手工自蔓延焊接热循环测试与分析
2012-11-14吴永胜王建江辛文彤
吴永胜,王建江,辛文彤,武 斌
(军械工程学院 先进材料研究所,河北 石家庄 050003)
手工自蔓延焊接热循环测试与分析
吴永胜,王建江,辛文彤,武 斌
(军械工程学院 先进材料研究所,河北 石家庄 050003)
焊接过程是一个牵涉到传热传质、金属熔化与凝固的复杂过程,焊接能量分布、焊接熔池中的流体流动及其传热过程对焊接质量有着重要的影响。介绍了焊接热循环试验原理和试验设计,测试了手工自蔓延焊接热循环,并将测试结果与传统焊接热循环相比较,分析认为:在焊缝中心线上的温度循环中,距熔合线位置越远温度越低,在焊缝横截面上的温度循环随着布点距离的增大,温度下降;热循环在800℃以上停留时间过长,导致热影响区成为手工自蔓延焊接接头的薄弱区域,并提出了解决方案。
手工自蔓延焊接技术;焊接热循环;组织
0 前言
焊接热源沿焊件移动时,焊件上某点的温度由低而高,达到最大值后又由高而低的变化过程称为焊接热循环,它是描述焊接过程中热源对母材金属的热作用过程[1-2]。焊接热循环曲线包含了焊件温度变化的整个过程,而温度的变化过程对焊接残余应力和变形的形成具有重要的作用,同时焊接热循环是分析焊接热影响区组织与性能的重要数据,这些信息对于了解焊接冷却相变过程、接头组织、应力变形、提高焊接质量都具有重要意义[3]。本试验采用燃烧型焊条堆焊Q235钢板来测定手工自蔓延焊接热循环。
1 试验原理和试验设计
焊接热循环测试的原理如图1所示。其中热电偶选用镍铬-镍铝热电偶(Type K,Chromel(Ni-Cr alloy)/Alumel(Ni-Al alloy))。测试中采用了多通道数据采集系统,每次同时测量三个数据点。Q235钢焊板上的温度测量点分布如图2所示。沿焊缝方向布置了三个温度测量点以测量熔合线温度变化,三个测量点分别距焊接表面1.6 mm、2.1 mm和2.6 mm,相邻点间隔5 mm。

图1 焊接热循环测试原理Fig.1 Testing principle of the welding thermal cycle

图2 Q235钢板上的温度测量点分布Fig.2 Temperature measuring point on Q235 steel
在垂直于焊缝中心线的方向上(横向)布置了五个温度测量点,以测量焊缝及其附近区域的温度分布,5个测量点均距焊接表面0.6 mm,到焊缝中心线的距离分别为0 mm、5 mm、10 mm、15 mm和20 mm。试验过程中的环境温度为30℃。
2 试验结果
(1)焊缝中心线上的温度循环。
用燃烧型焊条进行焊接,在焊缝中心线上到焊接表面垂直距离不同的三个温度测量点的热循环曲线如图3、图4所示,由此得到各点的最高温度、平均升温速率和平均降温速率如表1所示。

表1 焊缝中心线上到焊接表面不同距离处的最高温度和升温速率Tab.1 Maximum temperature and temperature rising ratio in different distance on center line
由热循环曲线和热循环参数可知,在焊缝中心线上距熔合线位置越远,试板达到的温度越低,测得最高温度为1 218.5℃(该点位置未达到熔合线)。在焊缝合金的冷却过程中,800°C~500°C的冷却时间t8/5=35 s,与焊条电弧焊、气体保护电弧焊和埋弧焊的t8/5(多在5~40 s之间)相当[4]。
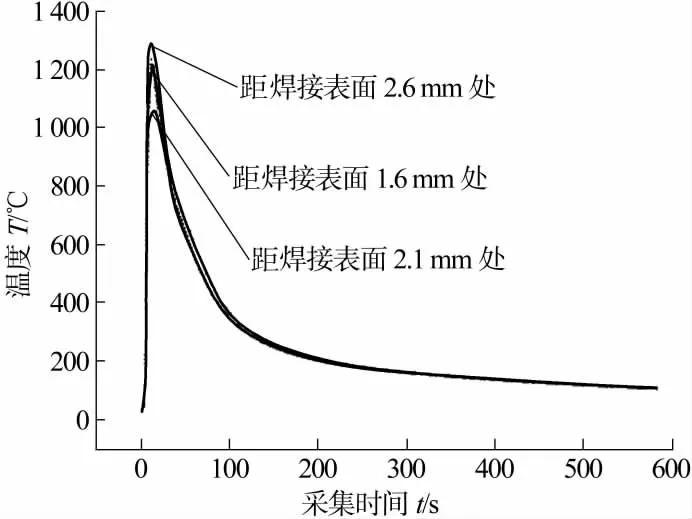
图3 焊缝中心线上到焊接表面不同距离处的热循环曲线Fig.3 Testing result of the welding thermal cycle in different distance on center line

