便携式相贯线切割焊接一体机的设计
2012-11-14王含宇张国涛
王含宇,崔 军,张国涛
(新疆威奥科技股份有限公司,新疆 克拉玛依 834003)
便携式相贯线切割焊接一体机的设计
王含宇,崔 军,张国涛
(新疆威奥科技股份有限公司,新疆 克拉玛依 834003)
支管和支管间狭小空间的相贯线自动焊接是一个难题,同时,一般相贯线焊接设备的吊装不便也限制了相贯线自动切割、焊机的大规模推广应用。根据对相贯线数学模型的研究,在充分了解了焊接生产需求和焊接工艺的基础上,设计了一种用于接管与筒体正交的马鞍形焊缝的便携式的相贯线切割、焊接一体机。通过采用轻量化机械结构设计,达到了便携式效果。重点介绍了控制系统相关内容,以及无线遥控器在线微量调节焊机参数的方案。
相贯线;切割;焊接;马鞍型焊机
0 前言
在锅炉、压力容器、石油管道管线等的制造安装过程中,相贯线的切割、焊接形式使用量很大。在国内,这种空间曲线形式的切割通常是先在筒体上人工放样,然后手工沿着相贯线轨迹进行切割,最后打磨成型。手工切割势必导致工人劳动强度大,生产率低,对工人的熟练程度和技术水平要求较高,有严格的要求,加工质量和加工精度均得不到保证,产品一致性较差[1-2]。在焊接过程中,采用手工焊接的方法同样存在与手工切割一样的劳动强度大,质量不稳定、效率低等问题。为此,北京航空航天大学研制了一种大型的骑座式相贯线焊接机器人结构[3-4]。山东大学王新刚等人设计了一台五轴联动自动焊接机床[5]。国内多家焊接装备公司也研发了各自的相贯线焊接设备[6-9]。这几款相贯线焊接设备虽然能解决一定量的相贯线焊接,但普遍存在焊接机器人或焊接专机体积大、结构复杂、焊前装卡和焊后拆卸不便等问题。设备在施工现场使用时,一般都需要行车等起重设备先将其吊起,再安装固定于待焊的支管上。如果需要焊接一个筒体上的多个相贯线接管、人孔,需要多次起吊、安装,造成不便。当各支管之间空间距离狭小时,相贯线机构与接管可能发生干涉,无法完成自动焊接。为此,设计了一种用于接管与筒体正交的马鞍形焊缝的便携式相贯线切割焊接一体机。该焊接切割一体机的最大特点是机械结构的轻量化设计,简便的自动装夹方式,可实现单人装夹、切割、焊接全套操作,不需要机械吊装和装夹,提高了生产效率。
1 相贯线数学模型的建立
查阅了相关文献[1,3,4,6],他们对两圆柱正交相贯线的理论数学模型都做了推导和研究,两圆柱正交相贯线示意如图1所示。由图1可知,相贯线空间坐标系xyz下的各个轴投影的计算为

图1 相贯线模型

式中 r为支管半径;R为筒体半径;θ为切割/焊接旋转角度;x,y,z为投影到xyz坐标轴上的相贯线曲线的空间位置。
由式(1)推导出枪头随相贯线旋转运动中的高度为

式中 h为相贯线在角度变化过程中的高度方向上的变化量;R为筒体半径;r为支管半径;θ为旋转角度;v为旋转速度;t为旋转时间。
枪头随相贯线旋转运动中水平方向运动的计算式为

