基于选择性激光烧结生物陶瓷复合粉体的工艺研究*
2012-10-25刘永贤史向东盛忠起FUH
王 蔚 刘永贤 史向东 盛忠起 FUH Y X J
(①东北大学机械工程与自动化学院,辽宁沈阳110819;②新加坡国立大学工学院,新加坡 117576)
目前,传统的烧结方式已经可以加工出具有简单几何形状的创新复合生物陶瓷[1],但是陶瓷材料还存在脆性大、难加工、可靠性与重现性差等弱点,对于制造形状结构复杂的构件,一种新型的技术就应运而生了[2]。选择性激光烧结/熔化技术(Selective Laser Sintering,SLS)就满足了这一需要,它是快速成型发展最快、最为成功的方法之一。SLS的优势就体现在:真正的自由制造,生产周期短,加工精度高。目前,SLS在金属粉末的近净成形这个领域发展较为成熟[3-4],然而在烧结陶瓷材料方面仍需进一步发展,往往不能直接成形,需要添加粘结剂和进行后处理。史玉升等[5]引入粘结剂的方法成型Al2O3/SiO2复相陶瓷零件,André Gahler和 Jürgen G.Heinrich[6]通过粉层浆料激光烧结 Al2O3-SiO2陶瓷材料应用到牙科上,Liu[7]等添加硬脂酸粘结剂烧结Al2O3粉末。
Al2O3、ZrO2、SiO2的化学性能稳定,具有较高的机械强度,它们也是生物相溶性较好的陶瓷材料,能与细胞等生物组织表现出良好的亲和性,而且比金属更加耐腐蚀。Al2O3系复相陶瓷材料作为金属的替代品已经广泛应用于生物医学的应用,如球头的髋关节置换术和牙种植体。此外,由于激光加工过程中能量密度高、温升速度快且易于致密化等特点,将其应用于复合陶瓷材料的成型工艺中,能够得到具有内部组织良好的三维实体。
本文针对复相陶瓷材料的激光烧结成型工艺进行了研究,摸索出了最优的工艺参数,在不添加任何粘结剂、不作任何后处理的情况下激光束完全熔化样品。对复相陶瓷单层显微结构和相结构的特点进行了分析,提高了烧结性能,加入ZrO2和SiO2对提高零件的使用寿命和可靠性具有重要的研究价值和实际意义。
1 试验方法和试验材料
1.1 试验测试的设备
光学显微镜采用日本KEYENCE VH-Z450;日立公司的S-4300型冷场发射扫描电子显微镜(SEM);日本岛津6000型X射线衍射仪(XRD)对烧结试样进行微观组织和成分分析;采用JEOL-JFC1200纯金镀膜仪,为做SEM的样品镀膜准备。
Al2O3系复合粉体75目过筛,按照质量为50%Al2O3+20%ZrO2(5.6%Y2O3,质量分数)+30%SiO2[8]的比例配好后放入球磨机。混粉方式采用行星式球磨机球磨6 h,每小时正反转交替一次使复合粉末均匀混合。利用IDI公司Nd:YAG激光器进行烧结成形。
1.2 试验材料
试验采用的是α-Al2O3(德国默克公司,质量分数>99%),ZrO2(Goodfellow公司),SiO2(德国默克公司,无定形二氧化硅)。
2 试验结果分析
2.1 优化工艺参数
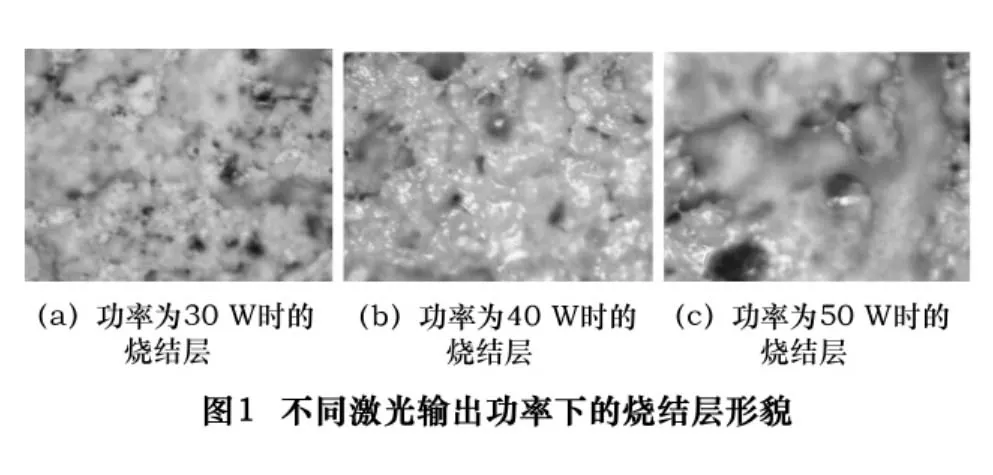
