变压边力控制实验系统的实现
2012-10-23张旭东吴建军
张旭东 张 娟 刘 礡 吴建军
(①西北工业大学365所,陕西 西安710065;②西安航空制动科技有限公司,陕西西安710065;③西北工业大学机电学院,陕西西安 710072)
拉深是一种十分典型的工件成形方法,在传统的成形过程中,恒定的压边力作用在整体压边圈上。对于像矩形件这类典型的非轴对称拉深件,由于其结构的不对称性,不同部位的材料在拉深过程中由于其流动性实际上是不同的,因此恒定压边力作用在整体压边圈上实际上对材料的成形性能是有很大影响的,从而影响了产品的质量。因此,现在很多学者开始研究对工件的不同部位在拉深过程中施加不同大小的压边力,以此来解决这个问题,这就是变压边力技术。由于现实生产的设备等因素,目前各种研究大多是处于理论研究和数值模拟仿真过程中,对于所研究的各种结果缺乏有效的验证手段。
本文即从现有实际出发,对一台原有100 t四柱液压机进行可控变压边力技术改造,并以矩形件为代表,设计专门的分块压边模具,以此实现变压边力控制实验。
1 变压边力实验的拉深装置设计
为了实现分块变压边力的拉深,我们将传统的整体压边圈按照长直边(2块)、短直边(2块)和圆角区(4块)分成了8块独立的小压边块,每个压边块均由一个独立的油缸来提供压边力。按照这样的方案,设计开发了一套拉深装置(如图1)。
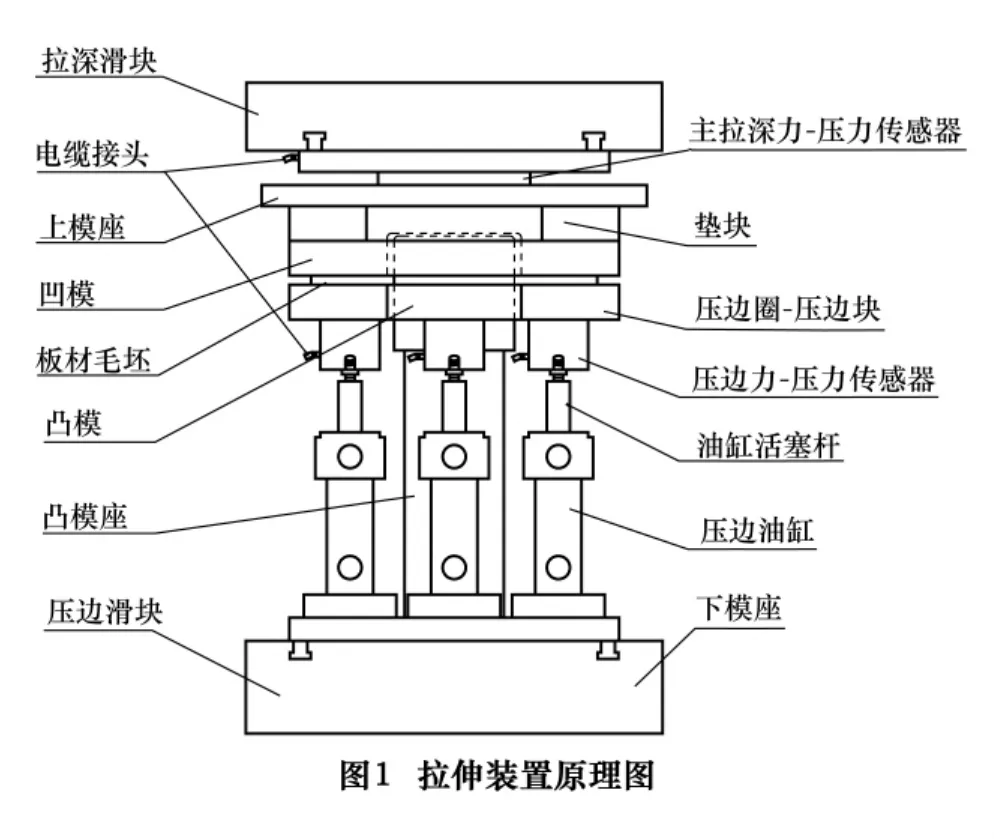
为了监控每个压边块所受的压边力大小,在每个压边油缸的活塞杆上安装了一个压力传感器,压边块直接顶在压力传感器上,这样压边块上所受的压边力就能够实时地被计算机所监控。控制过程中的压边力是将液压压力通过压边活塞杆经由压力传感器传递到压边块,经过压边块的均匀化,在各个区域对应的压边块与凹模之间的板材上形成相对独立控制的压边力。
2 模具装置的结构设计
图2所示为可控压边力的矩形件拉深模具结构,模具采用拉深凹模位于上模,凸模置于下模的倒装式结构。
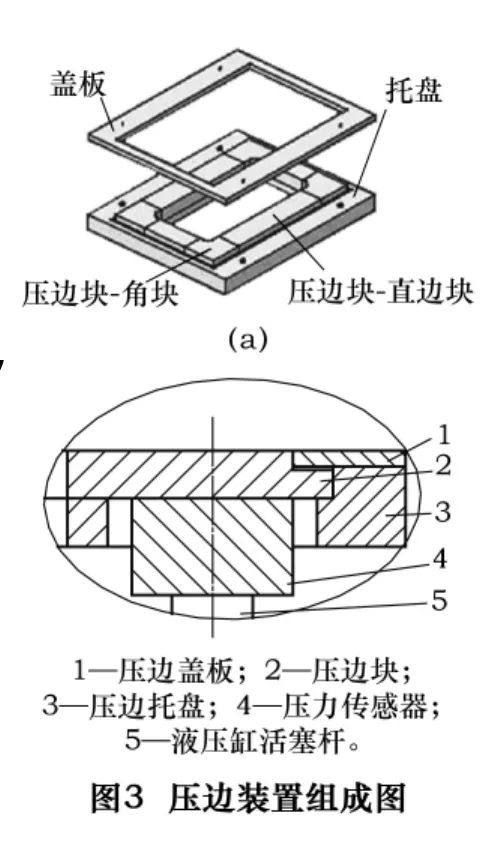
在压边装置的设计上,为了保证在拉深过程中压边块运动时不发生偏移,设计了一个托盘以约束压边块在水平方向的位移,在垂直方向压边块与盖板之间可相对运动(如图3),将8个压边块放置在托盘内。通过在托盘上加装导柱,在下模板上加装与之配合的导套,来实现对压边块的整体定位。

