第二代紧凑型 (G2)蒸煮器的产量和纤维平衡控制
2012-11-22郭合芳刘若飞
郭合芳 刘若飞
(山东亚太森博浆纸有限公司,山东日照,276800)
第二代紧凑型 (G2)蒸煮器的产量和纤维平衡控制
郭合芳 刘若飞
(山东亚太森博浆纸有限公司,山东日照,276800)
在第二代紧凑型 (G2)蒸煮器中采用了先进的控制软件包 (APC)进行控制,主要对其中的产量和纤维平衡控制进行了分析介绍。
紧凑型 (G2)蒸煮器;APC控制;产量控制;纤维平衡
连续蒸煮技术发展到20世纪末出现了紧凑型蒸煮,到近几年又开发出第二代紧凑型 (G2)蒸煮器。G2蒸煮技术可以使浆厂以最低的成本对浆料优化,以满足纸厂的要求,同时,使浆厂通过降低投资成本,提高产量增加效益,因此目前是百万吨浆厂项目的首选蒸煮方式。G2蒸煮技术不但利用了预浸塔等改良设备,设备开发商更是根据工艺特点,开发设计了先进的控制软件包 (APC),嵌入到集散控制系统 (DCS)中,通过大量的运算,利用串级、前馈控制等控制理念对产量、液比、用碱量等进行优化控制,达到理想的控制效果。
这种APC可以采用第三方软件,利用OPC通讯,与DCS交换信息,从DCS获得现场的数据信息,经过运算,再输送到DCS里实现串级控制,还有一些DCS供应商开发出专门应用于先进控制的平台,与DCS进行更简单可靠的结合,如霍尼韦尔公司的Experion Application Control Environment(ACE)服务器 (见图1)。如图1所示,在ACE服务器采用普通商用的PC服务器,操作系统Windows 2000 Server,其功能就是EPKS C300处理器基本功能的镜射,与DCS其他处理器、服务器、FIM(总线通讯)、第三方OPC服务器实行点对点通讯。
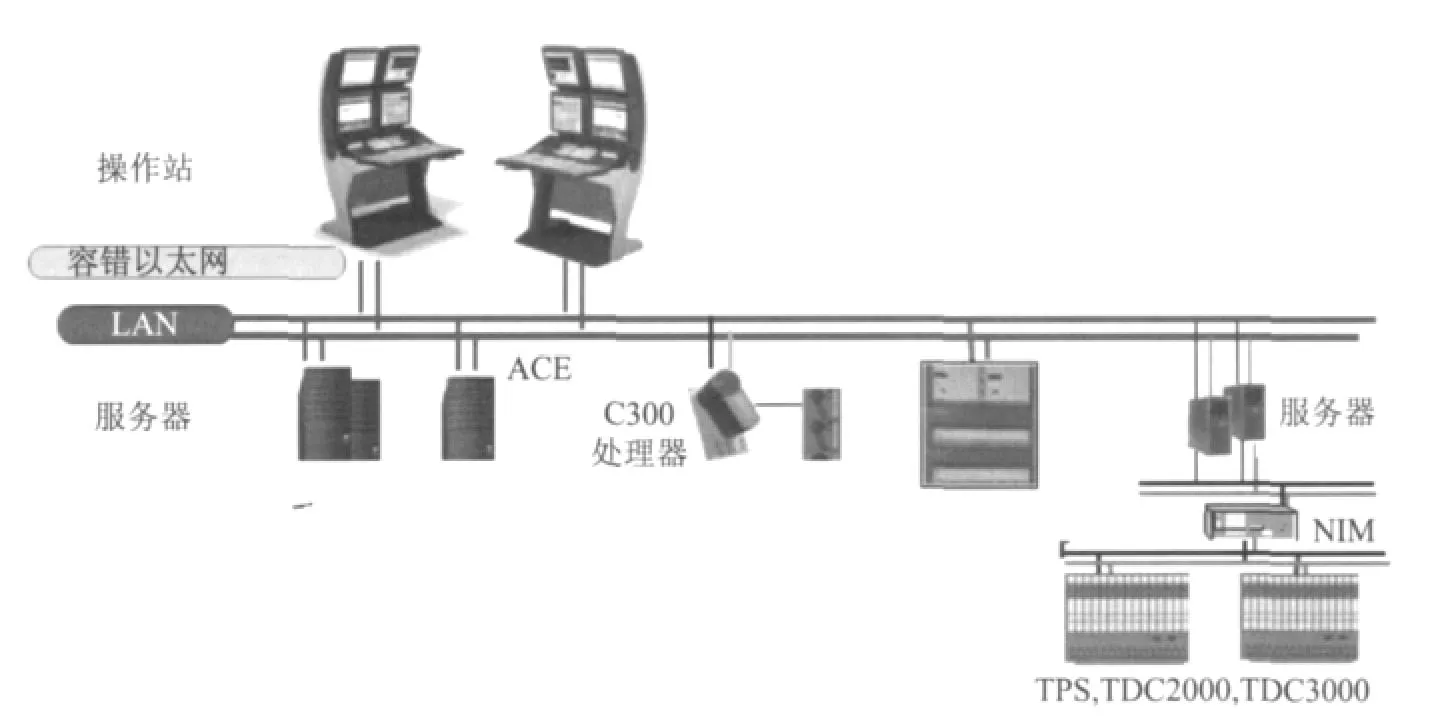
图1 ACE服务器在EPKS系统的网络结构
ACE服务器本身没有组态软件和数据库,其应用程序组态和服务器上的其他处理器一样在EPKS系统控制策略组态软件Control Builder里面,建立一个针对ACE的运行环境CEEACE,在这个环境下进行CM的编程组态,并与其他处理器通讯,所以应用操作非常灵活。
G2蒸煮器APC主要过程控制分为4部分:①产量和纤维平衡控制;②液比平衡控制;③用碱量控制;④温度控制。
通过这些方面的优化控制,主要目的是获得平稳的蒸煮H因子,使产量变化调整稳定运行,维持稳定的卡伯值及其他重要参数,在这些控制中产量和纤维平衡的控制是主导程序,其他如温度、液比的控制都随着产量的调整变化而变化,所以本文主要分析产量和纤维的平衡控制。
1 产量控制
产量控制是指开停机、改变产能、设备异常调整时产量的调节方法,在APC程序包里设置了4种产量调整模式,DCS操作画面上对应选择按钮,操作人员输入想要达到的产量数值,根据需要选择产量调整的模式。这4种模式分别是:①正常模式;②快速模式;③直接模式;④终止模式。图2是产量控制的框图。

