阀芯端帽工作面激光合金化夹具设计
2012-10-23王斌修田新国
王斌修 田新国
(青岛理工大学工程训练中心,山东青岛 266033)
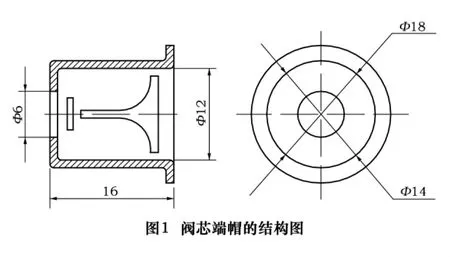
自动流量平衡阀是一种自动恒定流量的工况平衡阀,能有效地解决动态水力失调问题,自动保证管网的安全运行,广泛用于建筑、消防、暖通、石油和化工等系统管网。其中,阀芯端帽是自动流量平衡阀的核心部件,工作时通过端帽上下运动来保持流量的动态恒定,其结构如图1所示。阀芯端帽与阀体之间不断摩擦而极易被磨损或被流体腐蚀,严重时甚至会影响自动流量平衡阀的正常工作。为了提高阀芯端帽工作面的表面硬度、耐摩擦和耐腐蚀等性能,可以采用激光合金化技术对其进行局部改性处理,可以在不牺牲结构整体特性的前提下,满足阀芯端帽工作面的性能要求[1]。
1 问题的提出
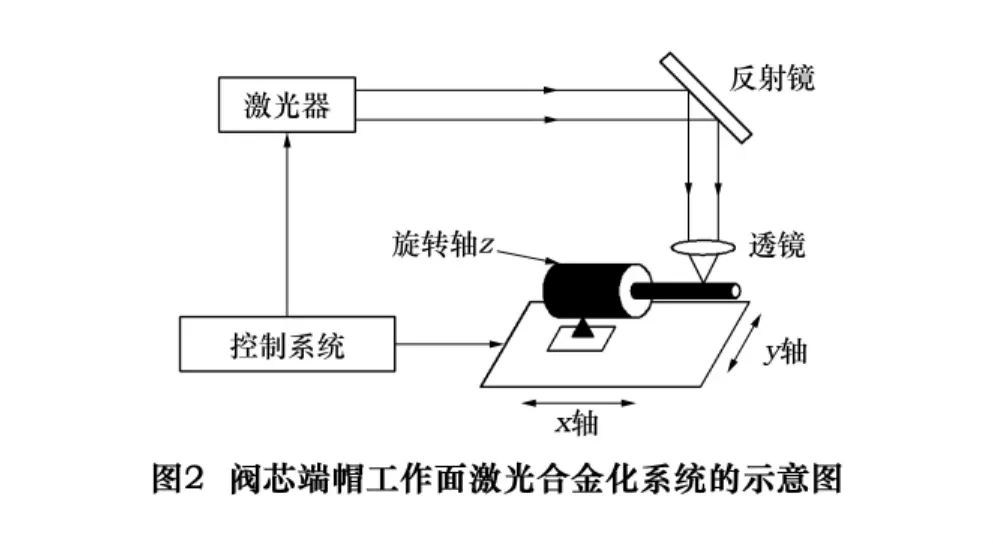
自动流量平衡阀阀芯端帽工作面激光合金化系统如图2所示,其工作台由水平移动的x轴、y轴及转动轴z轴组成,当对阀芯端帽工作面进行激光合金化时,由x轴的平移和z轴的转动完成工件相对激光束的移动,在阀芯端帽工作面上得到所要求的激光束移动轨迹。在阀芯端帽工作面激光合金化过程中,若采用三爪卡盘直接装夹,由于工件自身的刚性较差,且三爪卡盘卡爪的圆弧表面的曲率与阀芯端帽外表面的圆弧曲率不吻合,在夹紧时,3个卡爪与阀芯端帽外表面有6个不均匀分布的接触点,则阀芯端帽所受径向夹紧力亦分布不均匀,极易使阀芯端帽产生异形变形[2],将对阀芯端帽的表面质量和形位公差等产生影响。此外,激光表面合金化是利用高能量激光束使基体材料表面与根据需要添加的合金元素同时快速熔化、混合,形成表面合金层,熔化层凝固时的冷却速度相当于急冷淬火技术能达到的冷却速度[3-4]。这样在合金化加工过程中,对基体的热效应虽然很小,但阀芯端帽的整体尺寸较小,尤其是其壁厚仅为1 mm,阀芯端帽由此产生的热变形和急速冷却引起的变形就必须要进行考虑了。以上这些问题在阀芯端帽工作面激光合金化加工的过程如不加以有效解决,将影响阀芯端帽工作面激光合金化加工的精度和质量,导致大量不合格零件的出现。
2 夹具的设计
工件装夹定位的常用方法主要有3种:(1)C形夹套、全包软爪和配塞堵头等;(2)轴向压紧,如压定位端面的非加工面或该端的工艺台;(3)径向全部夹紧,如弹簧夹头、可涨心轴、小锥度心轴以及小锥度心轴配鸡心夹等[5-6]。对于阀芯端帽的夹紧,第1种装夹定位方法的定位精度相对较低,而采用第2种即轴向夹紧的方法时,由于阀芯端帽的侧壁很薄,若压紧力过大,很容易造成工件弯曲或扭曲变形,所以综合考虑采用第3种即径向全部夹紧的方法。

