德国DIN标准热作模具钢X40CrMoV5-1在热矫直辊材料中的应用
2012-11-18吴庆君
赵 岽 吴庆君
(1.太原重工股份有限公司矫直机研究所,山西 030024;2.淮南市石油化工机械设备有限公司技术部,安徽 232033)
现代宽厚板热矫直机所需矫直钢板温度高达450~900 ℃,且矫直速度高,承受矫直力大,要求经矫后的钢板平直度好,残余应力小且布均匀,板材表面质量好且无压痕。要求其工作辊在高温、高速、重载的工作环境中不但要具有良好的综合力学性能,而且要具有足够的辊面硬度和表面光洁度,故正确选择材料是延长辊子使用寿命和提高板材矫直质量的关键因素。
1 宽厚板热矫直辊的工作条件
在矫直过程中,热矫直辊的受力、受热主要有以下特点:
(1)径向载荷大矫直速度高。
单辊最大矫直力:5 100 kN;矫直速度:0~30~52 m/min。
要求工作辊材料综合力学性能好,辊面硬度高,加工制造尺寸精密。
(2)被矫直板材温度高,工作环境较恶劣。
热钢板位于上、下排工作辊间,其温度高达450~900℃,工作辊面瞬时温度可达400℃,并使工作辊温度在径向和轴向逐渐升高。在正常工作条件下,要求辊身中部温度约为400~450℃,最高不超过500℃;辊身边缘约为300~350℃;辊颈温度约为250~300℃。
热矫直机在生产中有时使用大量的外冷却液,矫直辊表面在钢板加热和外冷却液的交替作用下,辊面逐步形成网状的热裂纹并发生氧化,在矫直交变应力作用下使裂纹扩展。当裂纹中渗入外冷水产生的高压蒸汽崩破作用与楔形氧化铁屑会在矫直过程中使辊面形成大裂纹并造成底部微空隙开裂。
(3)细长轴类零件易造成弯曲变形。
矫直辊属于细长轴类零件,其长径比达15 以上;辊身不均匀的受力极易造成弯曲变形;影响板材矫直质量。
欧洲国家多采用德国DIN 标准热作模具钢X40CrMoV5-1 作为热矫直辊材料用钢。
2 X40CrMoV5-1 热作模具钢的特性和用途
X40CrMoV5-1 有高的淬透性,热处理变形小,耐热疲劳性好,中温下(约600℃)有高热强性,高韧性、高温耐磨性。该材料具有良好的机械加工性,表面光洁度高,组织结构晶粒细化不存在碳化物、氮化物界面,低硫低磷,允许水冷,尺寸稳定。适用于制造热挤压模、锤锻模、铝合金压模、穿孔用工具、热剪刃、压形辊等。

表1 与各国钢号近似对照Table 1 Close cross reference of hot working tool steel X40CrMoV5-1 and various grades of steel in other countries

表2 化学成分(质量分数,%)Table 2 Chemical position(mass fraction,%)

