预制棒料V形槽尖端裂纹实验装置的改进*
2012-10-23张立军赵永瑞赵升吨
张立军 赵永瑞 赵升吨
(①中国石油大学(华东),山东东营257061;②西安交通大学,陕西西安 710049)
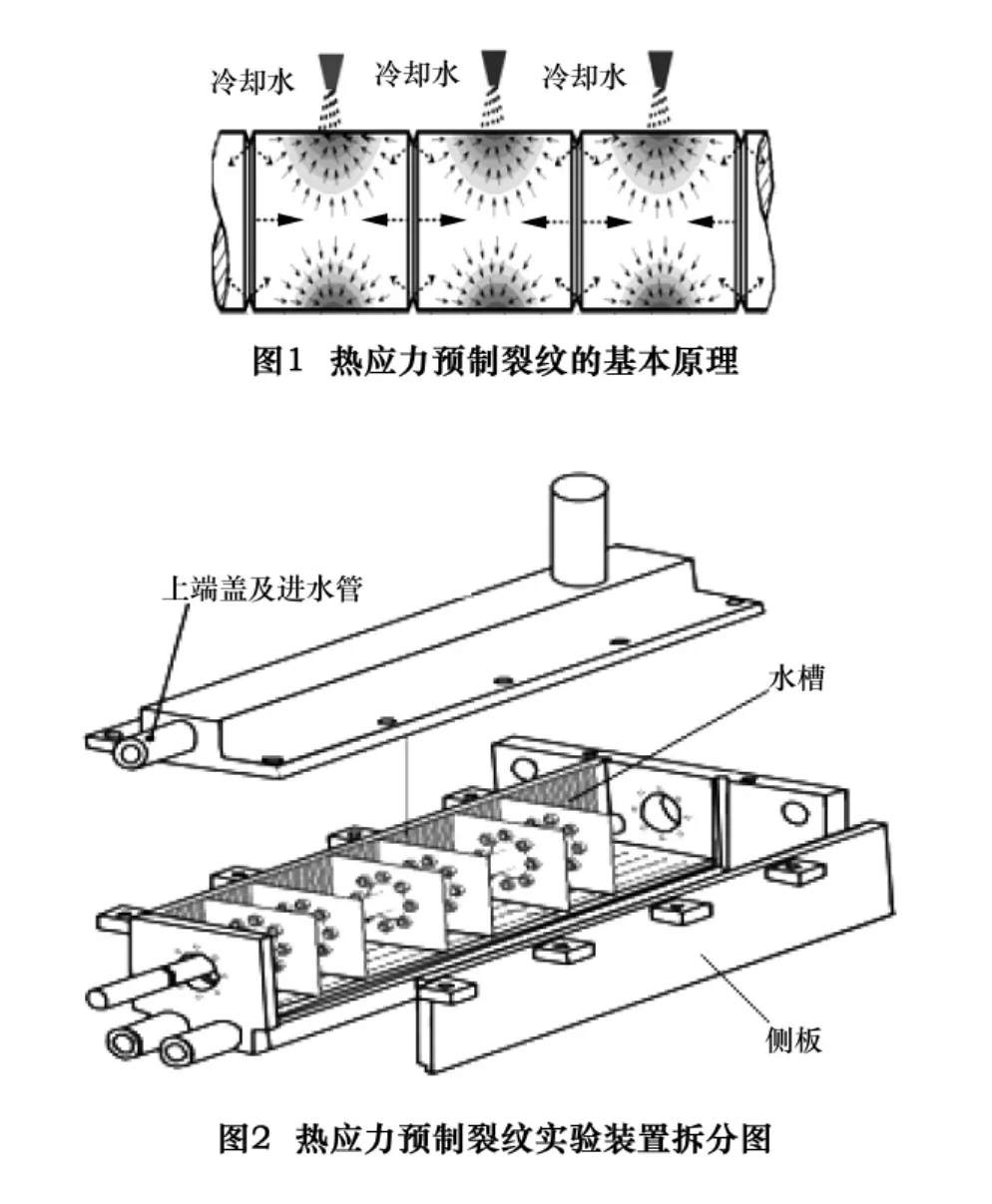
为了实现低应力精密下料,西安交通大学赵升吨教授等人提出了“低能耗热应力变频振动精密下料方法”[1]。其下料过程中是先通过开槽机在棒料表面预制环向V形槽,然后再利用热应力[2]预制棒料V形槽尖端裂纹,最后将带有热裂纹的棒料送入变频振动下料机中进行下料。大量下料实验结果证明,该下料方法能够实现低应力弯曲下料[3-4]。这种下料方法首次将热应力预制裂纹技术应用于精密下料中,这在减小棒料所需外载荷,实现低能耗下料方面迈出了重要一步。热应力预制棒料V形槽尖端裂纹的基本原理如图1所示,首先将金属棒料加热到特定温度,然后用石棉隔板保护V形槽部分,最后分段同时冷却棒料的其它表面部分,这样由于材料的热胀冷缩效应,将会在V形槽尖端处产生轴向拉应力,当该拉应力达到材料的强度极限后就会产生微裂纹(损伤),相应的冷却装置的拆分示意图如图2所示。该冷却装置主要由侧板、上端盖和进水管、水槽和出水管以及中心带有石棉隔板的多个矩形插板组成。矩形插板的间距正好与棒料上V形槽的间距一样,起保护V形槽的作用。然而目前的热应力预制裂纹实验中的冷却装置由于本身是一体的,即上端盖和侧板都是安装在水槽上的,这导致热应力预制裂纹实验结果与其FEM数值模拟结果有一定误差。为此,本文首先指出了目前现有实验装置的不足,并给出了完善的建议。在此基础上,提出了基于推拉式多槽双侧板组合结构的冷却装置,这在很大程度上解决了上述问题。
