JFE-HITEN610U2L钢制聚丙烯球罐组焊技术
2012-11-14王清栋郝伟沙王安军王传标
王清栋,郝伟沙,王安军,王传标
(合肥通用机械研究院,安徽 合肥 230088)
JFE-HITEN610U2L钢制聚丙烯球罐组焊技术
王清栋,郝伟沙,王安军,王传标
(合肥通用机械研究院,安徽 合肥 230088)
日本JFE-HITEN610U2L属-50℃低温调质高强钢,可用于3 000 m3丙烯球罐的制造,试验研究表明该钢不仅具有优良的低温韧性,且可焊性良好,焊接接头的力学性能较高。通过分析球罐的焊接工艺评定以及工程施工实践,总结该钢的焊接工艺,介绍了焊接施工的关键技术措施。实践证明,该焊接工艺符合相关技术标准要求,能够用于指导3 000 m3高参数丙烯球罐的建造,可以确保其焊接质量,为该类球罐的建造提供了借鉴。
JFE-HITEN610U2L钢;焊接性;焊接工艺;TOFD
0 前言
随着低合金高强度钢的普遍应用,工程结构也朝着大型化、轻量化方向发展,如大型储罐、大型球罐等,设计参数也越来越高。以庆阳石化300万t/年搬迁改造集中加工工程为例,丙烯球罐体积3 000 m3,设计温度50℃,设计压力2.16 MPa,以往使用的球罐用钢已不能满足需要。经过多方论证,采用日本JFE-HITEN610U2L钢,由于该钢在我国3 000 m3丙烯球罐制造中应用较少,其工艺和施工过程中的质量控制成为关键。对JFE-HITEN610U2L焊接性进行了分析,结合球罐的焊接工艺评定以及工程施工实践等方面进行了相应的探讨和研究,简述球罐焊接施工中如控制焊接线能量、预热温度、层间温度、焊后消氢处理及焊前对焊工进行培训等关键点控制,为建造高参数的球罐提供借鉴。
1 球壳用钢板和焊条
1.1 球壳用钢板
球壳采用的JFE-HITEN610U2L钢属于-50℃调质高强钢,通过了日本焊接协会标准WE3003认证。我国锅炉压力容器标准化技术委员会于2006年也对其进行了认证,在我国可作为-50℃低温压力容器用钢。其化学成分(熔炼分析)如表1所示,力学性能如表2所示。由表可知,该钢板性能优良,满足技术条件要求。
1.2 焊条
球罐选用与JFE-HITEN610U2L钢板相匹配的日本LB-65L焊条,该焊条主要特点如下:

表1 JFE-HITEN610U2L钢板化学成分 %

表2 JFE-HITEN610U2L钢板力学性能和弯曲性能
(1)该焊条熔敷金属为Ni-Ti-B系,Ti-B联合作用可抑制粗大先共析铁素体的出现和促进细小针状铁素体形成。金相研究表明:针状铁素体之间呈大角度相接,当裂纹扩展到针状铁素体时,由于针状铁素体没有确定的位向,晶界多,裂纹扩展路径曲折,受到的阻力较大,而且该焊条熔敷金属中Ni含量较高(约2.5%),晶粒细小,低温冲击韧性优良。
(2)熔敷金属扩散氢含量较低,气相色谱法测定[H]≤5.0 ml/100 g,属于超低氢型,具有良好的抗裂性能。
(3)该焊条引弧、脱渣等工艺性能优良,适合全位置焊接。
其熔敷金属主要化学成分、力学性能分别如表3、表4所示。实验数据显示,该焊条熔敷金属性能良好,与技术要求相比,存在较大的富裕量。