阀芯端帽夹具设计时在保证阀芯端帽能准确定位,减小加工过程中所引起变形的前提下,尽量使夹具的结构简单,装夹及更换方便,阀芯端帽夹具的结构如图3所示,具有自动定心和自锁等功能。其具体工作过程为:将阀芯端帽夹具组装完成后,将其装夹在激光多功能加工机工作台的三爪卡盘上,调试完成后,将阀芯端帽套在夹具体1右端的弹性夹头上,通过夹具体右端轴肩与阀芯端帽底端面的配合对其进行轴向定位,然后旋转手柄9,推动推杆5沿夹具体轴向向左移动,同时带动心轴6沿夹具体的轴向向左移动,心轴的右端锥形面部分在其向左移动的过程中,逐渐对夹具体右端弹性夹头产生沿径向均匀分布的作用力,使弹性夹头沿径向向外扩张实现对阀芯端帽的夹紧,同时完成阀芯端帽的径向定位;阀芯端帽工作面激光合金化加工完成后,只需要将手柄反向旋转到初始位置,即可推动推杆沿夹具体轴向向右移动,从而带动心轴沿夹具体轴向向右移动,心轴右端锥形面部分在其向右移动的过程中,对夹具体右端弹性夹头产生的沿径向均匀分布的作用力逐渐减小,使弹性夹头逐渐恢复原状,松开阀芯端帽,此时即可更换阀芯端帽,重复以上装夹过程,继续进行加工。
阀芯端帽夹具通过夹具体右端的轴肩实现阀芯端帽的轴向定位,通过夹具体与心轴相互配合实现阀芯端帽的夹紧和径向定位。夹具体右端弹性夹头由3个与轴肩相连的弧形叶片组成,旋转手柄带动心轴向左移动过程中,通过心轴右端的外锥面与夹具体右端弹性夹头的内锥面的相互配合实现阀芯端帽的径向定位及夹紧。在此过程中,为防止心轴在夹具体内左右移动时由于晃动而影响定位精度,对心轴和夹具体内孔的前段进行精加工。使用夹具完成阀芯端帽的夹紧和定位后,要维持阀芯端帽在整个激光表面合金化过程中具有稳定的夹紧和定位状态,即要求夹具本身具有自锁性,具体来说,将手柄设计成偏心圆盘式结构使其具有自锁性。此外,设计弹性夹头的内锥面和心轴右端的外锥面的角度相同,均为10°,在保证夹具自动定心作用的同时使心轴向左移动时不自锁,向右移动时自锁。
3 结语
在实际应用中,发现该夹具能够有效解决阀芯端帽直接装夹会引起装夹变形和定位精度低的问题,具有结构简单、定位可靠、拆装方便以及使用寿命长等优点,并具有一定的通用性,能够有效提高阀芯端帽工作面激光合金化时的合格率及加工效率。
[1]曹凤国.激光加工技术[M].北京:北京科学技术出版社,2007:127.
[2]马进中.一种新型防变形车铣夹具的研制[J].制造技术与机床,2009(10):110-112.
[3]张永康,周建忠,叶云霞.激光加工技术[M].北京:化学工业出版社,2004:40.
[4]洪蕾,吴钢.激光加工技术基础[M].北京:人民交通出版社,2008:135.
[5]王青成.一种薄壁衬套加工及其夹具设计[J].制造技术与机床,2011(5):97-98.
[6]张玉峰.薄壁环形件加工工艺方法的探讨[J].制造技术与机床,2009(8):94-95.