1 现有热应力预制裂纹实验装置的不足
笔者在西安交通大学读博士期间,曾利用现有的冷却装置做过热应力预制裂纹实验。通过将实验结果与其数值模拟结果对比,发现现有的热应力预制裂纹实验装置存在如下3方面的不足。
(1)如图2所示,带V形槽的棒料在冷却过程中其两端没有被固定,仅靠热胀冷缩效应使其在V形槽尖端产生的热应力来引起棒料V形槽尖端附近材料的热损伤是不够的。
(2)加热到500℃的45钢棒料是直接由人逐根插入到中间带有与棒料表面上V形槽数目相同的石棉隔板上的孔中的,如图2所示。但由于石棉隔板上孔的直径与棒料的直径越接近冷却效果越好,因此这种设计对于生产中常用的较长的棒料而言是很难在很短时间内顺利地穿过石棉隔板上每个孔的,时常出现等加热到500℃的棒料放置到冷却装置中的规定位置时,棒料的实际加热温度已经降低,但这个过程又是不稳定的,带有随机性,导致热应力效果不是很明显,进而下料试验结果也明显带有随机性和不准确性,这已通过试验证实。
(3)带V形槽的棒料在冷却过程中冷却水是直接从冷却装置的上端盖高压快速喷射到高温棒料上的,即棒料上与上端盖相对的外表面和冷却水的接触时间最早,力度也最大,而棒料的其他外表面则与冷却水的接触时间相对要晚一些,而且力度也小一些,这在某种程度上可能导致整个棒料外表面冷却不均,V形槽所在断面处产生不均匀的温度梯度,进而影响热应力效果。
2 热应力预制裂纹实验装置的改进建议
2.1 推拉式多槽双侧板组合结构的冷却装置
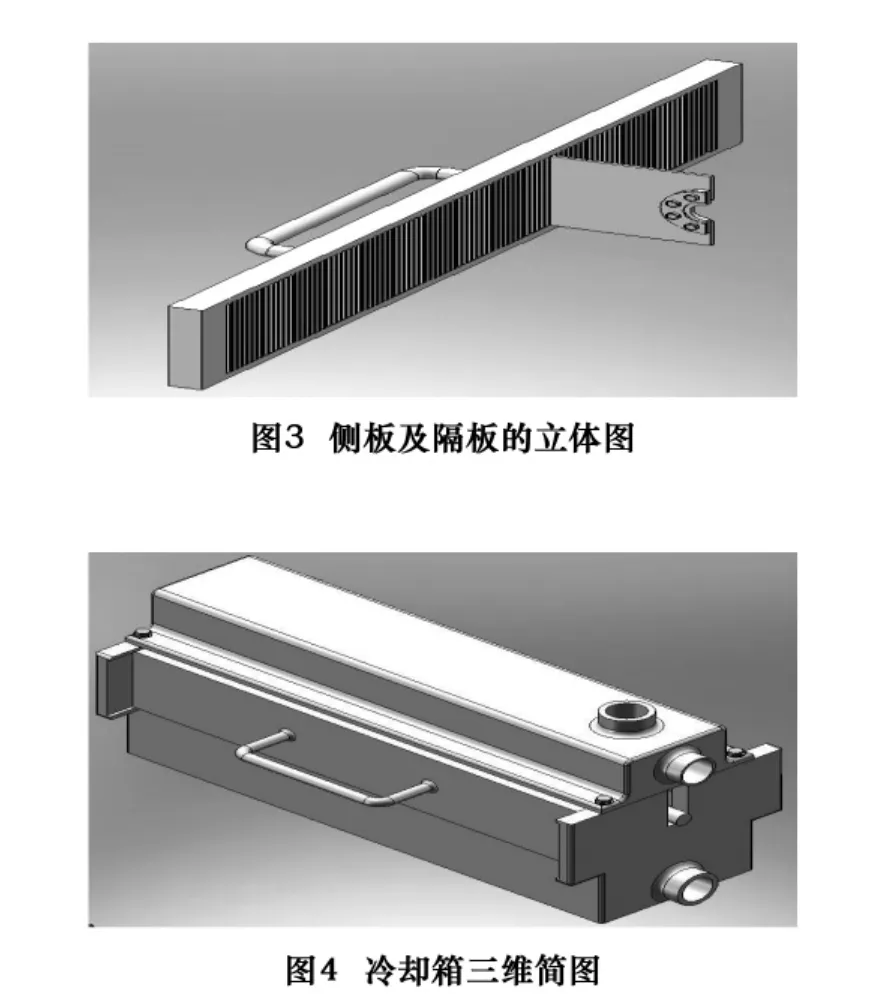