图2 产量控制模式逻辑图
1.1 正常模式 (NM)
正常模式是在正常状态下对产能的调整,这种工况下生产的主要目标是浆的质量控制,即获得比较稳定的蒸煮卡伯值,使强度等质量不会有大的波动。蒸煮是一个缓慢变化的过程,当产量变化时,已经进入蒸煮区域的木片蒸煮滞留时间的变化是不同的,每层木片的滞留时间的变化取决于它在料柱中的位置,在蒸煮塔底层的料柱,其滞留时间变化很小,在最顶层的滞留时间变化最大。为了达到基本一致的H因子从而保证卡伯值的稳定,就需要根据滞留时间的变化对蒸煮温度等进行调整。在正常模式下,输入目标产量后,计算出目标产量对应的温度目标值,然后进行温度控制调节,按斜坡曲线慢慢提升温度,斜坡时间T1是程序计算值,大约是木片在蒸煮区的滞留时间,见图3。温度达到目标值后再将木片计量器速度、蒸煮喷放量及白液流量调整到新的设定值进行控制。

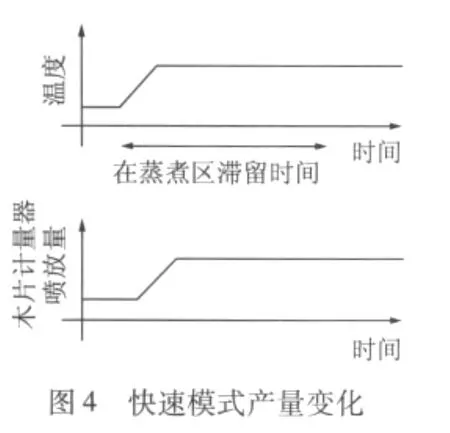
1.2 快速模式 (FM)
在非正常状态下,如设备异常等,产量的变化调整比质量控制更重要时就采用快速产量调整模式。如图4,在这种模式下温度快速达到目标产量的要求,接着取料速度、喷放量、白液流量达到目标值。在这种模式下,部分浆料H因子不同,卡伯值会有较大波动,所以只有在异常情况下才使用此模式。快速模式的斜坡时间T2由操作人员键入。
1.3 直接模式 (IM)
在非正常状态下,其他APC控制回路都在M状态下,立即进行产量的更改,应用在特殊情况下,或者APC启动时给定产量初始值。
1.4 终止模式
在快速模式和直接模式启动过程中,可根据生产情况随时终止产量调整。产量设定值返回产量变化前的值。
2 纤维平衡控制
纤维平衡控制包括喂料控制、预浸塔液位控制、蒸煮塔液位控制等。
2.1 喂料控制
喂料控制就是取料速度的控制,它与上面提到的产量控制契合在一起,实现产能变化及平稳运行。如图5所示的喂料控制模型图,用木片计量器转速累积偏差及皮带上木片质量作为主副回路,调节取料螺旋速度以达到设定产量。主回路的测量值是当前设定产量对应的木片转速与现场实际测量的木片计量器转速的差值的累积值,设定值为0,副回路的测量值是木片输送皮带上木片的质量。在这个过程控制中,皮带称测量偏差大,木片疏松不一,木片皮带输送时间长,扰动大,为克服这些因素,模型中取木片从料堆到预浸塔的传输时间 (约10 min)内质量及木片计量器实际转速的平均值,并引用木片流速的概念,单位木片计量器转速对应的皮带上的质量,再乘以设定木片计量器转速,加上0.5的微调作为PID控制器输出的限制值,从而达到平缓均衡喂料的目的。同时木片计量器的转速用来调节缓冲槽料位。


