德马吉数控车床排屑系统故障的诊断与维修*
2012-10-23焦红卫
焦红卫 纪 琳
(①武汉软件工程职业学院机械工程系,湖北武汉430205;②武汉市第一技术学校设备科,湖北武汉 430051)
一台十年前购置的CTX 400 Serie2德马吉数控车床,系统为 HEIDENHAIN CNC PILOT 4290 V6,斜床身,底部采用平板链式排屑装置[1],与机床切削液箱合二为一,结构紧凑。该排屑装置以滚动链轮牵引钢制平板链带在封闭箱中运转,将加工过程中掉落于平板链带上的切屑经过提升后与切削液分离出来并排出机床,落入外面废屑箱中。近期因排屑系统故障需修理。
1 故障诊断
1.1 故障现象
数控系统启动正常,自诊断无报警。按下操作面板排屑系统控制开关,排屑系统不能工作,且CRT无报警显示[2]。
1.2 故障分析
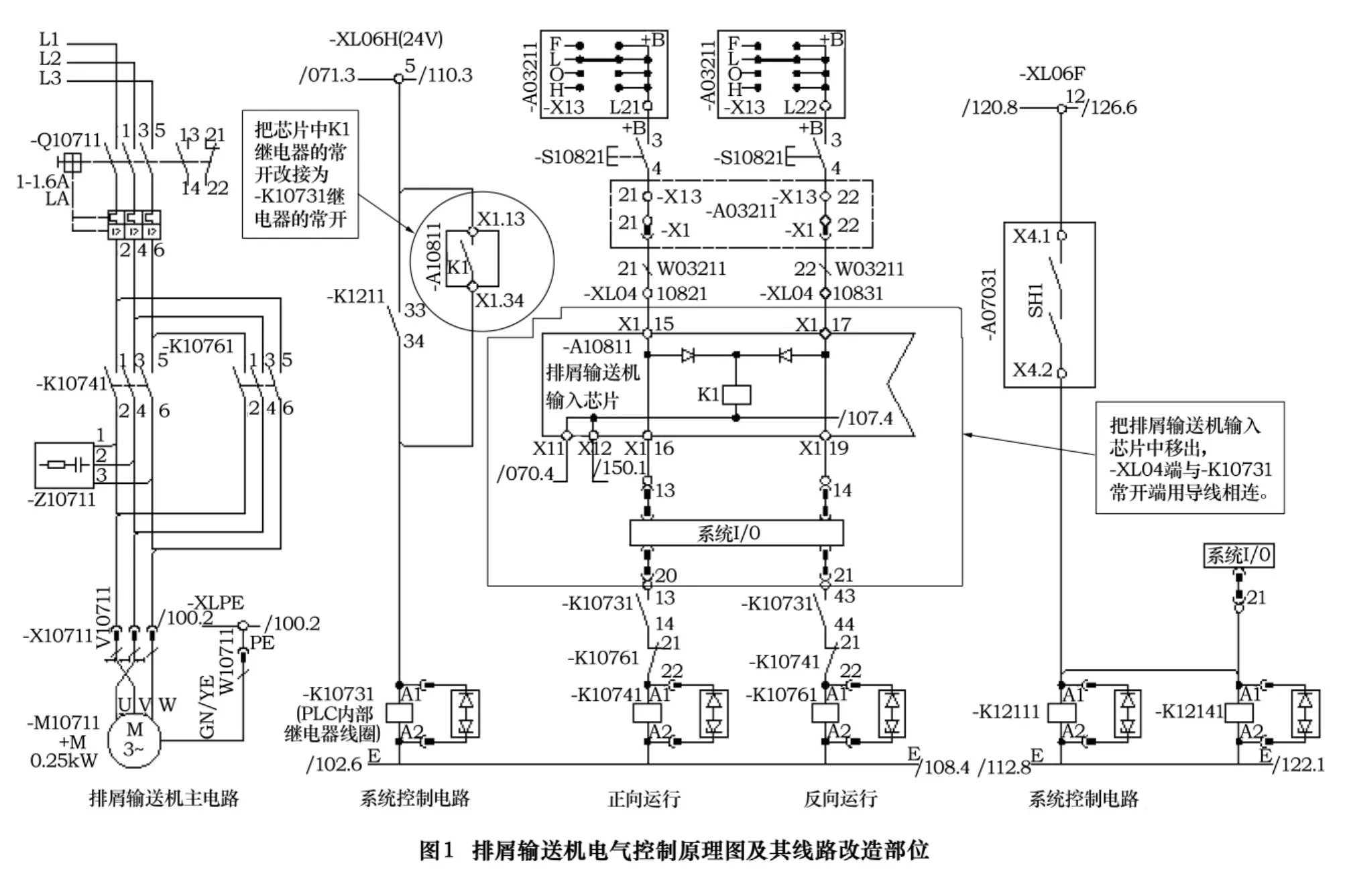
排屑输送机电气控制原理图如图1所示[3]。由图可知,排屑系统输送机主要通过数控机床PLC内部继电器、排屑输送机输入芯片和外部继电器等来实现电动机的正、反转及启、停控制。由于系统自诊断过程中并无报警,初步排除机床关键的硬件和控制软件(如装置中 CPU、RAM、ROM 等芯片,MDI、CRT、I/O 等模块及监控软件,系统软件等)发生故障的可能,判断为排屑电动机故障。
拆下电动机,对电动机三相绕组进行排查。经检测,排屑电动机各相绕组无绝缘损坏,阻值均相等,电动机也无异常气味。后单独给排屑电动机通上电源,电动机运转正常,排除了因排屑电动机损坏造成其不能工作的初步诊断。
随后对排屑机的电气线路控制部分进行筛查。利用万用表等测量工具,用试验法对PLC内部继电器、排屑输送机输入芯片、外部继电器接头及线圈等处逐一进行排查检测,逐级定位故障部位,缩小故障范围,确认故障原因。经认真排查,确认故障是由排屑输送机输入芯片已损坏造成了排屑电动机不能工作。
2 故障维修
与德马吉公司驻北京办事处联系维修事宜,得知排屑输送机输入芯片的电路板现已停产,无存货备件,定做价格较高。根据该机床排屑系统控制特点,决定对其控制线路进行改造,使其正常工作。为确保排屑系统运行正常,恢复原有的性能,主要做了以下改进(见图1中改造说明):
①省去已坏的排屑输送机输入芯片,用导线绕过系统I/O直接把XL04的10821、10831端分别与PLC内部继电器-K10731常开触点13脚、43脚相接。
②把接在原排屑输送机输入芯片中K1继电器常开触点的导线改接为主系统PLC内部继电器-K10731的任意一对常开触点上。
此外,还将原配置排屑系统操作面板的相应接点重新焊接,直接通过操作面板上的开关控制输送带左右移动(一般使其向右移动将切屑从机床右侧的排屑口排出),使其控制操作更加合理,使用起来更为便捷、可靠。
3 结语
该机床排屑系统控制线路经过改造后,恢复了机床原有的性能、提高了设备的利用率,运行情况良好、工作性能稳定。
[1]岳苓.链板、刮板复合型排屑器[J].制造技术与机床,2009(5):140-141.
[2]余纬,田军,胡秋.数控机床总线故障的诊断及处理[J].制造技术与机床,2010(8):138-139.
[3]德马吉公司.德马吉数控车床电气技术说明书[Z].德马吉公司,2001.
