高速硬车削刀具状态在线监测研究
2012-10-23王永新
王永新
(铁岭师范高等专科学校,辽宁铁岭 112000)
高速硬车削是指利用高速车床对淬硬钢进行高速车削的加工方式,这种加工方式是随着PCBN刀具、陶瓷刀具、涂层硬质合金刀具等超硬材料刀具和高速精密数控车床的大量使用而出现的。淬硬钢硬度一般在45 HRC以上,延伸率小、塑性低,工件在热处理淬硬之前一般都已进行了粗加工,只有精加工在淬硬状态下进行。在硬切削加工工艺出现之前一般都采用精磨加工,但精磨加工投资较大、生产效率不高,车间污染较严重。随着高速硬切削加工技术的成熟,以车代磨已经成为趋势,由于采用高速车削,效率提高3~10倍,加工精度可达 5 ~10 μm[1],表面粗糙度可达Ra0.6 μm以上,可以达到磨削加工水平,高速硬车削加工在淬硬钢加工中越来越多地得到了应用。
在高速硬车削加工过程中,主轴转速和刀具进给速度都很高,并且采用干切削,不使用切削液,这就使加工过程变得非常复杂,刀具工作环境非常恶劣。根据研究,高速硬切削刀具磨损、破损主要以粘结磨损、化学磨损、微崩刃、脱焊乃至折断打刀形式出现,刀具磨损、破损对加工质量和加工效率影响较大。因此对高速硬切削加工过程的刀具进行状态实时在线监测与分析,及时了解刀具状态,预测刀具剩余工作寿命对加工生产具有重要意义。
1 高速硬车削刀具状态在线监测系统
本系统结构示意图如图1所示。

2 刀具工作状态监控信号的拾取
经常用到的刀具切削状态信号有切削力信号、振动信号、机床功率信号、刀具的声发射信号、切削温度信号等,考虑到车削加工刀具特点,选取声发射信号作为刀具切削状态信号。
所谓声发射(Acoustic Emission,AE)是指材料内部局部区域在外界(应力或温度)的影响下,伴随能量快速释放而产生的瞬态弹性波现象[2]。利用声发射传感器可以把这种由能量变化引起的瞬时应力波转换为相应的电信号,即声发射信号(AE信号)。在高速硬车削加工中,将声发射传感器布置在刀具上,这样取得的车刀AE信号就最大限度地包含了加工过程中车刀的状态信号。由于车刀AE信号中包含的车刀状态信号与加工中的振动信号和其他干扰信号频带有较大距离,在有效频带内灵敏度较高,因此受加工条件限制较小,方便检测。
常用声发射传感器是压电式的,这类传感器体积较大,信号传输损耗较大,是一种接触式测量方式。光纤声传感器是近年来发展起来的一种新型传感器,它利用光的特性被测量调制,再由光纤将调制光传输出来并解调,从而获得被测物理量。这种传感器体积小、非接触式测量、信号传输距离远、损耗小、灵敏度高、不受电磁干扰、耐高温和腐蚀,应用越来越广泛。本系统采用常用的非接触式光纤Fabry-Pero声发射传感系统。
非接触式光纤Fabry-Pero声发射传感器的传感头结构如图2所示。

入射光经单模光纤射入F-P谐振腔,一部分光被F-P谐振腔左侧端面反射回来作为参考光,另一部分进入F-P谐振腔,到达谐振腔右侧刀具表面被反射回来,当刀具发出AE信号时就会调制反射光的相位,形成信号反射光,信号反射光与参考反射光由于存在相位差产生干涉现象,在光纤内合成后形成光强随被测量变化而变化的光信号,有研究表明[1],合成光强度变化I与F-P谐振腔腔长变化量ΔL的关系为式中:I0为入射光的光强;r为干涉腔反射面的反射比;λ为入射光的波长;n为光纤的折射率。