针对现有热应力预制裂纹实验装置存在棒料V形槽处被保护程度差、棒料送入冷却装置困难问题,提出了基于推拉式多槽双侧板组合结构的冷却装置。将冷却装置的侧板做成可活动部件,如图3所示,侧板上有推拉手柄。侧板装在水槽两端的槽上,可沿棒料径向滑动,如图4所示。侧板做成对称的两部分插在两侧板的插槽中,以便快速挡在棒料的V形槽上。冷却进行时,将加热好的棒料从长方形的端口处直接快速插入放置好,迅速将两侧板推进去使其上的隔板准确夹紧棒料V形槽缺口,然后进行冷却。因此这种方案操作十分方便,既加快了棒料的装入速度,同时也提高了冷却装置的工作效率和V形槽处的密封效果。
2.2 实验棒料表面冷却不均的分析
热应力预制棒料V形槽尖端裂纹的FEM计算结果表明,棒料V形槽尖端由于热应力产生损伤的时间很短,约为0.2~0.6 s[4],因此当室温下的冷却水高压快速喷射到500℃的金属棒料上时,围在冷却箱相邻石棉隔板之间的水会被迅速雾化,并瞬间充满由相邻两个石棉隔板、冷却箱上端盖和冷却箱下端盖所组成的整个近似密闭空间,使棒料外表面都会瞬间均匀迅速冷却。再加上经过改进的热应力试验装置,棒料V形槽处的密封效果已得到极大改善。实验后的棒料V形槽尖端处材料的金相组织显示,棒料V形槽尖端附近在其周向上均能产生相同程度的均匀热损伤,这证明改进后的实验装置能满足要求。
另外,新设计的热应力预制裂纹实验装置中,送入冷却装置的实验棒料的两端都有卡扣被牢靠地固定住。
3 热应力预制裂纹实验装置
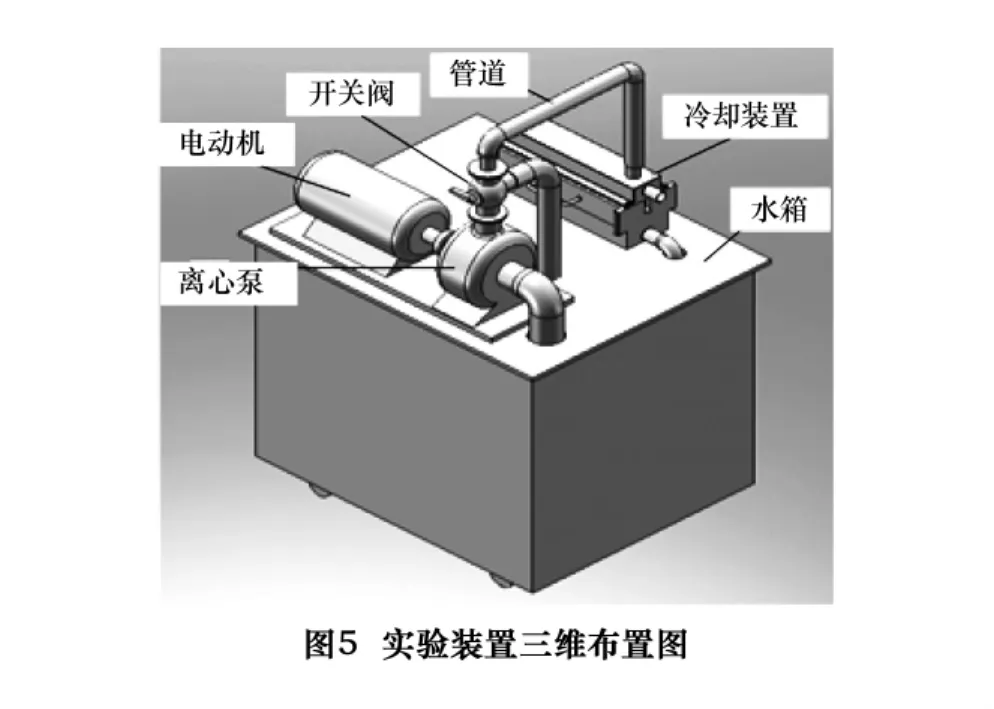
