大型薄壁整体环形火焰筒加工工艺的研究
2012-11-20张春华程卫祥陈亚莉
张春华 程卫祥 陈亚莉
(1、中航工业沈阳黎明航空发动机(集团)有限责任公司,辽宁 沈阳 110043;2、驻中航工业沈阳黎明航空发动机(集团)有限责任公司军代表室,辽宁 沈阳 110043)
1 零件结构
火焰筒外环是发动机燃烧室的组成部件,由5段型面呈锥度组成的薄壁环形件 (见图1),小端直径φ650,大端直径φ820,高度210。此材料属于变形高温合金类,是主要用铬和钼固溶强化的一种含铁量较高的镍基高温合金,热导率很低,切削加工时塑性变形大,加工具有极高难度。
2 工艺路线确定
从零件设计结构(见图1)分析,该件加工涉及到数控车型面、数控镗铣、激光打孔、电火花打孔等工序。
由于毛料性质决定,此零件应先进行粗车与粗铣凸台,粗加工去除大部分余量后,安排稳定处理消除应力工序,热处理后及半精车前安排了修复基准面工序,以减少机匣变形;同时该件的装夹定位性不好,需预留工艺边方便后续精车、精铣、电加工孔工序的装夹;零件径向有400处φ5.5~φ27.5电嘴孔、主燃孔、掺混孔、瓦片安装定位孔与长圆形浮动瓦片安装孔。如机械加工这些相对较大的孔,因零件壁薄受力大会导致变形严重,安排了激光粗打孔,再由加工中心精镗孔;对7000余个φ1.2~φ1.8径向冲击冷却孔采用了电火花加工,最后确定了如下工艺路线:粗车→粗铣8处凸台→稳定处理→修复基准→半精车→半精铣8处凸台→精车型面→精铣凸台及镗孔→激光打大孔→精镗大孔→电火花打冲击孔→车工艺边→最终检验。
3 精车型面的加工工艺
精车型面是此件研制加工的重点,也是难点。由于零件壁薄、刚性差、车削型面长,加工过程中零件实时变形,让刀现象非常严重,导致沿型面壁厚尺寸不均、表面振纹情况发生。

图1 火焰筒外环局部效果图

图2 精车型面走刀路线
通常一道工序在车加工中首先是去除端面余量,然后再进行车内、外表面的加工,但对于高温合金材料的薄壁机匣按这种方法进行加工时,机匣变形很大,端面变形严重,在加工端面时应将端面留0.5mm的余量;大端槽比较深(宽、深约3mm),扎槽时零件变形大,应先粗扎槽;再采用内外循环均匀去除机匣内外表面的余量;最后再对端面进行车加工;由于零件下部(小端)刚性较好,因此整个切削过程均为由大端至小端。
3.1 精车型面:
刀具:采用通用R0.8机夹偏刀。
走刀路线见图2:
步骤1:按工步①平端面,去除部分余量,留0.5余量,为后面零件变形修复端面备用。
步骤 2:按工步②、③车外型面第 1、2、3、4段,径向方向上单边留0.3余量。
说明:为防零件振动,制做了8个角度与零件吻合的楔块,起到支撑内壁作用,用压板压在楔块上,在加工外壁时零件振动通过楔块而消除。
步骤3:按工步④车大端内径,径向方向上单边留0.3余量。
步骤4:按工步⑤粗扎槽,径向方向上单边留0.3余量。
说明:由于零件轴向较高,槽位于上部,粗扎槽去余量大,零件振动造成尺寸超差及表面波纹,因此在第1、2段外壁缠上胶皮。
步骤5:按工步⑥、⑦、⑧车内型面,径向方向上单边留0.3余量。
说明:仍然在第1、2段外壁缠上胶皮。
步骤6:按工步①车去端面余量0.3,车去端面变形,留0.2余量。
步骤 7:按工步②、③精车外型面第1、2、3、4段,将0.3余量分配为0.2、0.1两次走刀,保证最终尺寸。
说明:仍然采用8个楔块做内支撑,每段车完成0.2余量时更换新刀片,车掉剩余的0.1余量,避免振纹,保证壁厚尺寸均匀。
步骤8:按工步④、⑤精车内径及槽,车去径向方向上的单边0.3余量,窄槽反复上刀,修正振动产生的波纹。
步骤9:按工步⑥、⑦、⑧精车内型面,保证壁厚尺寸 1.2±0.05。
步骤10:按工步⑨精车第5段外型面,保证壁厚尺寸 1.2±0.05。
步骤11:按工步①将端面尺寸加工到位,车去剩余0.2余量,保证平面度。
3.2 数控车加工切削参数的选择
通过对零件的试验加工,总结出以下的切削参数较适合此类零件、此种材料(GH3536)的数控车加工:
型面车加工:n=35r/min

槽车加工:n=15r/min

8处凸台断续车加工:n=8r/min

4 火焰筒支撑销孔座的加工工艺
火焰筒外环前端8处火焰筒支撑销孔座,分别用五坐标加工中心φ10棒铣刀粗铣削、φ10球铣刀以对称铣削方式精铣削完成。即以对称两处的环带、销孔座为一组加工,完成后再转角度依次加工其余对称三组。加工刀路例,见图4、图5:
5 大孔的加工工艺
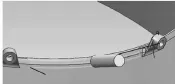
图4 铣削环带刀路效果图

图5 铣削支撑销孔座局部效果图
零件径向有2处φ27.5电嘴孔、48处φ18.5主燃孔、48处φ14.7掺混孔,1处φ15.5射流喷嘴孔、60处φ5.5瓦片安装定位孔、120处φ5.5长圆形浮动瓦片安装孔、120处φ6.5长圆形浮动瓦片安装孔,如机械加工这些相对较大的孔,应采用激光粗打孔减少零件变形,再由四坐标加工中心精镗孔。打孔时由小到大,对于数量大的分成若干组并且对称加工。
6 冲击孔的加工工艺
发动机为具有更好的冷却性能,在火焰筒外壁上设计了上千个直径在φ1.2~φ1.8、位置度φ0.3的径向冲击冷却孔,这些小孔采用电加工的方法。
零件冲击孔在5段外壁上分布(见图1),每段有12组,加工中为减少积累误差,每组冲击孔均以已经镗加工完成的安装定位孔为角向定位加工,确保冲击孔与浮动瓦片装配时的对应性。
结语
通过对此课题的研制,对大型薄壁件的加工工艺有了更系统化的分析,包括工艺路线的安排、余量的分布、以及利用UG软件编制循环程序等,同时掌握了此类零件的数控加工方法和该类材料数控切削参数的选择。此次研制加工的成功,也为其它新型号薄壁机匣类整体环形火焰筒的数控加工,打下了良好的基础。
参数文献
[1]中国航空材料手册[M].中国标准出版社.
[2]金属切削手册[M].上海科学技术出版社.