式中 β为割枪角度;h为割枪高度;θ为切割旋转角度;r为开孔半径;R为筒体半径;H为切割时横臂水平方向位置。
2 机械结构设计
根据相贯线数学模型,设计出相贯线机械结构,如图2所示。通过枪头姿态调整电机,调节枪头姿态,使得枪头始终位于相贯线焊缝上任意插补点处切线的法平面内[10]。同时实现枪头的焊接摆动功能。材料采用铝合金型材,结构设计精巧,总质量不超过20 kg,一人可单手提起进行装夹,携带、安装方便,体现了便携式的优势。同时采用滚珠丝杠和直线滑轨,保证运动执行的精确度。采用三爪自定心卡盘支撑,自动找中,免去人工对中的繁琐。
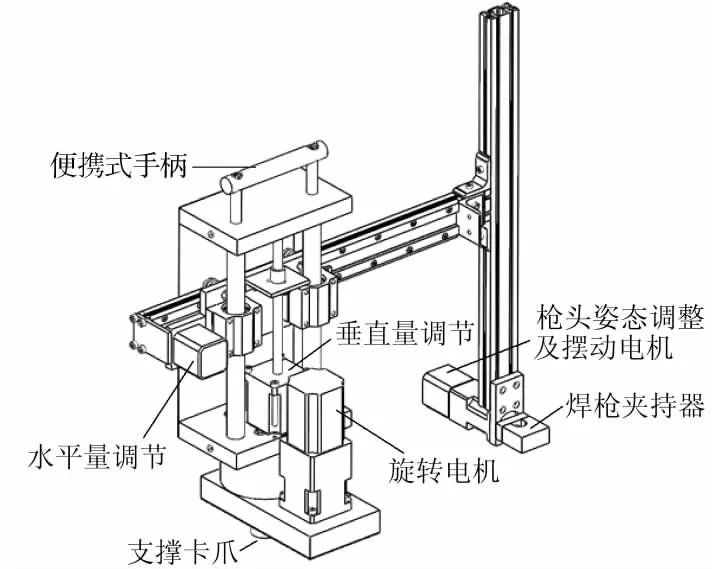
图2 机械结构示意
3 控制方案设计
3.1 控制方案
相贯线切割焊接一体机的控制方案如图3所示。

图3 相贯线切割焊接一体机的控制方案
由图3可知,便携式相贯线切割焊接一体机采用欧姆龙PLC作为核心控制单元,分别实现了无线遥控器的在线调节、人机界面交互、四轴联动等控制功能。
将控制箱、人机界面、送丝机及焊接电源等设备整合为一个控制柜(见图4),置于焊接件旁。该便携式切割焊接一体机切割时采用火焰切割;焊接时采用气体保护焊;切换时,只需更换割枪和焊枪,修改人机界面参数即可,操作简便。
3.2 人机界面
设计的人机操作界面如图5所示。通过用户输入的筒体和接管参数,自动拟合相贯线曲线轨迹,实现自动的切割和焊接功能。同时,可设置焊接一键起动,焊枪摆动速度、幅度、左右停留时间,相贯线焊机旋转速度、旋转方向等。

图4 送丝、焊接电源及控制箱布局

图6 人机操作界面
3.3 无线遥控器实时在线控制调节方案
筒体和支管的加工、筒体与支管的组对等过程中必然会产生一些变形和误差量,导致用于切割或焊接的实际相贯线曲线与理论计算的相贯线之间存在随机偏差量,且无法通过数学建模的方式解决。虽然支管与筒体由于装配误差所导致的偏差量并不大,但是如果忽略不补偿,又会影响切割精度和焊接质量,在偏差处产生缺陷。
为此,设计了一种无线遥控器方案[11]。无线遥控器方案是在切割或焊接过程中,让切割或施焊的工人通过一个手持式无线遥控器在线微量调节割枪/焊枪的位置和角度,使得切割和焊接作业能够应对复杂的工况条件,达到合格的切割和焊接效果。无线遥控的技术方案采用波特率为9 600的无线收发通信模块,将无线遥控器中的51单片机和控制柜中的PLC进行串行通信。通过识别发射功能码,PLC控制相应电机驱动器,实现在线微调。
4 样机及其技术指标
便携式相贯线切割焊接一体机实物如图6所示,主要技术参数如表1所示。

