等离子焊枪气体保护效果数值模拟
2012-11-14张瑞华栗海霞冷小冰
张瑞华,李 明,栗海霞,王 荣,冷小冰
(1.兰州理工大学 甘肃省有色金属新材料省部共建国家重点实验室,甘肃 兰州 730050;2.苏州工业园区华焊科技有限公司,江苏苏州215021;3.中山职业技术学院,广东中山 528404)
等离子焊枪气体保护效果数值模拟
张瑞华1,李 明1,栗海霞1,王 荣2,冷小冰3
(1.兰州理工大学 甘肃省有色金属新材料省部共建国家重点实验室,甘肃 兰州 730050;2.苏州工业园区华焊科技有限公司,江苏苏州215021;3.中山职业技术学院,广东中山 528404)
针对三种不同结构等离子焊枪,用数值模拟方法解释保护气体流动造成焊接过程不稳定的原因,为等离子焊接工艺确定和焊枪的设计提供了理论依据。在PHOENICS软件中建立等离子焊接保护气体流动的三维数学模型,在未考虑焊接温度场对保护气体流动影响的基础上,模拟气体流量、喷嘴与工件的距离、保护气罩的位置、喷嘴结构等参数对流场的影响,得到了速度场的分布。
等离子枪;保护气体;流场;数值模拟
0 前言
等离子弧焊PAW(Plasma Arc Welding)具有能量高度集中、电弧力强的特点,能直接穿透被焊工件,实现单面焊双面成形,焊缝深宽比大,焊接质量好,在造船、航空航天等众多领域应用广泛[1-3]。气体保护效果的好坏对等离子焊接质量有着十分重要的影响,等离子焊枪喷嘴和保护气罩的结构是影响保护气体流动状态的重要因素。受等离子弧极端温度条件的限制,采用实验方法研究气体保护效果较为困难。目前,国内对等离子焊枪结构的设计还停留在模仿或经验设计阶段,在相关的理论研究和工程实践上与发达国家有一定差距[4]。数值模拟技术为焊枪结构设计提供了一个新的途径,计算结果可为焊枪的结构设计提供指导。本研究采用数值模拟的方法,模拟了气体流量、等离子焊枪喷嘴和保护气罩结构等参数对保护气体流场的影响。
1 数学模型
选取三种不同结构形式的焊枪模拟气体的流场,对比不同结构对保护效果的影响,物理模型根据实际焊枪建立。沿焊枪A、B、C轴向的剖面图如图1~图3所示,焊枪C送丝口如图4所示。假设流体均为层流且不可压缩,不考虑电弧温度场对气体流动的影响。