3 控制系统工作原理设计
为了实现分区变压边力控制,在拉深模具上设置与各控制区域对应的压力控制单元。每个单元独立控制压边力,并随着测量的拉深位移由控制算法提供控制量,通过控制系统操作相应的阀门以及比例放大部件,通过液压部件完成工艺动作和压边力的调整。同时控制系统通过对液压机控制系统的操作,控制100 t四柱液压机配合拉深模具完成拉深成形。
整个系统的实时控制部分的基本工作原理和实施步骤如下:
(1)首先将数值模拟得到的最优压边力曲线输入工控机;
(2)工控机根据拉深过程中实时压边力传感器反馈的数值利用控制算法计算出各个压边力的控制量;
(3)通过串口通讯将控制量写入相应的PLC通道;
(4)PLC D/A模块将控制电压信号的数字量转换为模拟量后进入比例放大板;
(5)比例放大板将控制电压信号转换为控制电流信号,控制比例溢流阀开启量的大小,从而控制系统压力;
(6)通过控制电流信号去控制压边油缸内的压力(亦即控制压边力)。

变压边力控制系统工作的原理如图4所示。
4 变压边力拉深实验
按照上述方案,整个变压边力控制系统的实验装置已经基本建立完成(如图5)。


表1 拉深模拟与实验结果

为了调试设备的需要,笔者用厚度为1.5 mm的08F钢板进行了拉深实验,其毛坯尺寸为500 mm×300 mm。对此毛坯的拉深过程进行了数值模拟,将模拟所加载压边力曲线输入工控机,结果如表1和图6所示。

图6为模拟结果的厚度分布显示结果。图7为实验结果实物图,图8为沿OA方向厚向应变的分布图。从模拟与实验结果对比看,模拟的结果与实验结果基本一致。

5 结语
矩形件拉深成形变压边力控制实验系统的建立,为压边力理论的系统研究奠定了实践基础,同时对模具设计过程和实际生产中的工艺调整都具有重要的指导意义。建立矩形件变压边力拉深成形控制实验系统,为进一步研制并改造复杂工件压边力控制设备提供了充分的理论依据和实验资料。
[1]邢忠文,杨玉英.盒形件拉深时法兰变形区的剪应力与剪切变形[J].材料科学与工艺,1993,1(1):82-87.
[2]Wang Y,Majlessi S A.The design of an optimum binder force system for improving sheet metal formability[C].Proceedings of the 18th Biennial Congress IDDRG,International Deep Drawing Research Group,Lisbon,Portugal,1994,:491-502.
[3]张旭东,吴建军.矩形件拉深成形变压边力的数值模拟研究[J].现代制造工程,2007(8):41-43.
[4]王孝培.冲压设计资料[M].北京:机械工业出版社,1988.
