易损棒料高速柔和交接关键技术参数分析与优化
2014-04-01田海豹刘子建余治民吕程
田海豹,刘子建,余治民,吕程
(湖南大学 汽车车身先进设计制造国家重点实验室,湖南 长沙,410082)
批量生产同种规格小尺寸圆柱条形产品的典型工艺是先制造长棒料,然后截断成规定长度,再进行装配、落料、包装等。如采用注塑、挤压、卷制成型等加工出长条棒料,使其在传送导轨上沿轴向运动,经过周期性工作的轧断(切割)装置的高速精密剪切[1],截断成顺序轴向排列的多支短棒料;继续轴向运动,经过交接装置转换为径向运动,以便完成棒料端面的装配和封口等工艺,最后落料、包装。如图1 所示。例如烟支的生产,先卷制长烟条,然后切割,最后接装上过滤嘴并进行检测和包装等,是一种典型的应用[2]。上述工艺的特点是必须在不损坏棒料的前提下完成对其高速轴向运动向高速径向运动的转换,即高速柔和交接。交接动作是通过交接装置的抓取器“抓住”正在轴向运动的棒料,并传送给接收器被“接收”而完成的。抓取器的“交”和接收器的“接”包含了实现高速柔和交接必须解决的关键技术问题,其一是保证抓取器与棒料的轴向运动同步,接收器与棒料的径向运动同步,其二是控制棒料交接过程中摩擦、碰撞等因素可能导致的产品损伤等。本文作者研究易损棒料高速轴向-径向柔和交接问题,包括柔和交接的概念、技术条件和关键参数,对当前主流交接技术的分析等,继而提出了一种新的交接技术,并以烟支卷接为工程实例对关键技术参数进行了优化设计和比较分析。

图1 小尺寸棒料生产典型工艺流程Fig.1 Typical process of production of small-size bars
1 问题描述
易损棒料高速轴向-径向柔和交接需满足高速交接和不损伤产品2 个基本需求,其特征为棒料以高速轴向运动输入,以高速径向运动输出。对于生产率为n 件/s、长为L、直径为d 的棒料,交接前轴向速度Vbar的大小为nL。
为满足柔和的条件,交接装置的抓取器在“抓取”易损棒料的瞬时速度Vc要与棒料运动速度的方向一致、大小相同。抓取动作要求柔和,则不宜采用机械夹持的方式,而是采用吸附式抓取,即利用真空、液体、静电、磁场所产生的吸附力来抓取棒料[3]。吸附力F 克服棒料所受的重力G 和离心力Fn使棒料不被甩掉,而最大摩擦力f=uF 克服棒料惯性力使棒料在抓取器中不产生滑动。
易损棒料随抓取器运动过程中的动力学因素也可能导致其损伤。如内部为填充物的易损棒料,若轴向加速度ay大于许用轴向加速度[a]y,会产生内部材料不均匀或端部材料脱落;刚性差的易损棒料,若径向加速度ax大于许用径向加速度[a]x,则会发生断裂。故确定柔和交接关键技术参数X 时,要满足目标min|amax|。同时为保证交接过程不发生干涉,棒料的运动扫掠空间Sbar要避开交接机构的工作空间Sm[4]。如图2所示。

图2 易损棒料高速轴向-径向柔和交接空间示意图Fig.2 Workspace of axial-to-radial direction smooth transfer of high-speed vulnerable bars
综上所述,易损棒料高速轴向-径向柔和交接需满足的条件可描述如下:

2 柔和交接技术分析
2.1 现有技术
当前易损棒料高速轴向-径向柔和交接主要有机械手和捕接轮两类技术。
图3 所示为行星轮系组成机械手式交接机构图。图3(a)中大轮体的中心轮为Z1,过轮Z2 和Z3 是行星轮(Z2 和Z3 在中心轮Z1 上均布有若干组,图中只画出其中一组);吸爪的手臂位于小轮体上,小轮体的中心轮Z4,过轮Z5 和Z6 是行星轮,小轮体与Z3 固连在一起。确定好各轮的齿数关系可以保证小轮体公转时吸爪做平动,调整吸爪的个数和轮系的尺寸,可在一定范围内适应不同长度棒料的交接,其原理示意图如图3(b)所示。由于此类机构外形类似于蜘蛛,也称为蜘蛛手机构[5]。
蜘蛛手机构抓取棒料的位置位于图3(b)所示的最下方,此时其上吸爪的切线速度可略微大于棒料的轴向速度,保证抓取的棒料不与后续的棒料发生碰撞,此时吸爪垂直方向的速度为0。图3(b)所示的最左边为交料位置,此时吸爪和棒料的水平速度降为0,径向速度向上为最大。设计行星轮系时,必须保证吸爪在抓料位置与棒料运动的速度一致,在交料位置与后续工艺要求的棒料径向运动速度一致,并且没有运动干涉。棒料始终被约束在吸爪上,在静摩擦力的作用下,完成高速轴向-径向运动的转换。
捕接轮式交接机构如图4 所示,棒料在2 个凸轮的作用下在保持轴向运动速度的同时获得捕料鼓轮要求的径向运动速度V1,以便顺利进入捕料鼓轮的捕料槽,并且在捕料槽中与其一同转动,同时在捕料槽底部负压孔提供的吸附力作用下,靠摩擦力逐步减速直至轴向速度为零,并由接受鼓轮接走[6]。
研究表明,上述2 种机构交接棒料时的速度特性曲线如图5 所示[7],棒料在蜘蛛手的约束下以变加速方式运动,容易致使棒料发生材料挤压和端部空头等损伤,柔和性较差。采用负压制动的捕接轮式机构可使棒料匀减速,柔和性较好,但是凸轮与捕料轮之间存在“抛料”动作和负压制动难以准确控制棒料轴向运动停止位置的特点,使其工作可靠性较差。

图3 机械手式交接机构及原理Fig.3 Manipulator mechanism

图4 捕接轮式交接机构原理Fig.4 Catcher wheels mechanism