表3 力学性能Table 3 Mechanical property
X40CrMoV5-1 热作模具钢与各国钢号近似对照见表1,其化学成分见表2,力学性能见表3。
3 X40CrMoV5-1 材料的热矫直辊技术参数
以一台4 300 mm 宽厚板9 辊热矫直机工作辊进行说明。
3.1 工作辊参数与力学性能要求
矫直钢板温度:450~950℃
单辊最大矫直力:5 100 kN
矫直速度:0~30~52(m/min)
3.2 工作辊力学性能
规格:∅285+0.05×4 300(mm),Ra0.4 μm
材料:X40CrMoV5-1;
调质热处理286~321HBW;
按JB/T5000.15Ⅲ级进行超声波检验。
力学性能:抗拉强度Rm:=900 MPa~1 050 MPa
屈服强度Re:≥850 MPa
延伸率A:≥17%
截面收缩率Z:≥25%
冲击功Ak:≥30 J
辊身表面淬火硬度:54~56HRC,深度8 mm~10 mm
4 X40CrMoV5-1 材料的热矫直辊热处理工艺
正确的热处理工艺是保证热矫直辊力学性能的重要前提,热矫直辊的热处理工艺包括:调质热处理、零件消除应力、高中频辊面淬火。
4.1 调质热处理工艺
预热温度:高碳高铬工模具钢需采取二次预热,第一次预热温度500~650℃,第二次预热温度800~850℃。
淬火温度:1 020~1 050℃;淬火加热保温时间:盐炉15 s/mm~25 s/mm;电炉1.5 min/mm~2 min/mm。
回火温度:620~640℃;保温时间:≥2 h;回火次数:3 次;回火后的硬度:42~47HRC;冷却方式:油冷。
调质热处理工艺曲线见图1。
4.2 回火温度与硬度的关系
回火温度与相对应的硬度见图2。
4.3 消除应力工艺
矫直辊半精加工后进行消除应力处理,其工艺曲线见图3。
4.4 高中频辊面淬火
辊身高中频表面淬火温度:1 070~1 100℃;回火温度210±10℃。
5 X40CrMoV5-1 热作模具钢的切削加工性
X40CrMoV5-1 中所包含的主加合金元素有铬、锰、硅等。它们的主要作用是增加钢的淬透性,并使调质后的索氏体组织强化。这些合金的含量保证铁素体得到强化而又不明显降低其韧性,甚至还能提高其韧性。其余的钼、钒等合金元素,它们的主要作用是防止第二次回火脆性,细化奥氏体晶粒,提高回火稳定性。
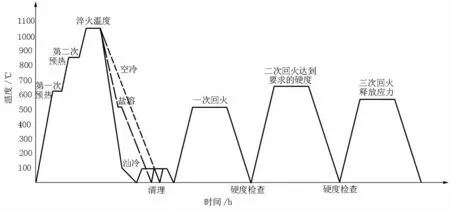
图1 调质热处理工艺曲线Figure 1 The tempering and quenching heat treatment process curve

图2 回火温度与硬度的关系Figure 2 Relation between tempering temperature and hardness
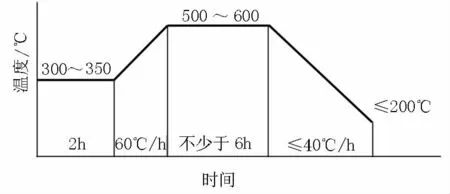
图3 消除应力工艺曲线Figure 3 Elimination of stress process curve
经过调质热处理后,钢的组织为回火索氏体,有较高的强度、良好的塑性与韧性。由于其强度高,所以切削加工性略差。由于它韧性大,断屑较困难。而且较高的高温强度使切削时刀具易磨损,刀具使用寿命较低。
精车时,在切削用量的选择上应注意背吃刀量αP,不能过小,一般应取αP1 mm~3 mm,否则加工表面比较粗糙。
粗加工时刀具材料宜取YW1、YW2,精加工或半精加工可选用YD05、YN05 硬质合金刀具,也可选用涂层刀片。
由于钢的强度高,为了提高刀尖强度和增大刀头散热体积,应取较小的前角。但同时由于韧性高,也可在以上基础上适当调整加大前角,减小切屑变形,并磨出断屑槽。需采用较小数值的正的或负的刃倾角和较小的主偏角。为了减小后面的摩擦,后角可适当的加大。
采用硬质合金车刀加工经过调质热处理后的X40CrMoV5-1 热矫直辊,推荐的几何角度和切削用量见表4。

表4 推荐的几何角度和切削用量Table 4 Recommended geometry angle and cutting amount
6 结论
实践证明,采用德国DIN 标准热作模具钢X40CrMoV5-1 作为热矫直辊用钢,经过正确的热处理可获得所要求的力学性能;当辊身在500~600 ℃时,辊面硬度变化不大;减少了工作辊因高温环境造成的变形、磨损和热裂,提高了板材矫平质量;减少了换辊维护次数,减轻了工作人员劳动强度和设备的维护使用成本,提高了设备的生产效率。