为获得最优烧结质量,必须确定合适的烧结参数。试验中选取的烧结参数为:激光功率P,扫描速度V,搭接量H,层厚T,离焦量F。相同扫描速度和层厚的情况下,选择适当的激光功率有助于改善烧结质量。以扫描速度V=15 mm/s,层厚=0.1 mm的情况为例,激光功率从30 W上升到40W的过程中,烧结层从不充分烧结到充分烧结形成致密烧结层,若激光功率达到50 W时,则出现过烧现象。图1显示了在光学显微镜下不同激光功率下的复合粉体显微结构及烧结层的形貌。功率在30 W时,激光能量较低,大部分粉末没有熔化,无法形成良好的致密层如图1a;随着功率的提高,功率在40 W时粉体完全熔化,形成平整、均匀的烧结层,如图1b;当功率提高到50 W时,熔池过大,在凝固收缩时吸收了烧结边缘的粉末,造成了过烧现象如图1c,因此本试验中激光功率确定为40 W。
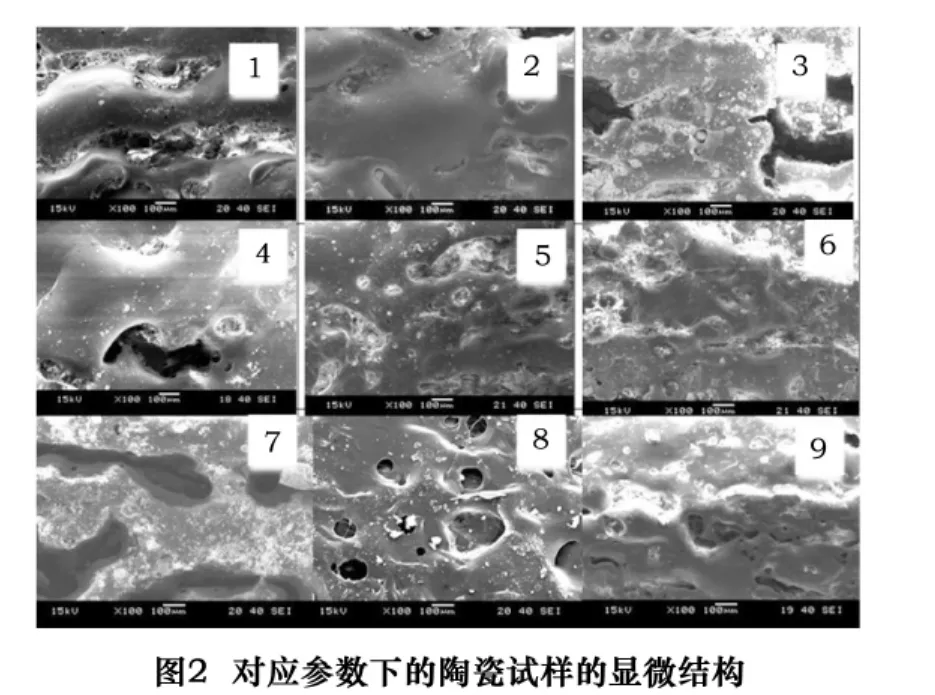
试验设计法(Design of Experiment,DOE)[9]在于应用数理统计的基本知识,合理地安排试验、取得数据,然后进行综合科学分析,从而尽快获得最优组合方案。采用试验方法建立表1,对各烧结工艺参数进行调整,直到获得最优烧结质量,从而得到理想的烧结参数。试验完成后,根据烧结层的质量情况,图2的SEM分析得到最优的工艺参数:V=15 mm/s,H=0.4 mm,T=0.1 mm,F=0。
2.2 氧化锆的增韧作用
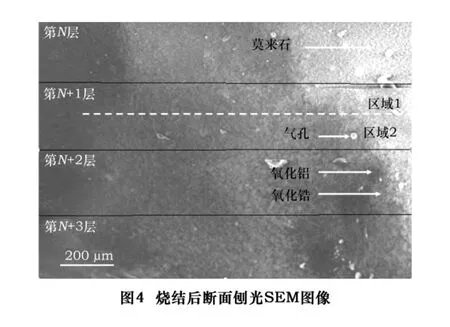
Al2O3具有耐高温和耐腐等一系列优良特性,但其脆性限制了其优良性能的发挥。通常,Al2O3陶瓷的抗弯强度 380 MPa,断裂韧性只有 3.5 MPa·m1/2[10]。添加ZrO2可以显著地增强 Al2O3的力学性能,增韧机制主要是四方氧化锆(t-ZrO2)应力诱导相变增韧和微裂纹增韧。图3的XRD分析结果表明样品的主要成分。适量ZrO2能够抑制Al2O3颗粒晶粒成长。由图4中可以看出,ZrO2颗粒(颜色较浅的相)均匀地分布在Al2O3(颜色较深的是相)基质中,激光烧结时产生高温ZrO2转变为四方介稳相(t-ZrO2),当激光烧结过后,温度降低到1 000℃时,四方相氧化锆转变为单斜相ZrO2(m-ZrO2),并伴随有3% ~5% 的体积膨胀和7% 的剪切应变。相变引起的体积膨胀将对裂纹尖端产生屏蔽作用,阻止了裂纹的扩展。相变引发的体积膨在Al2O3基体中会引起均匀分散又不互相连接的微裂纹,增加材料的断裂表面能,吸收了主裂纹扩展的能量,达到增加断裂韧性的效果,即应力诱导微裂纹增韧(Microcrack Toughening)[11]。由于部分t-ZrO2向m-ZrO2的相变而产生体积变化,在相变粒子周围形成许多小于临界尺寸的微裂纹。这些微裂纹在研磨时受外力作用不会扩展,故不影响材料强度,而且当有大裂纹在外力作用下扩展遇到这些微裂纹时,还会诱发新的相变,使扩展裂纹转向而吸收应变能量,起到增韧作用。此外,部分保存到室温的t-ZrO2相在研磨外力的作用下转变为m-ZrO2相,即导致应力诱发相变而形成微裂纹,在相变弹性压变能和微裂纹的双重作用下,使扩展裂纹转向而吸收应变能量,起到增韧作用,从而使耐磨性提高。
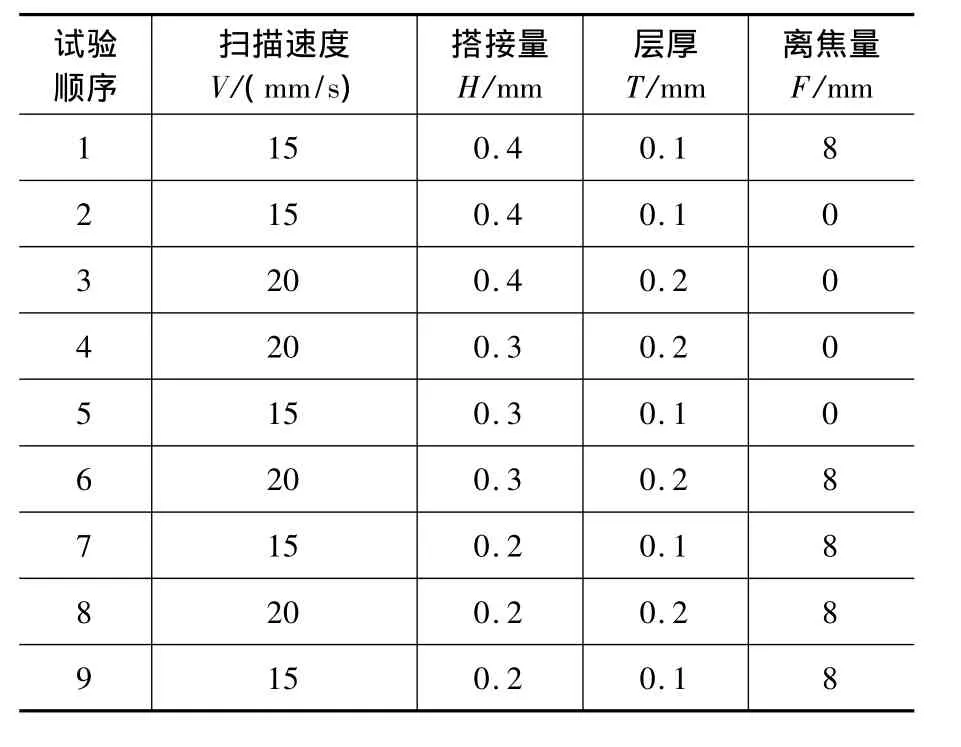
表1 试验测试

2.3 烧结层内部显微组织