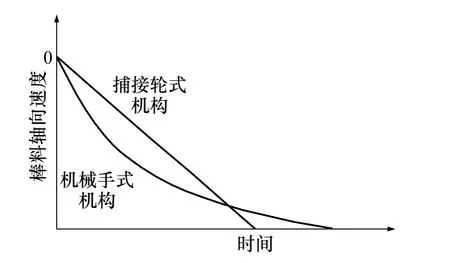
图5 现有技术中棒料的速度特性曲线Fig.5 Speed characteristic curve of bars
2.2 新型交接技术原理
针对上述2 种交接技术的不足,本文提出一种新的偏置鼓轮式交接技术。偏置鼓轮交接机构由双凸轮、偏置鼓轮和中间鼓轮组成,如图6 所示。此机构通过双凸轮完成棒料的输送,然后利用偏置鼓轮上的吸爪使棒料改变运动方向,再通过中间鼓轮传送到指定的位置。下面讨论利用双凸轮和偏置鼓轮实现棒料传送的技术原理。
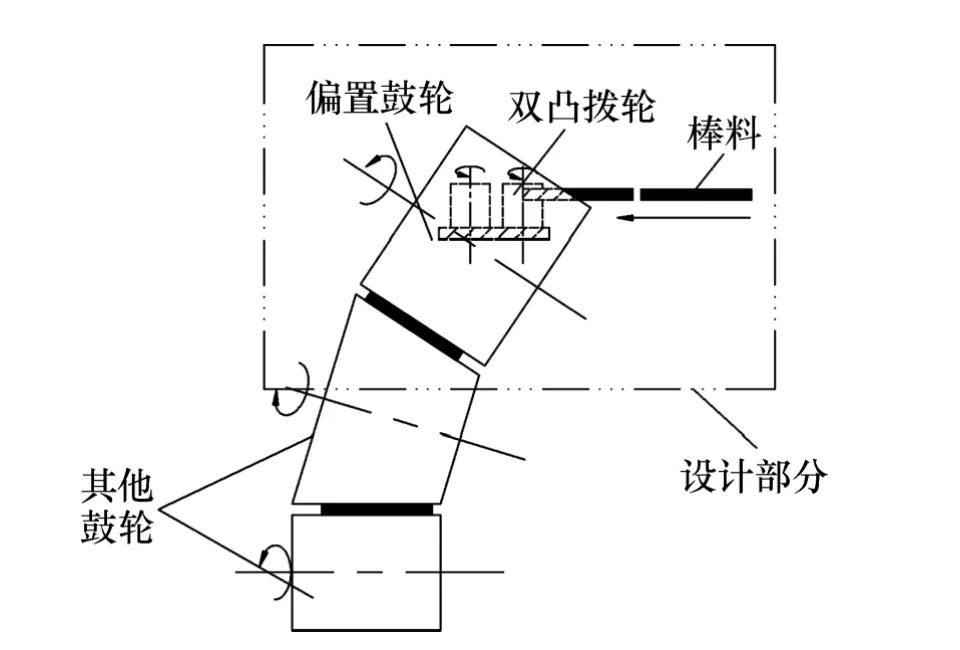
图6 偏置鼓轮式交接机构Fig.6 Offset drum transfer mechanism
双凸轮的作用是使棒料在保持原有轴向运动速度的同时获得确定的径向运动速度。双凸轮由一对高速转动、工作面为外圆面上弧形槽的凸轮前后布置构而成,2 个凸轮之间有相位差,可保证棒料在2 个弧形工作槽的共同作用下被平稳推移。偏置鼓轮的作用是完成棒料运动方向的转变。偏置鼓轮的转轴与棒料轴向运动方向偏置了一个角度,其上均匀安装了若干个具有负压孔的吸爪,通过负压气流的启闭完成抓料、放料动作。吸爪安装在转动支座上,可做间歇摆动完成棒料位姿调整。新装置的工作过程为:高速轴向运动的易损棒料首先在双凸轮作用下向前和径向方向做平动,然后被偏置鼓轮吸爪接走,此瞬时两者间的相对速度为零,保证了交接的柔和性。棒料在偏置鼓轮转动和吸爪摆动的复合运动下,到达指定位置。最后经过其他鼓轮,向后面传递。
3 数学模型
3.1 基本假设
为叙述方便做如下假设:暂不考虑棒料的变形;棒料的长度比其直径大得多,可看成一条直线段;偏置鼓轮吸爪摆动幅度小且时间短,视为匀速摆动;棒料长度为L,初始速度V=[0 V 0]。
3.2 棒料在双凸轮上的运动
双凸轮使轴向运动的棒料获得径向速度后传送出去,故无回程运动。考虑棒料高速运动及柔和传送要求,从动件(棒料)X 方向运动规律采用停-升型正弦加速运动[8],如图7 所示,有如下从动运动规律