由此可见,该信号经光电探测器处理转换成电信号后就可以表示刀具在加工中发出的声发射信号了。
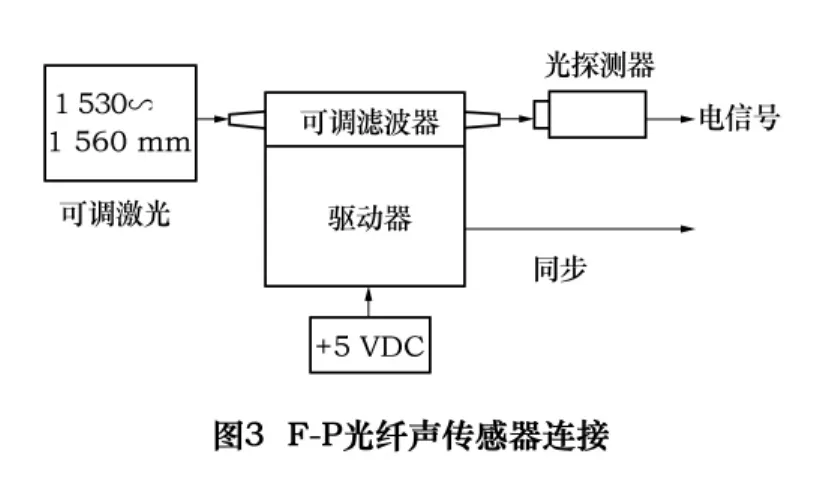
本系统采用北京东方普光科技有限公司生产的FOTF-CL型光纤F-P可调滤波系统进行AE信号的拾取。该系统结构如图3所示,由F-P谐振腔产生的可调激光(Tunable Laser)、可调滤波器(Tunable Filter)、驱动器(Control Circuit)、光探测器(Optical Detector)组成。
系统F-P谐振腔由两个高反射镀层的镜片组成,用压电陶瓷来控制谐振腔的扫描,压电陶瓷由磁性材料吸附在车刀上,由光纤连接到可调滤波器上,经光探测器转换为电信号输出。
3 刀具工作状态监控和预测模型的建立
AE信号经FOTF-CL型光纤F-P可调滤波系统输出电信号,该信号经数据采集卡转换后输入进计算机。这里选用USB4616高速数据采集卡对信号进行采集。转换后输入计算机的数据包含有高速硬车削刀具的状态信息,为一组随时间变化的数据,将其按照时间先后顺序排列起来便成为了一组时间序列,即{X1,X2,…,Xn},只要对这一组时间序列的变化趋势进行监控和预测就可以实现对刀具运行状态的实时监控和预测。
3.1 刀具破损和折断状态的监测
刀具破损或折断时,会产生一个较大强度的AE信号,进入计算机后对应的应该是一个较大的数据值,只要将其与给定的一个参考值相比较,就可以判断车刀是否处于破损状态。在计算机中首先对输入的时间序列每一个数据Xa与其前面的数据求出平均值=(X1+X2+…+Xa)/a,将这一平均值作为车刀是否破损的给定值,然后对时间序列下一个数据Xa+1与刚计算出的给定值进行比较,如果比较之后的系数λ=Xa+1/X大于某一固定值,说明此时车刀破损或折断,程序输出指令控制机床动作;如系数λ小于固定值,说明车刀正常,继续计算平均值更新给定值,检测得到的时间序列的下一个值Xa+2,继续判断刀具下一时刻的破损和折断情况。
3.2 刀具磨损情况监测
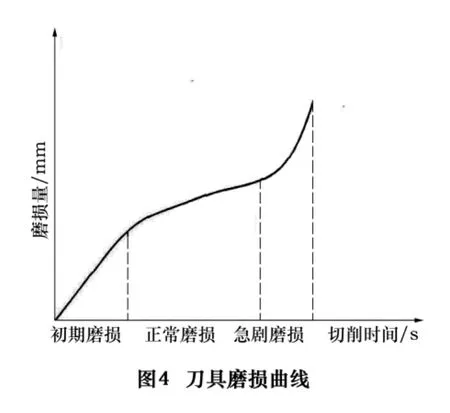
高速硬车削刀具磨损情况如图4所示。
刀具磨损情况监测的关键是实现从磨损征兆空间到磨损空间的映射,从而实现对磨损状态的识别和预测。高速硬切削过程是一个非常复杂的非线性过程,这就要求识别模式具有良好的鲁棒性和自适应性。BP神经网络(BPNN),具有并行分布处理、联想记忆、自学习、自组织和极强的非线性映射能力[4],是目前应用最广的人工神经网络类型之一,能够很好地适应和满足刀具磨损情况的监控和预测要求。
本系统采用的BP神经网络模型,多输入、单输出、隐含层三层结构,如图5所示。
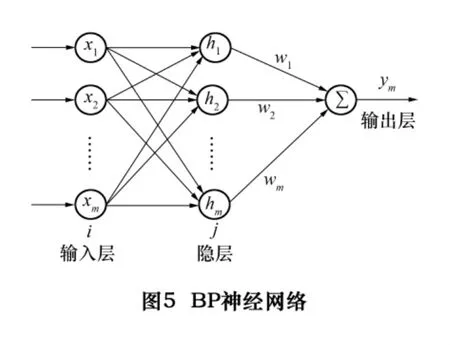
输入层数据为数据采集卡采集到的时间序列{X1,X2,…,Xn}经坐标延迟法重构得到的m维相空间矢量[5],即:

式中:τ为时间延迟,其值利用复自相关法进行选择。
设复自相关函数为
对m维相空间中每个矢量点X(i)={Xi,Xi+τ,…,Xi+(m-1)τ},定义:

式中:Xm(i)和Xmnn(i)是m维空间第i个矢量点和它的的邻近点,Xm+1(i)和Xm+1nn(i)是m+1维空间的第i个矢量点和它的邻近点。
输入计算机的时间序列是AE信号经数据采集卡采集到的确定值,因此存在值m0,当嵌入维数m>m0时,有E1(m)的值不变,此时的m0+1即为最小嵌入维数m的值。
选取高斯函数为输入层到中间层的激活函数:

式中:x为输入样本,μi为中心,σi为径向基函数的宽度。
中间层到输出层采用线性传递函数f(x)=x。
4 软件实现
本系统的计算机软件在LabVIEW8.6基础上进行设计开发。软件系统主要包括数据采集模块、数据处理模块和显示输出模块。
4.1 数据采集模块
由于需要采集的数据量较大,在LabvIEW中,采用连续采集方法进行模拟信号的数据采集,框图如图6所示。
4.2 数据处理模块
刀具破损和折断情况下的数据处理如3.1节所描述。
刀具磨损情况的监测使用了BP神经网络模型。Matlab软件中集成了BP神经网络工具箱,在Matlab中很容易编写一段程序,利用这一工具进行BP神经网络的计算和仿真。而在LabVIEW软件中,提供了Matlab Script节点,可以在节点中编辑Matlab程序,然后在LabVIEW中运行,也可以在LabVIEW程序运行时直接调用Matlab程序,这种LabVIEW程序开发方法不用编写复杂的程序代码,简单而且效率高。唯一需要的是在计算机中安装Matlab5.0版本以上的软件。

4.3 显示输出模块
可以在LabvIEW中以图形界面显示,也可以利用Matlab软件进行结果显示。
5 实例
实验采用DMCK0640高速数控车床,切削刀具采用复合PCBN车刀,工件材料选用淬火模具钢,硬度56 HRC,加工进给速度为0.05 mm/min,切削深度为0.1 mm,主轴转速1 800 r/min。采集5 500个数据,取前5 000个数据用于网络模型训练,后500个数据用于预测。

一步预测结果如图7所示。由图可以看到,预测误差数量级为10 ,值很小,达到了很好的预测效果,可以作为监控和短期预测刀具磨损状态数据使用。
多步预测仍采用上面的原始数据,使用迭代法,每次向前预测一步,然后用预测得到的值代替实测值进行下一步预测,由结果可知,预测步数较小时,预测值与实际值吻合程度较高,预测误差较小,预测步数增大后,预测误差随之增大。这是因为使用迭代法,新的预测值越来越依赖之前的预测值,累积误差不断加大造成的,虽然误差不断加大,但数据仍然可以作为下一时间段车刀磨损状态的预估,为刀具的管理提供数据。
6 结语
高速硬车削是对淬硬钢进行加工的一种先进加工方式,切削刀具状态对加工效果影响巨大,车刀磨损及破损的状态监测非常重要。本文设计了一种监控和预测车刀状态的系统,利用光纤F-P声发射传感器采集数据,采用BP基神经网络建立刀具磨损情况监控和预测模型,利用LabVIEW和Matlab软件编程进行数据处理和结果显示,为刀具管理提供依据。实验证明,该系统对刀具的实时监控和刀具磨损情况预测效果较好。
[1]张燕敏,徐宏海.高速硬车削淬火钢的实验研究[J].中国制造业信息化,2006,35(5).
[2]杨瑞峰,马铁华.声发射技术研究及应用进展[J].中北大学学报,2006,27(5).
[3]刘霞,王三民,单宁.基于光纤声发射传感技术的刀具健康监测系统研究[J].制造技术与机床,2009(6):81-83.
[4]黄德双.神经网络模式识别系统理论[M].北京:电子工业出版社,1996.
[5]谷子,唐巍.混沌相空间重构参数优选法[J].中国电机工程学报,2006,26(14).
[6]廖慎勤,彭良玉,江勇.LabVIEW中BP神经网络的实现及应用[J].现代电子技术,2009(4).
