分析了不同辊型配置、不同工况(板宽、轧制力、辊径等)下工作辊挠曲变形的特点.
3.1 板宽对工作辊挠曲的影响
图3为弯辊力为500,kN时,不同辊型配置下板宽对工作辊挠曲的影响.可以看出,板宽对工作辊的挠曲变形影响较大.当工作辊为常规凸度工作辊时,工作辊的挠曲沿辊身长度方向呈对称性分布,随着板宽的增加,带钢宽度范围内的工作辊挠曲值变小,当板宽进一步增加时,挠曲值变为负值.当工作辊为单锥度工作辊时,工作辊的挠曲沿辊身长度方向呈非对称性分布,上下辊反对称的挠曲变形导致形成几何对称但与水平面成某一角度的辊缝形状.随着板宽的增加,工作辊挠曲值逐渐减小且基本为负值.可以看出,单锥度辊因其锥段侧的大锥度,使用过程中有效地消除了锥段侧与支持的辊间有害接触区,减轻了其辊形锥段侧的挠曲变形,削弱了挠曲变形对带钢边降的影响.

图3 不同辊型配置下板宽对工作辊挠曲的影响Fig.3 Influence of strip width on work roll flexion with different roll configurations
3.2 轧制力对工作辊挠曲的影响
图4为板宽为 1,200,mm、弯辊力为500,kN时,不同辊型配置下轧制力对工作辊挠曲的影响.当工作辊为常规凸度工作辊时,随着轧制力增大,工作辊挠曲逐渐增大,且沿辊身长度方向呈对称性分布;当工作辊为单锥度工作辊时,工作辊的挠曲呈非对称性分布,随着轧制力的增大,两端挠曲差值变大.

图4 不同辊型配置下轧制力对工作辊挠曲的影响Fig.4 Influence of rolling force on work roll flexion with different roll configurations
工作辊的挠曲变形对板形控制影响很大,其直接影响承载辊缝凸度.图 5为两种配辊方案下辊缝凸度随单位板宽轧制力的变化情况.可以看出,两种配辊方案下辊缝凸度均与单位板宽轧制力呈近似线性关系变化.单锥度辊配辊方案辊缝凸度变化曲线的斜率小于常规配辊方案,说明采用单锥度辊配辊方案其抵抗轧制力波动的能力更强.所以,在对带钢进行边降控制时,对于因轧制力波动引起的带钢边降波动方面,单锥度辊配辊方案优于常规凸度工作辊配辊方案.

图5 两种辊型配置下辊缝凸度随轧制力的变化Fig.5 Change of gap crown with rolling force with different roll configurations
3.3 辊径对工作辊挠曲的影响
图6为板宽为 1,200,mm、弯辊力为500,kN时,不同辊型配置下工作辊辊径对其挠曲的影响. 可以看出,常规凸度工作辊配辊条件下,随着辊径的减小,板宽范围内工作辊的挠曲变大且对称分布;单锥度辊配辊条件下,随着辊径的减小,板宽范围内工作辊的挠曲度变大且呈非对称分布.两种辊型配置方式下,随着辊径的减小,二者抵抗挠曲变形的能力都下降.

图6 不同辊型配置下辊径对工作辊挠曲的影响Fig.6 Influence of work roll diameter on work roll flexion with different roll configurations
轧辊在服役过程中,辊径不断减小,轧辊挠曲发生变化,必然对辊缝凸度产生影响.图 7为两种配辊方案下辊缝凸度随辊径的变化情况.可以看出,两种配辊方案下辊缝凸度均与轧辊直径呈近似线性关系变化.单锥度辊配辊方案下辊缝凸度变化曲线的斜率大于常规配辊方案,说明辊径对单锥度辊配辊方案下的辊缝凸度影响较大.