双凸轮凹槽底的切线速度与棒料轴向速度相同,且棒料在双凸轮凹槽中应同时进入推程角,则还满足


图7 棒料在双凸轮上的运动规律Fig.7 Motion law of bars in double cams
其中:dc,ωc,h,Φs和Φl分别为双凸轮的直径、转速、行程、近休止角和推程角。由式(2)可得棒料最终获得的径向速度为

3.3 棒料在偏置轮上的空间运动变换
设偏置鼓轮中心轴线与棒料轴向运动方向之间的偏置角为θ,转动角速度为ωd,直径为d,偏置鼓轮均匀安装了K 个吸爪,吸爪摆动转速为ωs,设吸爪交替抓取棒料且偏置鼓轮转过90°时吸爪从接料位置运动到送料位置,故有如下关系式

建立如图8 所示的5 个直角坐标系(右手原则)。
S1(o,x1,y1,z1)为原点位于偏置鼓轮中心的固定坐标系,S2(o,x2,y2,z2)为S1绕Z1轴转动了θ 角所成的辅助坐标系,并可设S2相对于S1的变换矩阵为[L1]2[9-10]。S4(o′,x4,y4,z4)和S5(o′,x5,y5,z5)分别为吸爪坐标系和棒料坐标系。

图8 空间坐标系Fig.8 Space coordinate systems

设吸爪摆动中心点对应于棒料q 处(0≤q≤1),如图8 所示。棒料上距摆动中心点距离为l 处坐标为P5=[0 l 0 0](-qL≤l≤(1-q)L)。t 时刻,P5点映射到S1坐标系中的位置为

进一步可得速度和加速度

3.4 交接瞬间的柔和特性
偏置鼓轮吸爪抓取棒料瞬时,在S1坐标系中,吸爪上与棒料P5重合的一点的速度为vs。由式(8)可得

二者速度差为ΔV=V-vs,

为保持交接瞬间的柔和特性,要使ΔV 最小,故由式(11)得

将式(5)代入式(12)可得

由式(11)可发现:在交接瞬间,吸爪与棒料各重合点在X 方向的速度差相同,而Z 方向速度差随各点位置不同而不同,通常交接时吸爪负压的吸附作用可消除Z 方向速度差。
交接之前,棒料在双凸轮上获得了径向速度,从而消除了交接瞬间X 方向的速度差,满足了交接柔和特性,故由式(4)和式(11)可得