为了提高样品的强度,由图3的XRD分析可知烧结后成分中还有莫来石,这是Al2O3和SiO2在高温时反应生成的。由于激光在每一烧结层的表面上层处都会产生高温,因此对于烧结层内部有不同的显微组织。靠近吸收区(近表面约0.01 mm),如图4中区域1,SiO2溶解在Al2O3中生成液态硅酸铝,二次莫来石是从这种液相溶解态硅酸铝形成的,一般有液相出现的烧结温度低、速度快,致密度也较高。在激光持续的烧结过程中,主要转化为二次来石或者更确切的说是莫来石针状晶。Carty和Senapati[12]证明了莫来石主要是在1 200℃产生的,因此莫来石往往产生于激光烧结的初期。从硅酸铝形成莫来石相仅仅发生在一个高温瞬间,即是在区域1的最后时刻。激光烧结后表面上层温度快速下降,多态硅酸铝也随之迅速冷却。
在烧结层较深的区域2中,由于激光烧结温度相对表面较低,产生比较少的液相组织。区域2中会存在二次莫来石和没有反应的Al2O3(图4)。此外,在区域2还包含多态硅酸铝(Al2SiO5)[13]和没有完全反应的SiO2微粒。区域2中无定形SiO2结晶成为方石英。莫来石具有自生纤维强韧化的作用,形成二次莫来石针状晶提高了样品的强度。
3 结语
(1)本文系统地分析了激光烧结各个工艺参数对烧结质量的影响:复合粉体对激光能量、铺粉厚度、扫描速度、搭接量、离焦量的敏感性较强,适当增加激光功率、减小铺粉厚度,加工面在正焦位置时可以有效改善烧结质量。
(2)通过显微结构分析,激光烧结后产生的四方相ZrO2(t-ZrO2)发生体积膨胀,吸收了主裂纹扩展的能量,扩展裂纹转向而吸收应变能量,起到增韧作用,提高了耐磨性。
(3)通过烧结层内部显示微结构分析,加入的SiO2与Al2O3形成莫来石能够有效地提高复合粉体的强度,提高了零件的使用寿命和可靠性。
[1]Li J,Liao H,Hermansson L.Sintering of partially-stabilized zirconia and partially-stabilized zirconia-hydroxyapatite composites by hot isostatic pressing and pressureless sintering[J].Biomaterials,1996,17(18):1787-1790.
[2]Goddridge R D,Wood D J,Ch.Ohtsuki,et al.Biological evaluation of an apatite-mullite glass-ceramic produced via selective laser sintering[J].Acta Biomater,2007(3):221-231.
[3]Yadroitsev I,Ph.Bertrand,Laget B,et al.Application of laser assisted technologies for fabrication of functionally graded coatings and objects or the International Thermonuclear Experimental Reactor components[J].Journal of Nuclear Materials,2007,362(2/3):189-196.