表3 焊条熔敷金属的化学成分 %

表4 LB-65L焊条熔敷金属力学性能和弯曲性能
2 JFE-HITEN610U2L钢焊接性
JFE-HITEN610U2L钢板采用的是低C、低Pcm值的微量合金化技术和控制较低温加热-低温轧制DQ-T(淬火+回火)工艺,主要金相组织是细小的低C贝氏体。该钢强度虽高,但Pcm值较低,冷裂纹倾向不明显;该钢加入合金元素较多,含有Mo、V、Ti、Nb等沉淀强化相元素,具有一定的再热裂纹倾向;焊接线能量对该钢焊接接头低温冲击韧性的影响也较大。
2.1 钢板冷裂纹敏感性
(1)钢板最低预热温度计算。
钢材的化学成分与其焊接热影响区的硬度和冷裂纹倾向的关系密切,但单纯根据合金元素含量,如碳当量Ceq等,评定钢的冷裂倾向较为片面。根据冷裂机理可知,扩散氢含量、焊后残余应力和热循环条件等都有很大影响。因此,采用冷裂纹敏感指数Pcm、焊接冷裂纹敏感性指数Pc和焊接预热温度T0,评定JFE-HITEN610U2L钢的冷裂纹敏感性。低合金高强度钢的焊接裂纹敏感性系数Pcm和焊接冷裂纹敏感性指数Pc(单位:%)为[1]:
Pcm=C+Si/30+Mn/20+Cu/20+Ni/60+Cr/20+Mo/15+ V/10+5B
Pc=Pcm+[H]/60+δ/600
T0=1440Pc-392
式中 δ为板厚(单位:mm);T0为最低焊前预热温度(单位:℃)。
按上述公式计算,50 mm厚JFE-HITEN610U2L钢板的焊接冷裂纹敏感性指数Pc=0.31%,则最低焊前预热温度T0≈54℃。由此可见,该钢板具有较低的焊接冷裂纹敏感性。
(2)斜Y型坡口焊接冷裂纹试验。
斜Y型坡口焊接裂纹试验按GB/T4675.1《斜Y坡口焊接裂纹试验方法》进行,评价厚板多层焊根部焊道的冷裂纹敏感性。取50mm厚的JFE-HITEN 610U2L钢板,采用φ 4.0 mm的LB-65L焊条施焊,共进行了三组试验,每组试验制作两块试板,其焊接工艺参数为:焊条烘干温度及时间为400℃×1 h,焊接电流160~180 A,电弧电压24~26 V,焊接速度100~120 mm/min。焊接48 h后解剖,将每块试板的焊接接头切成四片五个断面进行裂纹检查,试验结果如表5所示。

表5 斜Y坡口焊接裂纹试验结果
由于Y型坡口试验拘束度较大,当裂纹率小于20%时,实际结构不会产生冷裂纹[2]。由试验数据可知:在采用50 mm厚试板(标准要求20 mm厚)的情况下,预热80℃时,未出现断面和根部裂纹。故在施工中,焊接预热温度控制在125℃以上,能够有效避免出现冷裂纹。
2.2 钢板再热裂纹敏感性
(1)钢板再热裂纹敏感指数计算。
钢材的化学成分是影响其再热裂纹敏感性的主要因素之一。在此使用日本伊藤提出的再热裂纹敏感性指数PSR(单位:%)的概念来确定钢板再热裂纹敏感程度,计算式为:
PSR=Cr+Cu+2Mo+10V+7Nb+5Ti-2
PSR≥0时,则易产生再热裂纹。
根据表1中的复验数据计算,PSR=-0.69,因此JFE-HITEN610U2L钢板再热裂纹敏感性较低。
(2)插销应力松驰再热裂纹敏感性试验。
插销应力松驰再热裂纹敏感性试验参照GB/T 9446《插销冷裂纹试验方法》进行,采用“断裂”准则,即试样在高温下经一定时间不断裂所承受的最大应力评定钢材的再热裂纹敏感性。本试验内容又分为再热裂纹“C”形曲线的测定和再热裂纹断裂时间与初应力的测定。采用深缺口插销试样,以模拟实际焊接接头中的焊根、焊趾、未焊透、夹渣及咬边等部位所引起的三向应力状态。
a.再热裂纹“C”形曲线。
测定再热裂纹“C”形曲线加载初应力R0按Murray推荐的公式计算,结果如表6所示。
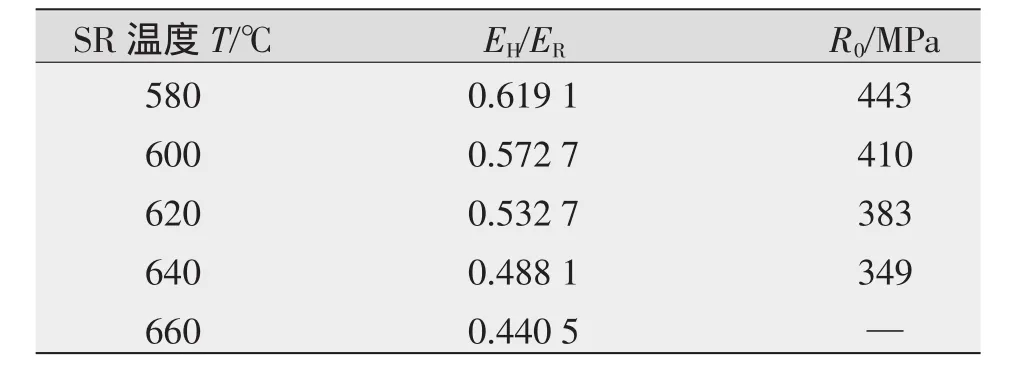
表6 插销再热裂纹试验时的加载初应力R0

