900 mm酸洗冷连轧成套设备的研制
2012-11-18李金富张洪希耿素芬
李金富 张洪希 耿素芬
(唐山建龙实业有限公司,河北 064200)
随着市场对冷轧钢产品质量要求的提高和企业实现规模效益的要求,单机可逆轧制、常规冷连轧工艺逐渐被淘汰,而酸洗冷连轧工艺(以下简称“酸连轧”)成为冷轧行业主流。国外企业在2000 年前均采用酸连轧方式代替常规轧机,而常规连轧方式不再采用。国内从20 世纪90 年代到21 世纪初,武钢、攀钢、鞍钢等企业都先后完成了引进酸连轧技术的改造,不再使用常规连轧工艺。国内二期新建的冷轧机组,如邯钢冷轧、包钢冷轧、酒钢冷轧、涟钢冷轧等均采用了酸连轧工艺,实现了无头轧制。
根据国内中宽带钢冷轧薄板市场的需求,我公司作为国家重型装备试验基地,自2006 年开始研究,开发出了具有世界先进水平的中宽带钢酸连轧生产线。该设备不但延长了生产产业链,实现了规模化经营,也创造了企业效益新的增长点。
1 900 mm 酸连轧成套设备的主要结构及特点
根据酸连轧工艺的特点,该套设备主要由酸洗入口段、酸洗段、酸洗出口段、过渡段、六辊四机架连轧机组段构成。酸洗冷连轧工艺流程如图1所示。
酸洗入口段。采用了双开卷交替作业工装,保证了连续作业的稳定性;采用闪光焊接方法连接板卷头尾,采用拉矫技术矫平板卷头尾焊接区的变形,实现了多卷无头轧制;采取预破磷处理方法,提高了酸洗效率。
酸洗段。参照国际先进水平的酸洗工艺,开发了浅槽连续式盐酸酸洗技术,除去带钢表面的氧化铁皮;同时,采用独特的防停车斑技术,实现了无停车斑酸洗。对废酸系统进行回收处理,使酸洗的废酸能完全回收利用,不仅减少了酸的消耗而且达到了环保的要求。对热风干燥系统全新设计,达到热风能循环利用,节省了能源。
出口及过渡段。配置了切边剪、活套及90°转向塔,实现了酸洗到轧机的连接。
连轧机组段。采用了HC 四机架连轧机组、飞剪和双卷取装置,实现了连续轧制。

图1 酸洗冷连轧工艺流程Figure 1 Process flow of the pickling cold rolling
此外,自动化控制部分由基础化控制系统、控制系统网络和二级物流跟踪、数学模型计算系统组成。
基础自动化控制系统包括工艺调节控制、协调控制、顺序控制,以保证工艺生产要求和产品质量要求。
控制系统网络主要由两个大网组成,以太网和Profubus-Dp 网,形成典型的分布控制系统。这两部分网络分别实现人机界面对话和生产数据的通讯功能。
二级物流跟踪、数学模型计算系统实现了轧制规程在线计算和自适应、物流信息跟踪等功能。
2 900 mm 酸连轧成套设备的主要性能参数
主传动控制:电流响应时间:10 ms,速度响应时间:100 ms,速度控制精度:±0.08%。
张力控制:开卷机和卷取机张力控制精度为静态:±1.5%,动态:±3%,机架间张力精度:±3%。
液压辊缝控制:位置控制精度±0.002 mm,位置阶跃响应时间60 ms,频宽大于15 Hz。
弯辊控制:响应时间130 ms,频宽大于6 Hz。
自动化系统利用率:每个自动化单元都大于99.5%。
VVVF 系统:分辨率0.01 Hz,频率稳定性0.02%。
HMI 展示:变化时间2 s,刷新时间1 s。
轧制钢带度偏差:不切边(0~+15)mm,切边(0~+4)mm。
切边钢带镰刀弯任意2 m 长度不大于6 mm。钢带卷一侧塔形高度不大于20 mm。
3 900 mm 酸连轧生产线成套设备的应用效果
将我公司制造的900 mm 酸连轧生产线上的各项生产指标与国内其他公司类似设备进行了比较。结果见表1。
由表1 可见,设备的作业率、吨钢成本优于其他厂家;成材率、合格率与其他三家的技术指标相近,甚至超出,应用效果良好。
900 mm 酸连轧投产以来,产能达到4.83 万吨/月。从2007 年5 月至2011 年11 月共生产合格带钢266 万吨,新增产值23 亿元,实现利润8.7亿元,税金3.9 亿元,取得了较好的经济效益,达到了预定的设计目标。
目前该项目已成功推向国外市场,尼日利亚已按建龙模式设计冷连轧生产线。在国内,四辊平整机技术已经在12 个厂家开始推广应用,如建龙集团TET,华创公司总包的江苏1 500 mm 平整机组。
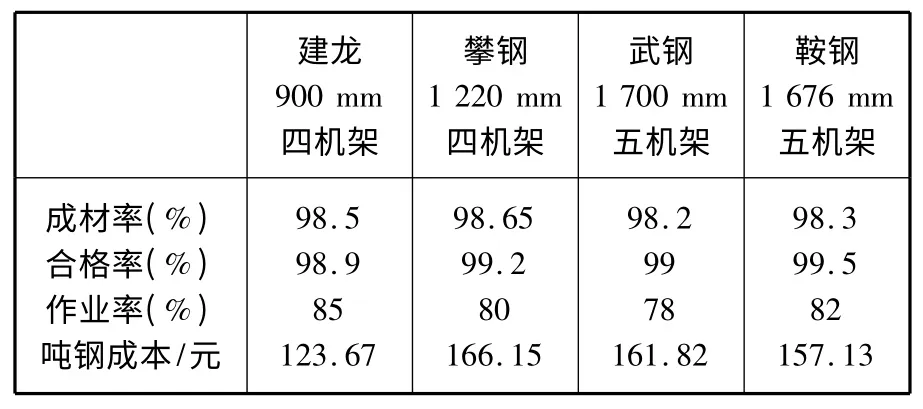
表1 900 mm 酸连轧生产线成套设备与其他类似设备生产指标的比较Table 1 Production indexes comparison of 900 mm pickling cold rolling mill and other similar equipments
4 结语
自主研制的900 mm 酸连轧成套设备,采用了双开卷、闪光焊接、拉矫、预破磷无停车斑浅槽紊流酸洗、90°转向塔、HC 六辊四机架连轧机组、飞剪和双卷取等技术,实现了原料带钢卷的酸连轧,结束了该项技术依靠从国外进口的历史,经济、社会效益显著。
[1]牛琳霞.近几年我国冷轧板带生产装备分析.冶金管理,2011(5):18-21.
[2]肖白.我国冷轧(宽)板带生产现状及发展趋势.中国冶金,2004(4):12-16.
