液压机床液压油变质的浅析
2012-10-26杨冬生唐爱武罗松涛永州职业技术学院湖南永州425000
杨冬生 唐爱武 罗松涛 永州职业技术学院,湖南 永州 425000
液压机床液压油变质的浅析
杨冬生 唐爱武 罗松涛 永州职业技术学院,湖南 永州 425000
从分析某机床厂平面磨床液压油变质入手,对原机床的供油系统进行了分析,并对改进后的液压供油系统进行了详细介绍。
液压机床;液压供油系统;改进措施
前言
我院实训中心有一台2010年初从江苏某机床厂购回的M7310卧轴矩台平面磨床,该机床购回有两年多了,但实际使用时间不足一年,最近在生产加工过程中,突然发生较大的噪声,同时工作台运行也不平稳,机床液压系统的压力表被冲击到了最大极限位置,在此种情况下,生产指导教师迅速停止了机床的电源开关,后经有关专业人员对该机床进行了部分部位的拆卸和检查,发现如下问题:
(1)拆开机床供油系统的密封盖,发现机内油池的液压油较原来增加了许多,并且油液变成白色的乳化剂状,油的黏度明显下降;
(2)对变质的液压油进行了分析(油水分离),发现变质的液压油中含水量高达30%;
(3)分析了本机床的冷却水为什么会流入到储油池的原因;
(4)经全部清理机床的储油池,发现该机床的储油池存有较严重的问题。
1 液压油变质的分析
经上述的初步分析,已基本查明液压油变质的主要原因,就是油中进了大量的冷却水。而冷却水又如何进入储油池的呢?经进一步查找原因,发现:一是机床长时间工作后,没有及时清除冷却水槽中的磨屑,导致冷却水排水不畅,部分冷却水经一工艺孔溢出而流入储油池;二是冷却水槽与储油池端盖没有采用密封垫圈,机床在工作过程中,冷却水的飞溅,从无密封垫的缝隙中透入储油池;三是该机床的储油池是利用机床自身的内腔储油,而内腔根本不符合储油池的设计需要,详细情况见简图1:

图1 平面磨床储油池构造简图
由图1可知,液压系统的吸油与排油口虽然在不同的隔离槽内,但各隔离槽却是相互连通的,中间的纵向筋板基本上没有起到隔离的作用,因此导致吸油口与排油口处于较近的位置,从而影响到油液中杂物阻隔沉淀,高速流回的回油,没有经过自然冷却,而直接被吸油口吸入到液压系统中,油温、杂质等问题自然影响到了液压系统的稳定性和机床的加工精度。
2 改进措施
2.1 设计分离式油箱
由以上分析可知,冷却水槽排水不畅,油池与冷却水槽密封不严等问题,都可以进行改进,但是利用机身作为储油池,不足之处是机床的床身的内部结构不符合作储油池的要求,并且设备维修不方便,散热条件差。鉴于上述情况,我们设计了一个分离式的单独油箱,详见图2:
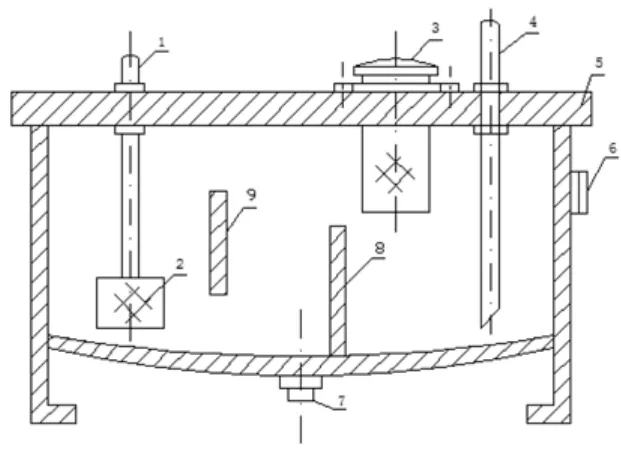
图2 分离式储油箱简图
2.2 变质油液处理
2.2.1 设计一简易油水分离器,如图三所示,利用一旧汽油桶,在上端开一个Φ20毫米和一个Φ100毫米的开口,再在桶底部开一个Φ20毫米的开口,并焊接一阀门,用支承将油桶支承离地面约200毫米高,然后用一电加热器放入油桶内,对油加温,从而达到油水分离的目的。
2.2.2 油水分离方法:
①除水。首先将变质的液压油抽入到油水分离器内,将热电偶放入有木塞绝缘的桶内,并加以固定,接好电源,检查无误后开始加热升温:第一步,将油液加热到70~80℃后停止加热,让其静置24小时左右;第二步,静置后的油液通过放油阀4,将聚职在桶底的水先放出,放完水后关闭放油阀4;第三步,再缓慢升温到120℃,经过约两小时,油不翻动,油面冒出黑色油气即可。
②过滤。可以采用机油过滤器过滤,也可采用布袋吊滤法过滤。
③将经过处理的液压油与新购回的液压油按1:1的比例进行混合后即可使用。

图3 油水分离器简图
3 结语
设计分离式单独的储油箱后,明显避免了冷却水进入储油池,也防止了潮湿的空气进入油箱。其次,采用分离式单独的储油箱维修方便,杂物阻隔分离,回油的温度等问题都得到了解决,减少了油液发热、油质混浊和液压油源振动对机床平稳性的影响,提高了机床的运动和加工精度。
建议平面磨生产厂家,如要利用机床床身作储油池,那必须对机床床身的内部结构按照储油箱的设计要求进行改进设计,同时也要考虑冷却水槽与储油池之间的密封问题。
[1]左健民.液压与气动传动[M].北京:机械工业出版社,1999.05
[2]李朝略.化工小商品生产法 [M].湖南:科学技术出版社,1984.06
The Analysis of Oil Metamorphosis of Hydraulic Machine
Yang Dongsheng Tang Aiwu Luo Songtao
TH137
B
10.3969/j.issn.1001-8972.2012.07.071