3.5 干涉问题
图9 所示为棒料斜切运动示意图。由图9 可知:在交接之后棒料有一个“斜切”的运动,此“斜切”运动可能使棒料碰到双凸拨轮,在YZ 平面内发生干涉。在交接瞬间,设棒料任一点在YZ 平面内的运动方向与Y 轴的夹角为β,则由式(8)可知
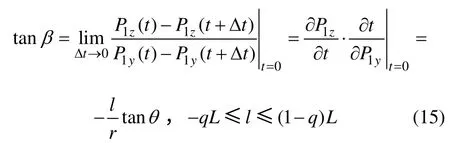
从式(15)可以看出:棒料末端斜切运动幅度最大,故只要保证棒料末端的运动轨迹的斜率不大于双凸轮凹槽斜坡坡度即可避免干涉,即

凸轮槽的斜坡起支托棒料的作用,如图10 所示。假设凸轮槽的支托临界点为棒料开始斜切运动时与斜坡区域脱离的起始点A。此时棒料的径向加速度为零,由平衡方程条件得

其中:G 为棒料所受重力;F 为棒料所受负压等效力。

图9 棒料斜切运动示意图Fig.9 Schematic diagram of oblique movement of bars
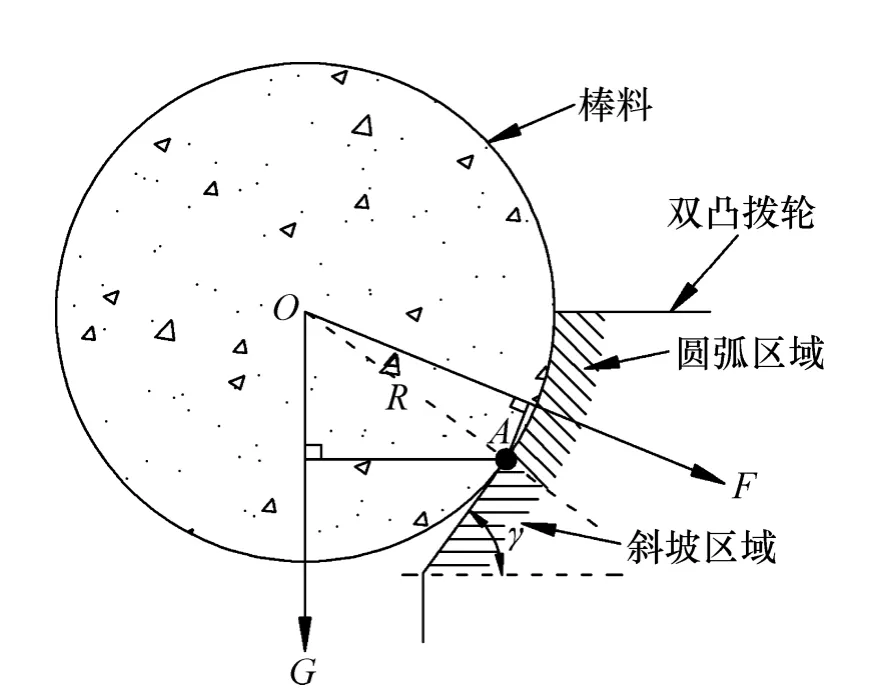
图10 凸轮槽支托棒料示意图Fig.10 Schematic diagram of bars supported by cam groove
3.6 参数优化问题
研究参数优化问题的目的是确定双凸轮和偏置鼓轮关键设计参数,获得最佳交接方案。上述数学模型推导过程提取的独立设计变量有偏置鼓轮的偏置角度θ、吸爪个数K、吸爪摆点位置m、双凸轮转速ωc、凸轮槽推程角Φl,故取设计变量为X=[θ, K,q,ωc,Φl]。偏置鼓轮的偏置角度在0 到90°内取值,转动速度不超过电机最大转速,安装有偶数个吸爪,吸爪摆动点位置q∈[0,1],双凸轮工作槽的推程角Φl范围为[0,2π]。
本文定义的优化目标函数为棒料在交接过程中损伤最少、交接机构工作空间最小、负压值满足经济性需求。
以棒料的加速度表征棒料损伤情况,棒料轴向加速度越小,损伤也越少,故应使棒料最大轴向加速度最小。由式(9)和式(7),得优化目标一为