图7 两种配辊方案下辊缝凸度随辊径的变化Fig.7 Change of gap crown with work roll diameter with different roll configurations
通过对不同辊型配置、不同工况下的工作辊挠曲进行分析可以看出,常规凸度工作辊与常规凸度支持辊配辊使用时,工作辊挠曲线基本呈现“M”形分布,其主要原因是在工作辊与支持辊之间超出轧件宽度区域存在有害接触区,导致了轧辊的过度挠曲.这种挠曲不仅取决于轧制力的大小,而且取决于轧件宽度.另一方面,在工作辊上施加弯辊力时,轧辊的挠曲会在超出轧件宽度的部分受到支持辊的约束.而单锥度辊与常规凸度支持辊配辊使用时,工作辊挠曲曲线基本呈现“三角形”分布,其主要原因是单锥度辊因其锥段侧的大锥度在使用过程中有效地减小甚至消除了锥段侧与支持辊间的辊间有害接触区,减轻了其辊形锥段侧的挠曲变形.
4 板形控制特性分析
4.1 带钢金属横向流动
图 8为不同辊型配置下沿板宽方向金属横向流动情况.可以看出,在板宽为 1,200,mm、弯辊力为500,kN、带钢入口厚度为 2.3,mm、压下率为 25%、支持辊采用常规凸度支持辊的工况下,分别采用单锥度工作辊和常规凸度工作辊相比较,单锥度工作辊因采用锥段辊形,在厚度方向上轧件压薄量有所减少,所以金属横向流动量相应减小.可见,与常规工作辊相比,单锥度辊使带钢金属横向流动减小,并通过减小带钢边部压下对带钢边部厚度进行了一定量的补偿.

图8 不同辊型配置下金属横向流动Fig.8 Transverse medal flowing with different roll configurations
4.2 辊间接触压力分布
图 9为单锥度工作辊与不同支持辊配辊使用时在不同弯辊力作用下的辊间接触压力分布情况.可以看出,支持辊采用常规凸度支持辊(图 9中用 Con表示)、带钢宽度为1,200,mm、弯辊力在0~1,000,kN变化时,辊间接触压力分布很不均匀,基本呈现“三角形”分布,存在明显的辊间接触压力尖峰.弯辊力越大,辊间接触压力尖峰越明显,易造成支持辊磨损加剧,甚至出现轧辊剥落等严重问题.现场测试表明,支持辊明显呈不对称磨损且磨损量较大(见图1),最大达到 140,µm.同工况下采用 VCR支持辊与单锥度辊进行配辊时,大大降低了带钢宽度以外辊间有害接触区的辊间接触压力,消除或减轻了辊身端部的接触压力尖峰.各仿真工况下,最大辊间接触压力峰值分别下降10%~30%,提高了轧制过程的稳定性.

图9 不同辊型配置下的辊间接触压力分布Fig.9 Contacting force distribution with different roll configurations
4.3 承载辊缝形状
图 10为不同辊型配置方案下的承载辊缝对比图.可以看出,带钢宽度为 1,200,mm、辊力在 0~1,000,kN变化时,与采用单锥度辊和常规凸度支持辊配置方案对比,采用单锥度辊和 VCR支持辊配置方案,其弯辊力辊缝凸度调节域增大了 6%,所以采用单锥度辊与VCR支持辊配置方案使弯辊力的调节效率得到提高,辊缝凸度调节柔性大大增强.
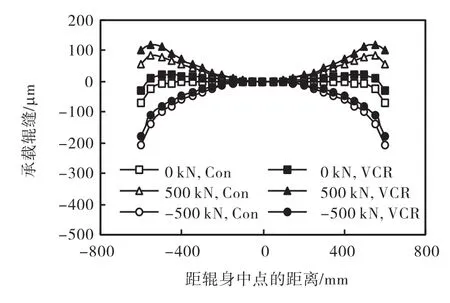
图10 不同辊型配置下的承载辊缝Fig.10 Loaded gap profile with different roll configurations
5 试验及工业应用
在带钢厚度较厚的第 1、2架应用 VCR支持辊和单锥度辊工作辊及其相关配套工艺控制策略,可明显增强轧机凸度控制能力,正弯辊率降低(见表 4).板形实物质量明显提高,连续跟踪 63卷带钢实测数据表明,带钢凸度比由1.20降至1.05,有效控制了带钢凸度;板形平坦度由原来的 15,IU降至 9~10,IU.边降平均值 7,μm 以内比率达到 100%,带钢两侧边降同时达到 7,μm以内的比率为92.7%.