图6 样机

表1 技术参数
5 工程应用实例
2010年在中石化60万t/年连续重整装置的四合一重整进料加热炉集合管的批量制造项目中,该便携式相贯线切割焊接一体机在极短时间内完成了焊接生产任务。该项目中集合管的规格为φ 660mm× 20.62 mm,材质1/4CR-M01/2,其上骑座式均匀排布了30~34个直径为φ 142 mm、材质为F11的三级锻支管接头,且每个支管的中心距为256 mm,支管高度106 mm。根据焊接工艺要求,需采用单面焊全焊透的D类焊缝坡口[12],实心CO2气体保护焊。由于支管壁厚为30 mm,故平均每个坡口需要焊接约26道。同时,焊前预热300℃,焊中加热,焊后后热。集合管坡口加工精度要求高,加工完毕后需对每个坡口表面实施渗透检测工艺。
该项目中,密集的各个支管间空间狭小,施工密度大,施工条件恶劣,工程量大,且质量要求高。若采用手工焊接,一个熟练焊工一天最多完成2~3个接头的焊接工作量,且工作环境恶劣,劳动强度大。由于支管和支管之间空间狭小,支管高度仅为106 mm,限制了一般相贯线焊接机在这个项目中的应用。通过采用便携式相贯线切割焊接一体机成功解决狭小空间中的自动切割及焊接问题,使用自动焊完成了集合管的制造任务。在多层多道焊接过程中,通过采用正转一遍,反转一遍的方法,解决电缆缠绕问题。经过现场实地测量,采用此焊接机后,极大提高了生产效率,降低了工人的劳动强度,稳定了焊接质量。焊接完成后,进行质量检测,焊缝外观和成形良好,无可视缺陷。集合管的焊缝成形和集合管焊后效果如图7所示。

图7 集合管的焊后效果
6 结论
设计的便携式相贯线切割焊接一体机具有便携安装、无线遥控在线调节焊接参数等特点,在工程实践中取得良好效果,值得大规模推广应用。
[1]徐 岩.大直径筒体数控切管设备的研制[D].哈尔滨:哈尔滨工程大学,2008.
[2]戴俊平.管接头切口相贯线加工装置设计[J].陕西工学院学报,1996,12(2):76-79.
[3]苗新刚,汪 苏,李晓辉.大构件相贯线焊缝轨迹拟合方法[J].焊接学报,2011,32(1):89-92.
[4]汪 苏,蔡玲玲,苗新刚,等.骑座式相贯线焊缝焊接机器人连续轨迹规划[J].焊接技术,2010,39(7):44-47.
[5]王新刚.多功能自动焊接机床伺服控制技术研究与设备开发[D].山东:山东大学,2007.
[6]刘振亚,刘亚洲.一种简易数控相贯线管孔切割机的设计[J].金属加工切割技术,2010(4):41-43.
[7]尹 萍.自动焊接机床运动控制算法研究与软件系统开发[D].山东:山东大学,2006.
[8]张格睿,张忠厚.一种相贯线曲线通用切割机的研制[J].电焊机,2010,40(2):91-94.
[9]陈树君,管新勇,殷树言,等.管内锚固式相贯线专用焊接机器人[J].电焊机,2009,39(4):100-103.
[10]李 侃.嵌入式相贯线焊接控制系统开发与实现[J].山东大学学报(工学版),2008,38(4):1-6.
[11]蔡兴龙,王富林,张奕黄.基于ATmega16的多功能焊机遥控器设计[J].电焊机,2010,40(6):27-29.
[12]刘晓明,朱向楠,王佳珂.压力容器C、D类焊缝接头形式及施焊工艺分析[J].电焊机,2005,35(9):64-67.
A kind of portable cutting and welding all-in-one machine
WANG Han-yu,CUI Jun,ZHANG Guo-tao
(Weld-Auto Technologies Company,Qaramay 834003,China)
If the space between the branch pipes is narrow and small,automatic welding intersection line is difficult.At the same time, the ordinary intersection line welding machine is inconvenient hoisting which limited the application and dissemination.According study the intersection line's mathematical model,and lean the welding requirements and the welding process,the article designed a kind of portable cutting and welding all-in-one machine.Through the lightweight design,the machine could be portable.The article emphasis on the design of the control system,and the wireless remote control unit which could adjust the parameters online with micro-scale.
intersection lines;cutting;welding;saddle type welding machinene
TG409
A
1001-2303(2012)03-0055-04
2011-04-27
王含宇(1981—),女,新疆克拉玛依人,硕士,主要从事焊接自动化设备的研发工作。