[4]Yadroitsev I,Ph.Bertrand,Smurov I.Parametric analysis of the selective laser melting process[J].Applied Surface Science,2007,253:8064-8069.
[5]史玉升,程迪,刘锦辉,等.选择性激光烧结Al2O3/SiO2复相陶瓷零件性能的研究[J].华中科技大学学报,2007,11(35):20-24.
[6]André Gahler,Jürgen G Heinrich.Direct laser sintering of Al2O3-SiO2dental ceramic components of layer-wise slurry deposition[J].Journal of the American Ceramic Society,2006,89(10):3076-3080.
[7]Liu Z H,Nolte J J,Packard J I,et al.Proceedings of the 35th international matador conference[C].2007,14,351-354.
[8]Maria Conceicão Greca,José Vitório Emiliano,Ana Maria Segadães.Revised phase equilibrium relationships in the system Al2O3-ZrO2-SiO2[J].J.Eur.Ceram Soc.,1992(9):271-283.
[9]田口玄一.试验设计法[M].北京:机械设计出版社,1987:147-186.
[10]Munro R G.Evaluated material properties for a sintered α -alumina[J].J.Am Ceram Soc,1997,80(8):1919-1928.
[11]Mangalaraja R V,Chandrasekhar B K,Manohar P.Effect of ceria on the physical,mechanical and thermal properties of yttria stabilized zirconia toughened alumina[J].Materials Science and Engineering,2003,343:71-75.
[12]Carty W M,Senapati U.Porcelain-raw materials,processing,phase evolution and mechanical behavior[J].J.Am Ceram Soc,1998,81(1):3-20.
[13]Gutmann E,Levin A A,Pommrich I,et al.Preparation of aluminosilicate crystalline coatings from sol-gel derived alumina films deposited on sillicon/Sillica substrates[J].Crystal Res.Techno,2005.,40(1/2):114-124.