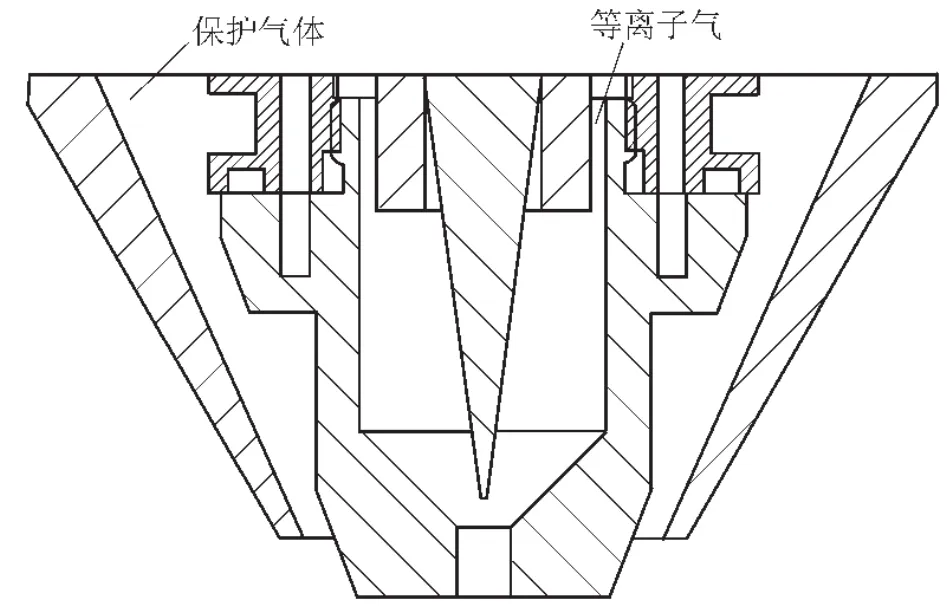
图1 等离子枪A喷嘴剖面图
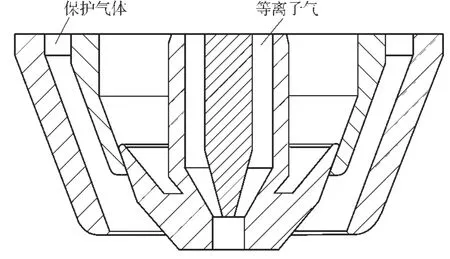
图2 等离子枪B喷嘴剖面图
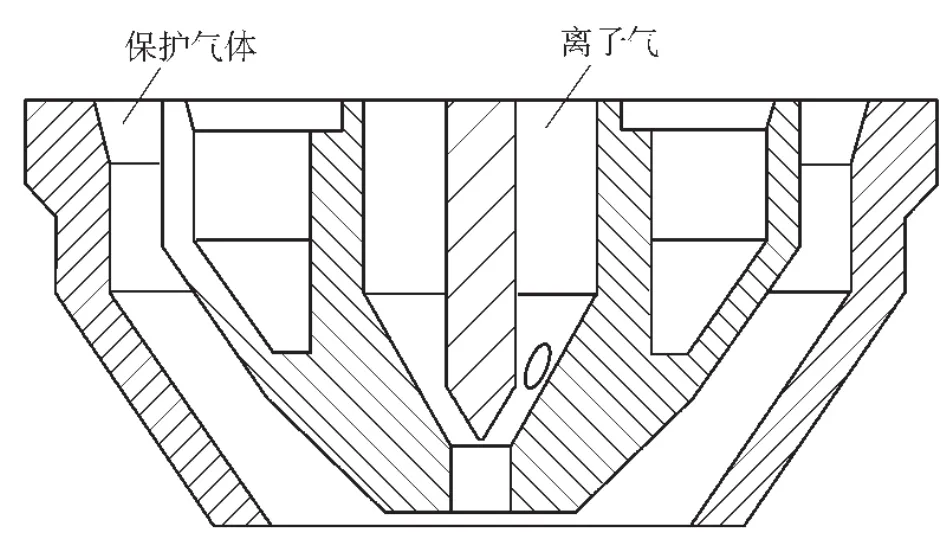
图3 等离子枪C喷嘴剖面图

图4 等离子焊枪C中的送丝口
1.1 控制方程
等离子焊接保护气体流动的数学模型可以表示为如下形式[5]:
连续性方程

动量方程
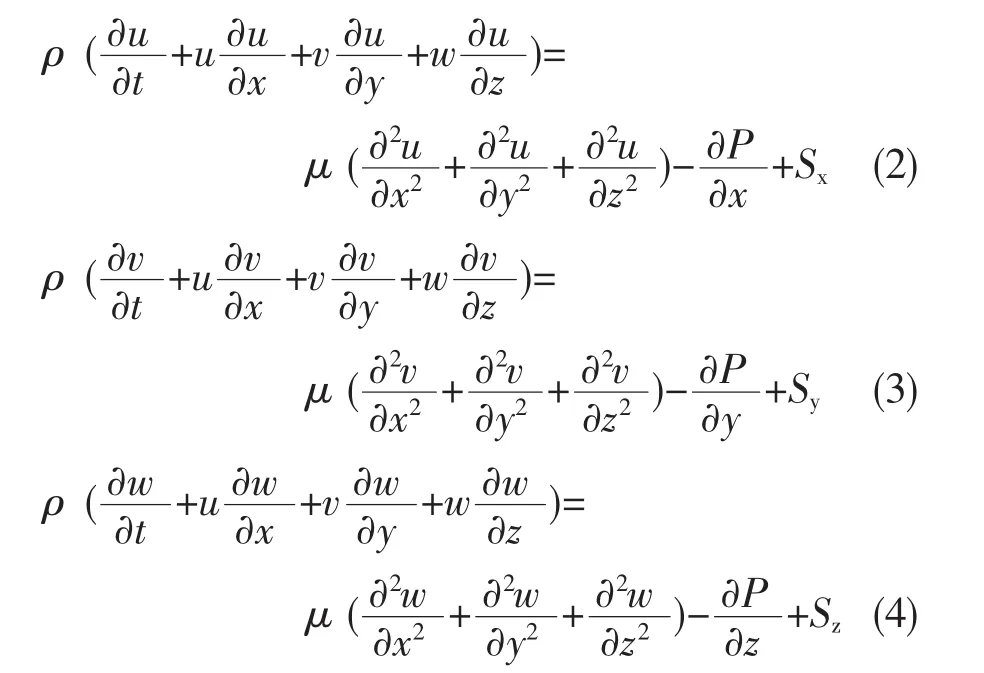
式中 u,v,w分别为x,y,z三个方向的速度;ρ为密度;t为时间;P为压力;Sx,Sy,Sz为动量方程在三个方向上的源项。
1.2 网格剖分与模拟的实现
计算软件为PHOENICS。焊枪A、B、C喷嘴总体尺寸分别为38 mm×22 mm×38 mm、43 mm×21.6 mm× 43 mm、20 mm×43 mm×43 mm,计算域采用均分网格,划分为76×64×76、86×64×86、60×86×86。在PHOENICS前处理系统中建立物理模型,在Q1中初始化各个参数和边界条件,通过Earth调用,完成流场的计算。
2 计算结果和分析
影响等离子焊接气体保护效果的主要因素有:气体流量、喷嘴与工件之间的距离、喷嘴气路结构等。保护气和离子气流量为QS、QP,喷嘴与工件的距离为h。
2.1 气体流量对流场的影响
不考虑电弧温度影响,模拟条件为:QS=4~14L/min,QP=1.5 L/min,h=10 mm。焊枪A在QS=8 L/min时的流场如图5所示。离子气在增压室内钨极两侧形成反方向的涡流,流出喷嘴后以层流的形式垂直流动,射流到工件表面后受到阻碍,流动方向逆转,在离子气柱两侧形成涡流,部分气体脱离涡流逆流向上,到达喷嘴端面后受到阻碍而流向两侧,一部分进入离子气,另一部分进入保护气。保护气从保护罩流出时与焊枪轴线保持一定的夹角,进入喷嘴与工件之间的空间后,在压力场作用下逐渐偏转,到达工件后受到阻碍,方向明显偏转,沿工件表面前进,同时在保护层外围形成涡流,涡流外围保护气与空气混合后很少的一部分从保护气出口处卷入保护气,可能会造成一定的焊接缺陷。此外,保护层较弱时涡流可能会对保护效果造成一定的影响。