式中 R0为加载初应力值;R为拘束应力(Murray推荐为0.8ReL,本试验选取1.256ReL);ER、EH为钢材在室温、高温下的弹性模数。
根据表6中不同SR温度下的加载初应力,进行不同SR温度下应力松驰试验,测得再热裂纹“C”形曲线,如图1所示。

图1 再热裂纹“C”形曲线
b.再热裂纹断裂时间和加载初应力。
利用插销应力松弛试验测定出不同焊后SR处理温度下焊接热影响区粗晶区的加载初应力与断裂时间,结果如图2所示,得出各试验温度下的临界断裂初应力值如表7所示。

图2 再热裂纹应力松弛曲线

表7 各试验温度下的临界断裂初应力
插销应力松弛试验测定JFE-HITEN610U2L钢的再热裂纹敏感温度约620℃,但该温度下临界断裂初应力虽高于加载初应力值,但与580℃、600℃相比,与加载初应力值R0差值已明显偏小。因此可认为,JFE-HITEN610U2L钢存在一定的再热裂纹敏感性。
(3)焊接接头力学性能分析。
JFE-HITEN 610U2L调质钢对焊接线能量尤其敏感,焊接线能量越大,t8/5越长,焊接接头晶粒粗大,致使低温冲击韧性下降。取50 mm厚JFE-HITEN 610U2L试板,采用不同焊接热输入,焊接试板进行(575℃±15℃)×2h热处理,然后对焊缝和热影响区分别进行-50℃和-60℃冲击韧性试验,数据如表8所示。根据结果得到的焊接线能量与焊缝和热影响区冲击韧性的关系曲线如图3、图4所示。
由图3、图4可知,随着热输入的增加,焊接热影响区下降幅度较小,但焊缝金属的冲击韧性下降明显。焊接热输入小于35 kJ/cm时,焊接接头能保持较高的冲击韧性水平。当线能量大于40 kJ/cm时,在焊缝和热影响区冲击功均有单个偏低值。
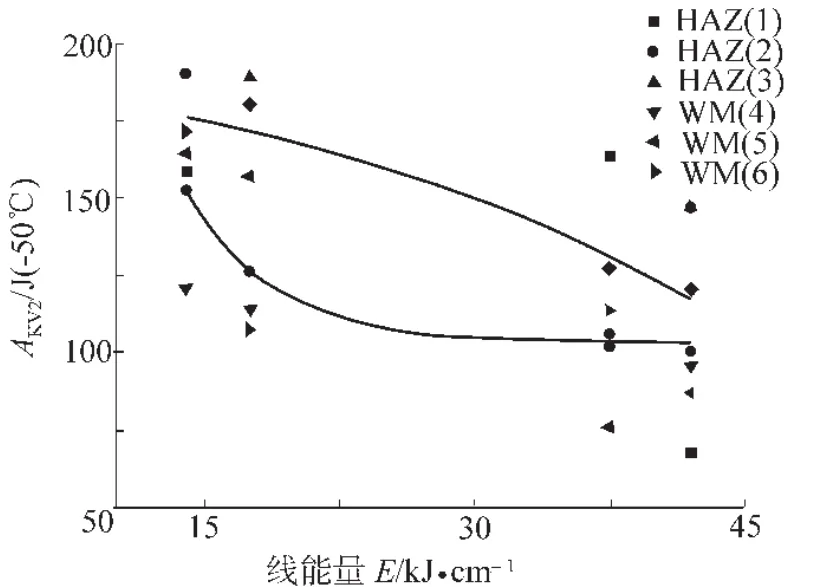
图3 焊接热输入对焊缝和热影响区HAZ-50℃冲击性能的影响
3 球罐现场焊接和控制要点
3.1 焊工要求