图4 焊缝中心线上到焊接表面不同距离处的温度变化速率曲线Fig.4 Temperature changing rate curve in different distance on center line
(2)焊缝横截面上的温度循环曲线。
用铁系焊条进行焊接,在焊缝中心线上和距焊缝中心线垂直距离5 mm和15 mm温度测量点的热循环曲线如图5、图6所示,各点的最高温度、平均升温速率和平均降温速率如表2所示。
3 分析和讨论
手工自蔓延焊接与低碳钢焊条电弧焊堆焊热循环之间的比较如表3所示。由表3可知:手工自蔓延焊接与焊条电弧焊的升温速率相当,均为5 s,两者由于升温速率快,当温度到达奥氏体相变温度时,奥氏体相变滞后于升温速度,相变温度提高。由热循环在800℃以上停留时长的比较结果可知,手工自蔓延焊接是焊条电弧焊的四倍,则手工自蔓延焊接热量对焊缝的热传导相对充分,造成焊缝过热区宽度增大,使得在低碳钢中焊缝的正火区范围相比焊条电弧焊显著减小,在热影响区内基本上没有晶粒细化的相变区,由过热区直接到达不完全重结晶区,且造成魏氏组织的快速生成和长大,加宽焊缝热影响区的脆性区间,严重降低焊缝的综合力学性能;在t8/5的比较中,手工自蔓延焊接是焊条电弧焊时长的3.5倍,在此区停留时间的长短决定了焊缝组织和热影响区组织的晶粒粗大生长,由于在焊缝的冷却过程中t8/5时长为35 s,使得焊缝合金中低熔点成分能够在结晶过程中充分生长,晶粒粗大,同时在热影响区内由于过热严重和t8/5相对较长,使热影响区内的组织有充分的生长空间,得到的珠光体组织粗大。加之魏氏组织的长大,使热影响区成为手工自蔓延焊接接头的薄弱区域。

图5 焊缝横截面上不同点的热循环曲线(铁系焊条)Fig.5 Testing result of the welding thermal cycle on cross-section(iron type)

图6 焊缝横截面上不同点的温度变化速率曲线(铁系焊条)Fig.6 Temperature changing rate curve on cross-section (iron type)

表2 焊缝横截面上的最高温度和升温速率(铁系焊条)Tab.2 Maximum temperature and temperature rising ratio on cross-section(iron type)
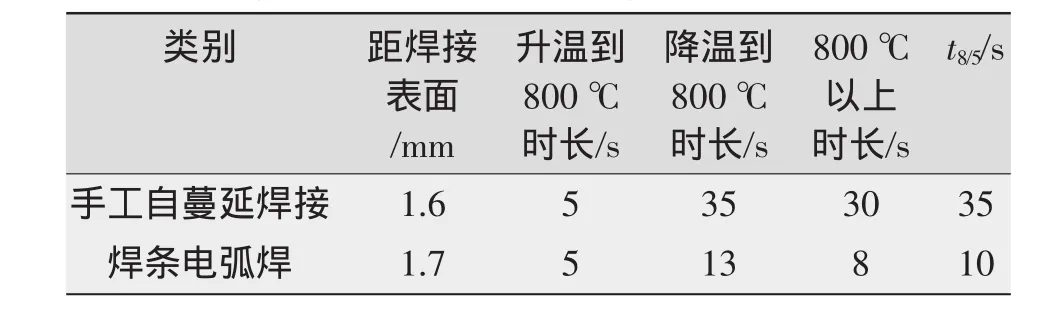
表3 手工自蔓延焊接与低碳钢焊条电弧焊堆焊热循环比较Tab.3 Testing result of welding thermal cycle with manual SHS welding vs.manual arc welding
4 结论
(1)在焊缝中心线上的温度循环中,距熔合线位置越远温度越低,测得最高温度为1 218.5℃,在焊缝合金的凝固过程中的t8/5为35 s;在焊缝横截面上的温度循环随着布点距离的增大,温度下降。
(2)热循环在800℃以上温度停留时间过长,这导致了热影响区成为手工自蔓延焊接接头的薄弱区域。
(3)为改善接头薄弱区域性能,一方面可改变焊条配方,在不影响焊缝合金润湿性的条件下适当降低焊条燃烧所得温度;另一方面可采用焊后热处理,以使焊缝和热影响区组织达到均质效果而提高其性能。
[1]Knipstron Karl Erik.New Aluminum welding Method[J].Sheet.Metal Industries,1996,73(3):160-166.
[2]陈家权,肖顺湖.薄板焊接热循环的测定[J].热加工工艺,2006,35(7):60-64.
[3]马 骏,苏冬云.温度数据采集测试系统设计[J].机电工程技术,2005,34(10):17-20.
[4]周振丰,张文钺.焊接冶金与金属焊接性[M].北京:机械工业出版社,1988.
Test and analysis of manual SHS welding thermal circle
WU Yong-sheng,WANG Jian-jiang,XIN Wen-tong,WU Bin
(The Institute of Advanced Materials,Ordnance Engineering College,Shijiazhuang 050003,China)
Welding process was an extremely complex course,which included heat transfer,mass transfer,melt and solidification of metal,etc.The energy distribution of welding,fluid flow and heat transfer in the welding pool had great influence on the welding quality.In this paper,the principles of welding thermal cycle testing and experimental design to test is described,test results is compared to traditional welding thermal circle with welding thermal circle,and the mannal SHS welding thermal circle is analyzed.The resulte shows the temperature in the weld center line loop from the fusion line position is much lower than the temperature in the weld cross section with the distribution of temperature cycling distance increasing,the temperature drop.A heat-affected zone of welded joints of the mannal SHS welding is resulted in weak areas for staying thermal cycling above 800℃too long,and methods for improving joints are produced.
mannal SHS welding;welding thermal circle;microstructure
TG402
A
1001-2303(2012)03-0086-03
2011-08-20
吴永胜(1985—),男,湖南长沙人,博士,主要从事特种焊接技术的研究。