图5 保护气流量8 L/min的流场
保护气流量变化时,熔池正上方速度v沿x方向的变化如图6所示。喷嘴中心位于x=0.019处,由图可见随着保护气流量的增加,熔池两侧保护气的速度发生明显变化,气流挺度增强。气流挺度与射流区的长度有关,射流区越长,挺度越好,保护效果也就越好。图6中,离子气两侧波峰为紊流,随着保护气流量的增大,保护气与离子气之间紊流速度也增加,紊流越强对焊接过程稳定性的影响越明显。以上分析也反映了等离子焊接规范区间窄的原因。
离子气与保护气流量比例(QP∶QS)不同时的紊流场状态如图7所示。QP∶QS=1∶6时,紊流场状态与图5相似;QP∶QS=1∶8时,涡流范围明显减小,离子气柱下端略有收缩;QP∶QS=1∶10时,只有少部分离子气能够到达工件表面,大部分离子气混入逆流而进入保护气,在这种情况下,焊接过程可能会很不稳定。因此合理选择离子气与保护气的流量比例才能起到较好的保护效果。
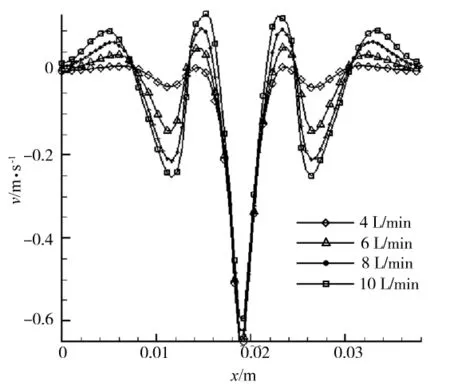
图6 保护气流量变化对流场的影响
2.2 喷嘴与工件的距离对流场的影响
不考虑电弧温度的影响,模拟条件为:Qs=8L/min,QP=1.5 L/min,h=3~10 mm。喷嘴与工件的距离h变化时,熔池正上方1 mm处速度v沿x方向的变化如图8所示。h=3~7 mm时,紊流场速度增加不明显;h=10 mm时,紊流场的速度明显减弱。随着h的增加,保护气和离子气的速度越来越小,两种气体的挺度下降,挺度的大小决定了保护效果的好坏。因此,在一定范围内,h越小保护效果越好。
2.3 保护气罩位置对流场的影响
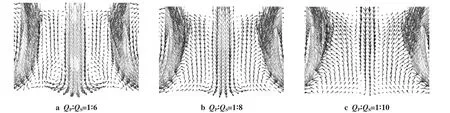
图7 离子气与保护气流量比例(QP∶QS)变化对紊流场的影响
不考虑电弧温度的影响,模拟条件为:QS=8L/min,QP=1.5 L/min,h=10 mm。保护气罩与喷嘴的距离为L (L为负,说明气罩最底端位于喷嘴下方),保护气罩位置变化对流场的影响如图9所示。在相同的进气条件下,随着保护气罩位置的降低,保护气的出口位置和出口形状发生变化,保护气速度下降,挺度下降;同时,紊流场速度也明显下降。综合考虑保护层的挺度和紊流场的速度,保护气罩有一个最佳的位置,模拟方法可以给出这个最佳位置。