图4 焊接热输入对焊缝WM和热影响区HAZ-60℃冲击性能的影响
一般球罐在野外施工,其焊接质量受人、环境等因素的影响较大,且焊缝为全位置焊接,对焊工的技能要求较高。因此,焊工须通过《锅炉压力容器压力管道焊工考试管理规则》规定的考试,持有SMAW-Ⅱ-2G/3G/4G-12(K)-F3J合格资质且在有效期内,经现场考核合格后,方能进行球罐的焊接工作。
3.2 焊接工艺评定
安装公司按照JB 4708-2000《钢制压力容器焊接工艺评定》和《3000m3丙烯原料球罐制造安装及验收技术条件》对50 mm厚的JFE-HITEN610U2L钢进行立焊、横焊、平焊+仰焊焊接工艺评定,评定结果均合格,评定的最大焊接线能量为35 kJ/cm,这也与试验结果及技术条件要求相一致。
3.3 严格控制焊接线能量
为使JFE-HITEN610U2L钢焊接接头具有良好的低温韧性,焊接时要求焊工采用窄焊道,焊条不摆或微摆,严格控制焊接线能量不超过工艺评定最大值,从而使焊接接头保持较高的低温冲击韧性。
3.4 焊接冷裂纹的控制
据统计,球罐夹具定位焊和补焊部位易产生长度不大于10 mm、深度不大于3 mm的冷裂纹,在夹具定位焊和补焊时,应将球壳板表面油漆清除干净,采用与球罐主体焊缝相同的焊条和焊接工艺焊接。引弧点和熄弧点应在夹具焊道上,以免损伤母材和产生冷裂纹。
3.5 采用多层焊道和回火焊道
采用多层多道焊可降低焊接线能量,尤其在球罐立焊位置时纠正了焊工单层单道焊的不良习惯,实施了分道焊接。多层多道焊时,后层(道)对前层(道)起回火作用,可进一步细化晶粒,提高焊接接头低温冲击韧性,因盖面层没有后续焊道对其回火,因此按技术条件要求对盖面层加一层回火焊道,焊接完毕后,磨除回火焊道。
3.6 球罐焊接顺序
球罐由10名焊工同步对称施焊,一般焊接顺序为先大坡口后小坡口,先纵后环,本球罐采取的顺序为:赤道板纵缝(外)→上、下极(外)→大环(外)→赤道板纵缝(内)→上、下极(内)→大环(内)。
3.7 其他注意事项
焊条按照规定烘干保温;焊接采用直流反接;球罐对接焊缝焊前预热温度不小于125℃;焊后立即进行250℃×1 h后热消氢处理;焊道始端采用后退引弧法,各层之间的接头宜错开50 mm以上,每层焊后将焊渣清除干净。为避免应力集中,对接焊缝内外表面均打磨至圆滑过渡,不存在急剧的形状变化,焊缝余高符合技术要求。记录球罐主体焊接的工艺参数和焊工钢印号、焊缝代号和日期。焊后对球罐进行几何尺寸检查,棱角度(允许小于等于10)最大误差+4,椭圆度(允许小于等于80)最大误差+10。检查结果均符合GB12337-1998及技术条件要求。
4 焊后无损检测和热处理
焊后36 h对球罐对接焊缝进行100%TOFD(超声波衍射时差法)检测。TOFD是一种利用超声波衍射现象、非基于波幅的自动超声检测方法。通常使用纵波斜探头,采用一发一收模式。当存在缺陷时,在直通波和底面反射波之间,接收探头就会接收到缺陷处产生的衍射波,以此用于缺陷的检测、定量和定位。与传统的检测方法(如射线检测)相比,TOFD具有适用厚度大、检测灵敏度高、安全环保以及对裂纹类缺陷敏感性强等优势。随着球壳板厚度的增大,射线检测灵敏度下降,检测时间也更长。再者由于射线辐射的存在,对安装现场安全防护有很高的要求。因此选用TOFD检测技术。按合肥通用机械研究院企业标准Q/GMRI01-2008《承压设备超声波衍射时差法(TOFD)自动超声检测》要求,Ⅰ级合格。检测结果为一次焊接合格率达99%以上,主要缺陷为夹渣和气孔,没发现裂纹。
为了消除焊接残余应力,焊后对球罐进行了(575℃±15℃)×2 h整体热处理。当温度高于400℃时,升温速度控制在50~80℃/h,降温时降温速度控制在30~50℃/h,当温度低于400℃后自然冷却。
5 力学性能试验
按GB 12337-1998《钢制球形储罐》要求每台球罐制备产品焊接试板,并按JB 4744-2000《钢制压力容器产品焊接试板的力学性能检验》要求进行试板力学性能和弯曲性能检验,如表9所示,结果合格。力学性能和弯曲性能性能数据均满足规范与技术条件要求,且有一定的富裕量。