偏置鼓轮占用的空间最大,应使偏置鼓轮直径尽量小,由式(13)得优化目标二为

为减少负压吸附力对棒料的损伤,并考虑经济性,在满足工作需要的前提下负压值越小越好,由式(17)得优化目标三为

由上述3 个目标函数可知优化目标之间相互矛盾,若当θ 越大,d 越小,满足优化目标一,则棒料加速度增大,负压等效力F 也增大,不满足优化目标二和三,因此,需要找到满足这些目标要求的最佳设计方案是一个多目标优化问题[11],可描述为

其中:X 为决策向量;y 为目标向量;f1(X),f2(X)和f3(X)分别为棒料最大加速度最小、偏置鼓轮直径最小、负压值最小的目标函数;g(X)为约束向量,有F≥G+Fn,f≥may,ay<[a]y,ax<[a]x和Sbar∩Sm=∅等。
多目标优化问题中,由于各目标之间很难同时达到最优,所以常常会产生一系列有效解,也称为Pareto解,就目标函数而言,这些解之间是无法比较优劣的。求解多目标优化问题就是无偏好地找到尽可能多的具有代表性的符合要求的Pareto 最优解,在计算得到均匀分布的Pareto 最优解之后,根据设计要求和工程实际经验,从中客观地选取最满意的优化结果。针对一个特定多目标问题求Pareto 解的方法有很多,组合优化和离散优化方面较多采用的是遗传算法[12]。
本文采用MOGA 方法求解多目标问题。MOGA最初是由Fonseca 和Fleming 提出的[13]。由于Pareto遗传算法处理多目标问题时,并没有权重的分配,所以生成的Pareto 解集中的每个Pareto 解都可能作为最优解,故具有相同的适应值。因此MOGA 方法的选择基础是用基于排序的单个适应值函数代替目标函数向量。也就是说,群体中某个个体的适应值取决于它的排序等级,而它的排序则取决于它的非劣性。这样,由于排序值提供了单一适应值,问题就转变为处理一个单一适应值最大化优化问题。
4 设计实例
在高速烟支卷接机组中,烟支从卷烟机到接装机的过程是典型的易损棒料高速轴向-径向柔和交接过程。以PROTOS2-2 卷接机组的生产率为16 000支/min,烟支长为64 mm,质量约为5 g,交接电机转速一般不超过3 000 r/min 作为初始条件[14],根据式(21)描述设计实例的参数优化问题,并用MOGA 方法求解。
已知烟支长度L 为64 mm,初始轴向速度V 为8.533 m/s,重量G 为0.049 N,设计变量为X=[θ,K,q,ωc,Φl],其中0≤θ≤90°,K 为偶数,q∈[0,1],ωc≤3 000 r/min,Φl∈[0,2π]。遗传算法的各控制参数为:群体规模(20),交叉概率(0.8),变异概率(0.07),最大进化代数(2:0)。以棒料最大加速度最小、偏置鼓轮直径最小、负压力最小为优化目标,进行多目标优化设计,得到的多目标Pareto 最优解,并选取其中10组解如表1 所示。
综合考虑吸爪个数、双凸轮转速和凸轮槽推程角的合理性,本文选取第2 组优化解,对设计参数取整后如表2 所示。
依据上述优化后的设计参数设计偏置鼓轮式交接机构,并与现有的蜘蛛手交接机构进行比较。首先比较交接过程的柔和特性。因烟支交接过程易出现的端部烟丝脱落,即空头的质量问题占不合格烟支总数的90%,故以烟支轴向加速度为柔和交接评价指标。
分别根据偏置鼓轮机构数学模型和蜘蛛手机构数学模型[15]计算出的烟支轴向加速度变化曲线如图11所示。由图11 可知:使用蜘蛛手机构时,烟支轴向加速度变化很快且幅度大,在16 000 支/min 双轨布置的情况下,最大负加速度已经高达503.8 m/s2。采用偏置鼓轮机构,即使在16 000 支/min 单轨情况下,其传送烟支的轴向最大负加速度也仅为92 m/s2,其柔和传送性能远远优于蜘蛛手机构。另一方面,用于比较的蜘蛛手机构的工作直径为424 mm[16],优化后的偏置鼓轮的工作直径为342 mm,后者所占的空间也较小。
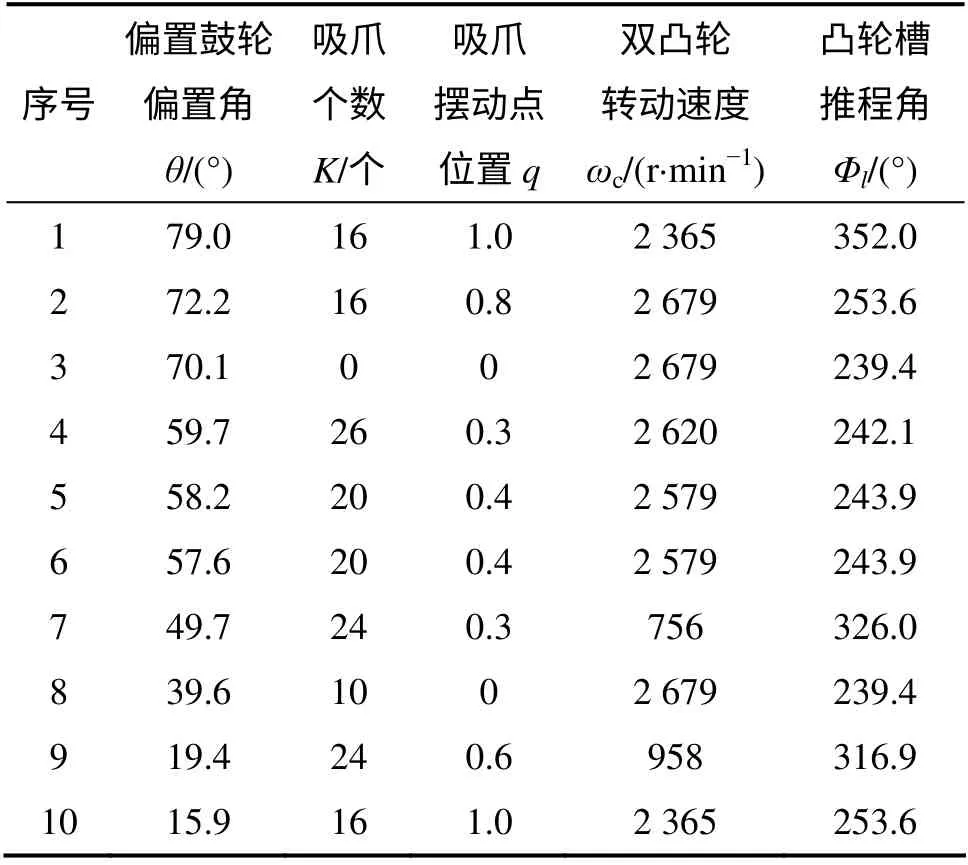
表1 多目标优化解集Table 1 Multi-objective optimization solutions