2.2 预浸塔料位控制
预浸塔料位通过调节预浸塔底部去高压喂料器预浸木片流量来控制,也可以由预浸塔底部卸料刮板的转速来控制,该控制模型中,使用了木片流速概念,见式(1):
底部卸料刮板转速的设定值就是由木片流速设定值及设计参数计算出的,同时用预浸塔料位控制模型进行微调,经过PID调节的输出转换为转速补偿到上面根据流速计算的转速设定值里,作为卸料螺旋的实际转速设定值 (RSP,见式 (2))。
2.3 高压喂料器控制
在高压喂料器控制中,引用了两个概念,高压喂料器排空因子 (H1)和高压喂料器填充因子 (H2),计算公式为式 (3)和式 (4):
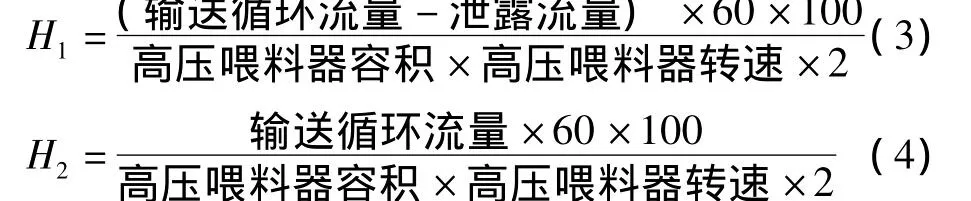
根据实践,高压喂料器填充因子值为87左右时运行效果最佳,预浸塔液位循环流量根据产量设置,由此可以计算出高压喂料器的转速。高压喂料器的排空因子值的理想值是120,由此可以确定输送循环阀门调节开度。
2.4 蒸煮塔料位控制

图5 喂料控制模型
蒸煮塔料位控制的基本原理是控制木片计量器来木片流量和蒸煮塔喷放流量,控制模型见图6。保证料柱在蒸煮塔内下行的稳定性是非常重要的,因为这会影响到木片在蒸煮塔内蒸煮区的滞留时间。料位控制器调节喷放流量。为防止料位控制器测量的原因造成异常波动,正常的喷放流量设定值由当前设定产量计算而来,而料位控制器只被允许在正常喷放流量有限的范围内对喷放量进行调节。

图6 蒸煮塔料位控制模型
3 结语
产量和纤维平衡控制是第二代紧凑型 (G2)蒸煮器控制软件包 (APC)控制的主导部分,只要连续平稳地喂料,形成均匀的料柱,控制蒸煮木片的滞留时间,再根据产量、木片流速、浆料流速合理地进行温度及液比的控制调节,就可以获得更稳定的H因子,使蒸煮后卡伯值维持在平稳的状态,为氧脱木素打好基础,就会获得稳定的高品质的产品。
[1] Mesto G2 Compacting Digester Operation Maunal[S].
[2] 美卓推出化学浆厂高级过程控制方案[J].中国造纸,2009,28(12):73.
[3] 美卓制浆造纸新技术[J].中国造纸,2009,28(12):56.
Introduction to Compact Cooking G2 Digester and Its Production and Fiber Balance Control
GUO He-fang*LIU Ruo-fei
(Shandong Asia Pacific SSYMB Pulp & Paper Co.,Ltd.,Rizhao,Shandong Province,276800)
Advanced process control(APC)is used in compact cooking G2 digester.The production and fiber balance control are the most important part in APC,and stable chip feeding is the presupposition to achieve high quality.
compact cooking G2 digester;APC;production control;fiber balance control;fiber balance
TP273
B
0254-508X(2012)11-0060-03

郭合芳女士,工程师;主要从事自控系统的维护管理工作。
(*E-mail:dmc1970@163.com)
2012-07-16(修改稿)
(责任编辑:郭彩云)