表9 产品焊接试板力学性能和弯曲性能
6 水压和气密性能试验
球罐水压试验压力为2.7MPa,所有焊接接头部位无任何渗漏和异常现象。球罐气密性试验压力为2.16 MPa,采用肥皂水进行检查,所有法兰密封面无泄漏。
7 结论
(1)JFE-HITEN610U2L钢和LB-65L焊条性能良好,适用于3 000 m3丙烯球罐的建造。
(2)JFE-HITEN610U2L对焊接冷裂纹不敏感,但具有一定的再热裂纹敏感性。
(3)JFE-HITEN610U2L采用LB-65L焊条焊接时,线能量应严格控制在35 kJ/cm以下;施焊宜采用短弧多层多道焊,以强化后续焊道对前焊道的热作用。
(4)选用适当的焊接工艺施焊,严格控制预热温度、层间温度以及采用焊后及时消氢处理等工艺措施,可防止50 mm厚的JFE-HITEN610U2L焊接接头产生焊接冷裂纹。
(5)球罐经(575℃±15℃)×2 h整体热处理后,产品试板低温冲击韧性较高,且有一定的富裕量。
[1]佐藤邦彦.溶接工学[M].大阪:日本理工学社,l979.
[2]苏 立,苑宏智.1 000 m3球形氧气储罐现场组焊技术[J].包钢科技,2008,38(3):67-69.
[3]袁 浩,房务农.07MnNiMoVDR钢制乙烯球罐的建造技术[J].焊接技术,2011,40(8):62-64.
[4]王传标.15MnNiNbDR钢制乙烯球罐组焊技术[J].电焊机,2010,40(2):81-83.
Assembly welding technology of JFE-HITEN610U2L quenched and tempered high strength steel polypropylene spherical tank
WANG Qing-dong,HAO Wei-sha,WANG An-jun,WANG Chuan-biao
(Hefei General Machinery Research Insititute,Hefei 230088,China)
-50℃JFE-HITEN610U2L quenched and tempered high strength steel which made in Japan can be used for the 3 000 m3propylene spherical tanks.Experimental studies show that the steel has excellent low temperature toughness,good weldability and the mechanical properties of the welded joint is higher,too.With the study of the spherical tank welding technology assessment and construction practices,summarizes the welding process and introduces the key technical measures.Practice has proved,the welding process in accordance with the relevant requirements of technical standards,can be used to guide welding of the high number of propylene spherical tank and the quality of the tank are assured,While the article has some referential significance to the steel with the spherical tank welding.
JFE-HITEN610U2L quenched and tempered high strength steel alloy;weldability;welding process;TOFD
TG457.6
B
1001-2303(2012)04-0028-06
2011-12-28
王清栋(1982—),男,山东济南人,学士,主要从事压力容器的焊接、制造、安装等方面的研究工作。