表2 设计参数取值Table 2 Design parameters result

图11 交接过程中烟支轴向加速度变化曲线Fig.11 Axial acceleration curve of cigarette
5 结论
(1) 描述了易损棒料高速轴向-径向柔和交接工艺需求,对比分析了高速柔和交接运动特征和关键技术,提出了新型偏置鼓轮交接原理和机构设计方案。
(2) 构建了偏置鼓轮交接机构的运动学和动力学数学模型,以及多目标参数优化模型,并结合高速卷接机实例采用MOGA 方法计算了新机构关键参数的全局Pareto 最优解。通过与蜘蛛手机构的对比分析表明,偏置鼓轮交接方法和机构具有柔和传送特性突出、结构简单紧凑的优势,是一种具有良好应用前景的新型交接机构。
(3) 本文研究的偏置鼓轮交接机构由于采用了双凸轮传送棒料,如何优化设计凸轮的结构以保证其工作的可靠性,以及如何根据工程实际需求设计与偏置鼓轮配合工作的其他辅助机构,需要进行深入的研究。
[1] 郝滨海, 夏霄红. 棒料剪切机理与提高剪切精度的方法[J].锻压技术, 2000, 25(5): 7-9.HAO Binhai, XIA Xiaohong. Principle of blank shearing and method for improving precious blank[J]. Forging and Stamping Technology, 2000, 25(5): 7-9.
[2] 陈炳基, 李新光. YJ19-YJ29 卷接机组[M]. 北京: 北京出版社,2000: 160-263.CHEN Binji, LI Xinguang. YJ19-YJ29 cigarette-making machine[M]. Beijing: Beijing Publishing House, 2000: 160-263.
[3] 王晓东, 刘冲, 王立鼎. 微型夹钳的最新研究[J]. 功能材料与器件学报, 2004, 10(1): 1-8.WANG Xiaodong, LIU Chong, WANG Liding. New aspects in microgrippers[J]. Journal of Functional Materials and Devices,2004, 10(1): 1-8.
[4] Gupta K C, Roth B. Design considerations for manipulator workspace[J]. Journal of Mechanical Design, 1982, 104(4):704-711.
[5] 陈莉华. 行星轮系在烟草机械中的应用与分析[J]. 机械研究与应用, 2005, 18(3): 69-70.CHEN Lihua. The application and analysis of t he planet wheel train in tobacco machinery[J]. Mechanical Research and Application, 2005, 18(3): 69-70.
[6] 龚东阳. 烟支交接机构的分析与对比[J]. 包装与食品机械,2004, 22(6): 23-26.GONG Dongyang. The analysis and comparison of the cigarette transfer mechanisms[J]. Packaging and Food Machinery, 2004,22(6): 23-26.
[7] 刘子建. 双轨超高速烟支传送系统原理仿真分析与结构参数设计[R]. 长沙: 湖南大学, 2011: 17-18.LIU Zijian. Simulation analysis and structural parameters design of double-track delivery system of ultra-high-speed cigarettes[R].Changsha: Hunan University, 2011: 17-18.
[8] 杨家军. 机械原理[M]. 武汉: 华中科技大学出版社, 2004:93-97.YANG Jiajun. Mechanical principles[M]. Wuhan: Huazhong University of Science and Technology Press, 2004: 93-97.
[9] 刘子建, 叶南海. 现代CAD 基础与应用技术[M]. 长沙: 湖南大学出版社, 2004: 39-60.LIU Zijian, YE Nanhai. Basic of modern CAD and application technology[M]. Changsha: Hunan University Press, 2004:39-60.
[10] 宋丽英. 角速度和旋转矩阵导数的分析[J]. 甘肃工业大学学报, 1993, 19(4): 100-106.SONG Liying. Analysis for angler velocity and derivative of rotation matrix[J]. Journal of Gansu University of Technology,1993, 19(4): 100-106.
[11] Ehrgott M. Multicriteria optimization[M]. Berlin: Springer, 2000:1-20.
[12] 刘国平, 徐钦龙. 粒子群算法及其与遗传算法的比较[J]. 中南大学学报(自然科学版), 2003, 34(增刊1): 328-330.LIU Guoping, XU Xinlong. Introduction to particle swarm optimization and comparing with genetic algorithm[J]. Journal of Central South University (Science and Technology), 2003,34(Suppl 1): 328-330.
[13] Fonseca C M, Fleming P J. Genetic algorithms genetic algorithms for multiobjective optimization: Formulation,discussion and generalization[C]//Forrest S. Proceedings of the Fifth International Conference on Genetic Algorithms. San Mateo, California: Morgan Kauffman Publishers, 1993:416-423.
[14] 云南省烟草工业研究所. PASSIM 卷烟机[M]. 昆明: 云南科技出版社, 1998: 16-32.Tobacco Industry Research Institute. PASSIM cigarette making machine[M]. Kunming: Yunnan Science and Technology Press,1998: 16-32.
[15] 王大林, 杨月玲. YJ17 卷烟机蜘蛛手吸爪的运动分析及工装核算[J]. 郑州轻工业学院学报(自然科学版), 1999, 14(1):21-24.WANG Dalin, YANG Yueling. Movement analysis and technology assembling calculation of spider hands suction talon in YJ17 cigarette making machine[J]. Journal of Zhengzhou Institute of Light Industry (Natural Science), 1999, 14(1): 21-24.
[16] 张鹏飞, 李德法. 基于Pro/E 的双系杆行星轮机械手的运动分析及仿真[J]. 烟草科技, 2008(9): 24-26.ZHANG Pengfei, LI Defa. Motion analysis and simulation of dual binder planetary gear manipulator based on Pro/E[J].Tobacco Science and Technology, 2008(9): 24-26.