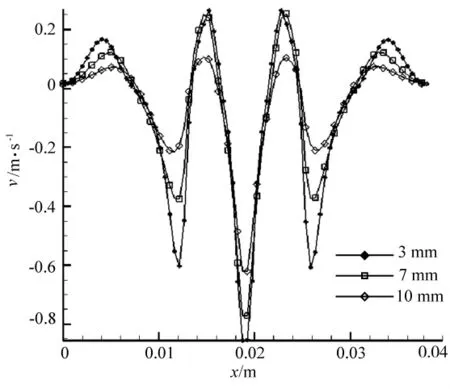
图8 喷嘴与工件距离的变化对流场的影响
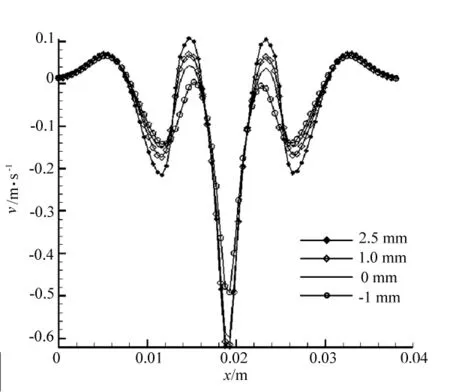
图9 保护气罩位置变化对流场的影响
2.4 三种焊枪结构的流场对比
三把焊枪喷嘴孔径分别为RA=1.15mm、RB=1.2mm、RC=1.4mm。不考虑电弧温度的影响,模拟条件为:Qs=8 L/min、QP=1.5 L/min、h=10 mm。三把焊枪流场速度v沿轴向的变化如图6、图10、图11所示。
A、B、C焊枪xy面流场分别如图5、图12、图13所示。A焊枪保护气最大速度出现在其出口处且速度矢量方向变化较明显,保护气外侧涡流会将空气卷入保护层。B焊枪保护气流动较平稳,喷嘴位置以下保护气均以竖直方向的层流为主,保护效果好。由于钨极位置相对靠下,离子气出口面积相对减少,从而增强了对离子气的压缩作用,离子气挺度较高。C枪y方向的流场出现了严重的不对称(见图11、图13)。离子气挺度不足而无法射流到工件表面(见图14),且在保护气的作用下发生偏移,偏向焊丝一侧。
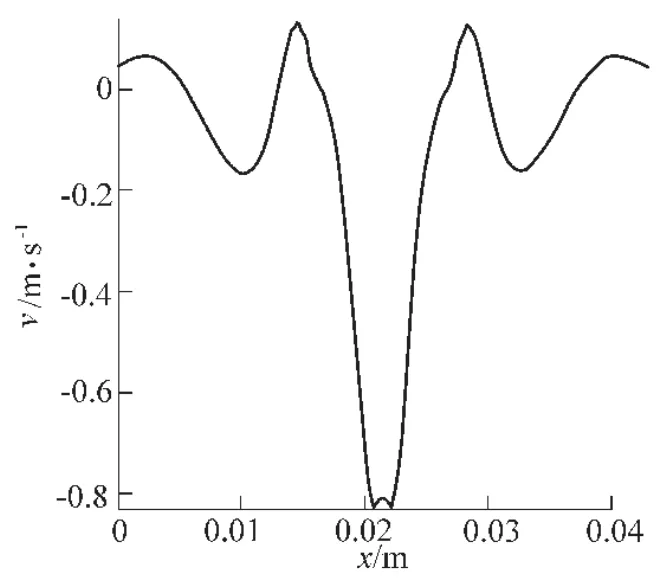
图10 B焊枪x方向速度v的变化

图11 C焊枪x方向速度v的变化
气路结构上的不同造成了三把枪流场形态的不同。A枪进气口面积与出气口面积相差较大,从气罩流出后的压力与外界压力相差较大。B焊枪气路较为平滑,保护气在进入喷嘴与工件之间的空间之前经过一个过渡区,而使其与外界压力相差较小。C焊枪由于喷嘴孔径较大,离子气射流压力相对较小,挺度不足。送丝口的存在造成了保护气局部压力不平衡,使得xy面的流场出现了不平衡。焊枪结构决定了三种焊枪在焊接过程中始终存在紊流,增加C焊枪离子气流量使其能够射流到工件表面同样会出现类似A、B焊枪的紊流场。
3 结论
针对三种不同的等离子焊枪结构建立了物理模型,未考虑电弧温度场对保护效果的影响,建立等离子焊接保护气流场的三维数学模型。分别模拟保护气体流量、离子气与保护气比例、喷嘴与工件距离、保护气罩位置和喷嘴结构对于流场的影响。结论如下:
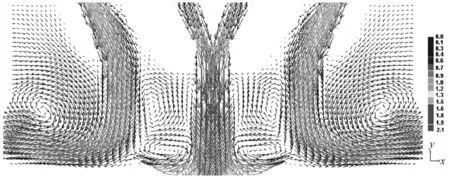
图12 B焊枪xy面的流场
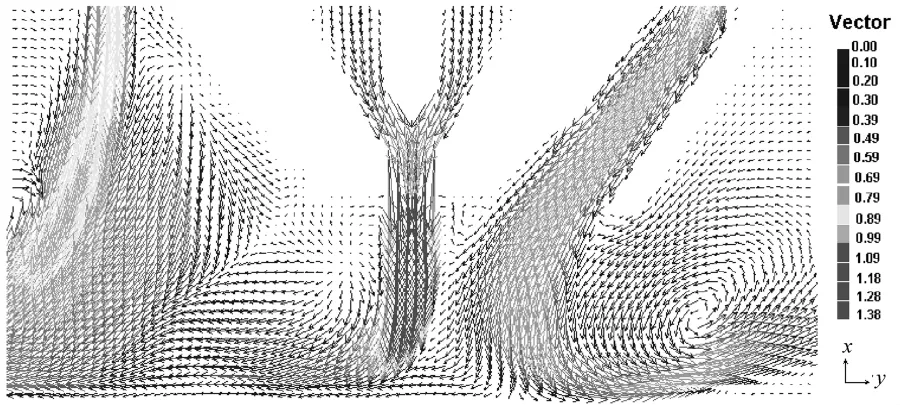
图13 C焊枪xy面流场
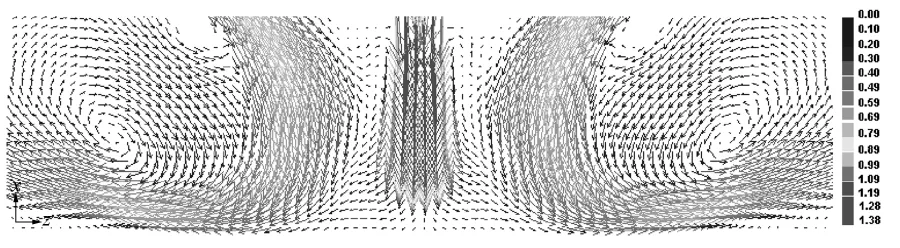
图14 C焊枪xz面流场
(1)随着保护气流的增加,保护层挺度明显增加,但同时紊流场的速度也增加,保护气流量过小容易导致保护不足。
(2)离子气与保护气的比例(QP∶QS)对紊流场的速度影响明显,比例越小紊流场的速度越大。比例过小会降低离子气的挺度。
(3)喷嘴与工件之间的距离越小,保护气射流区与工件之间的距离越小,保护效果越好。
(4)降低保护气罩的位置可以减小紊流场的速度,但紊流是不可避免的。焊枪的气路结构决定了气体的流动状态,从而决定了保护效果的优劣。
[1]殷凤良,胡绳荪,郑振太,等.等离子弧焊电弧的数值模拟[J].焊接学报,2006,27(8):51-54.
[2]殷凤良,胡绳荪,高忠林,等.等离子体电弧数值模拟的研究进展[J].兵器材料科学与工程,2007,30(6):59-63.
[3]王怀刚,武传松,张明贤.小孔等离子弧焊接热场的有限元分析[J].焊接学报,2005,26(7):49-53.
[4]张义顺,董晓强,李德元.等离子枪体内部流场及温升的模拟分析[J].焊接学报,2005,26(9):77-80.
[5]武传松.焊接热过程数值分析[M].哈尔滨:哈尔滨工业大学出版社,1990.
Numerical simulation of protective effect of plasma welding torch
ZHANG Rui-hua1,LI Ming1,LI Hai-xia1,WANG Rong2,LENG Xiao-bing3
(1.State Key Laboratory of Gansu Advanced Non-ferrous Metal Materials,Lanzhou University of Technology,Lanzhou 730050,China;2.Suzhou Ahand Ltd.,Suzhou 215021,China;3.Zhongshan Polytechnic,Zhongshan 528404,China)
Aiming to three plasma welding torch with different structure,the reason of making the welding process unstable is explained by the method of numerical simulation.And the result provided theoretical basis for the determination of welding parameters and the design of welding torch.Three-dimensional mathematical model of the flow of shielding gas was established with PHOENICS software.The influence of the value of gas simulation,distance between the torch and workpiece,location of shielded deflector and structure of the nozzle on the flow field was simulated and got the distribution of velocity field without considering the influence of the temperature field.The character of three torches was analysed.
plasma welding torch;shield gas;flow field;numerical simulation
TG431
A
1001-2303(2012)04-0008-05
2011-01-07
广东省教育部产学研资助项目(2009B090300250);兰州理工大学博士基金资助项目
张瑞华(1970—),男,甘肃景泰人,研究员,博士,主要从事活性焊接、焊接过程数值模拟和激光加工等研究工作。