表4 VCR支持辊方案上机轧制时的正弯辊率Tab.4 Positive bending force ratio when using VCR backup roll
6 结 论
(1) 采用常规凸度工作辊与常规凸度支持辊配置方案,工作辊挠曲线基本呈现“M”形分布,其主要原因是工作辊与支持辊之间超出轧件宽度区域的有害接触区,导致了轧辊的过度挠曲;在工作辊上施加弯辊力时,轧辊的挠曲会在超出轧件宽度部分受到支持辊的约束.
(2) 采用单锥度辊与常规凸度支持辊配置方案,工作辊挠曲线基本呈现“三角形”分布,其主要原因是单锥度辊因其锥段侧的大锥度在使用过程中有效地消除了锥段侧与支持辊间的辊间有害接触区,减轻了其辊形锥段侧的挠曲变形.
(3) 采用单锥度辊与VCR支持辊配置方案大大降低了带钢宽度以外辊间有害接触区的辊间接触压力,消除或减轻了辊身端部的接触压力尖峰.各仿真工况下,最大辊间接触压力峰值分别下降 10%~30%,辊间接触压力均匀性提高,减少了辊耗,提高了轧制过程稳定性.采用该辊型配置方案可增强轧机凸度控制能力,板形实物质量明显提高,连续跟踪数据表明板形平坦度由原来的15,IU降至9~10,IU,带钢两侧边降同时达到 7,μm以内的比率为92.7%.
[1] 周晓敏,张清东,王长松,等. UCMW轧机边降和平坦度的解耦控制[J]. 钢铁,2007,42(5):55-57.Zhou Xiaomin,Zhang Qingdong,Wang Changsong,et al. Edge drop and flatness decoupling control on UCMW cold mill[J].Iron and Steel,2007,42(5):55-57(in Chinese).
[2] 曹建国,张 杰,陈先霖,等. 宽带钢冷连轧机选型配置[J]. 北京科技大学学报,2003,25(增3):109-112.Cao Jianguo,Zhang Jie,Chen Xianlin,et al. Selection of mill type configuration for profile and flatness control of tandem cold rolling mill[J].Journal of University of Science and Technology Beijing,2003,25(Suppl 3):109-112(in Chinese).
[3] 池文茂,高 巍,吴 滨,等. 冷轧带钢轧制中的新技术——边降控制[J]. 矿冶,2003,12(2):91-94.Chi Wenmao,Gao Wei,Wu Bin,et al. New technique for cold rolling—Edge drop control [J].Mining and Metallurgy,2003,12(2):91-94(in Chinese).
[4] Tateno Jun-Ichi. Controlling edge drop by tapered-crown work roll shifting mill and work roll crossing mill in cold strip rolling [J].Journal of the JSTP,1999(7):653-655.
[5] 鲁海涛,曹建国,张 杰,等. 冷连轧机带钢单锥度辊边降控制[J]. 北京科技大学学报,2006,28(8):541-543.Lu Haitao,Cao Jianguo,Zhang Jie,et al. Edge drop control of a taper roll during continuous cold rolling [J].Journal of University of Science and Technology Beijing,2006,28 (8):541-543(in Chinese).
[6] Yang Guanghui,Cao Jianguo,Zhang Jie,et al. Profile and flatness control technology with a long shifting stroke on wide non-oriented electrical steel sheets[J].Journal of Iron and Steel Research International,2012,19(1):31-35.
[7] Cao Jianguo,Liu Sijia,Zhang Jie,et al. ASR work roll shifting strategy for schedule-free rolling in hot wide strip mills[J].Journal of Materials Processing Technology,2011,211(11):1768-1775.
[8] 李志勇,朱简如,叶学卫. 酸轧机组新型边缘降控制系统的开发[J]. 宝钢技术,2006(5):40-42.Li Zhiyong,Zhu Jianru,Ye Xuewei. Development of a new edge drop control system for the PL-TCM[J].Bao Steel Technology,2006(5):40-42(in Chinese).
[9] 朱简如,徐耀寰. 边缘降控制技术的应用[J]. 宝钢技术,2001(5):10-11.Zhu Jianru,Xu Yaohuan. Application of edge drop control technology [J].Bao Steel Technology,2001(5):10-11(in Chinese).
[10] 郝建伟,曹建国,张 杰,等. 2250CVC热连轧机支持辊辊形研究[J]. 中南大学学报:自然科学版,2007,38(4):734-738.Hao Jianwei,Cao Jianguo,Zhang Jie,et al. Backup roll contour of 2250CVC hot strip mill[J].Journal of Central South University:Science and Technology,2007,38(4):734-738(in Chinese).
[11] Yang Guanghui,Cao Jianguo,Zhang Jie,et al.Backup roll contour of a SmartCrown tandem cold rolling mill[J].Journal of University of Science and Technology Beijing,Mineral,Metallurgy,Material,2008,15(3):357-361.
[12] 杨 荃,陈先霖,徐耀寰,等. 应用变接触长度支承辊提高板形综合调控能力[J]. 钢铁,1995,30(2):48-51.Yang Quan,Chen Xianlin,Xu Yaohuan,et al. Applying VCL back-up roll to raise the control level of strip shape[J].Iron and Steel,1995,30(2):48-51(in Chinese).