热应力预制棒料V形槽尖端裂纹实验装置主要由冷却装置、离心泵、水箱、开关阀和通水管道等组成,如图5所示。其工作过程为:首先接通电源,开动离心泵驱动电动机,将开关阀打在放水状态,调试系统。如果没有问题,迅速把已加热好的棒料送入冷却装置,将开关阀打在冷却状态,便开始对棒料进行循环激冷大约1 s;当冷却结束后,将开关阀再次指向放水状态,实现水的回流,最后取出棒料。值得一提的是,由于该冷却系统中离心泵的自吸能力差,所以在每次冷却前,需要对离心泵进行人为灌水。从图5中可以看出,整个冷却系统结构简单、布局合理、便于拆卸和维修、同时操作方便。
4 结语
本文提出了一种结构简单、基于推拉式多槽双侧板组合结构的冷却装置,该冷却装置是热应力预制裂纹实验装置的核心部件,也是提高热应力预制裂纹的效率和萌生质量的关键。
[1]Hua C J,Zhao S D,Zhang L J,et al.Investigation of a new-type precision cropping system with variable-frequency vibration [J].International Journal of Mechanical Sciences,2006,48(12):1333-1340.
[2]李维特.热应力理论分析及应用[M].北京:中国电力出版社,2004.
[3]化春键,赵升吨,张立军,等.新型变频振动精密下料研究[J].塑性工程学报,2005,12(增刊):109-112,134.
[4]张立军,赵升吨,柳伟,等.棒料热应力预制裂纹的数值模拟研究[J].中国机械工程,2006,17(23):2512-2516.
[5]闵行,岳愉,凌伟.材料力学[M].西安:西安交通大学出版社,1999.
