龙门导轨磨床床身断裂修复再造工艺
2012-10-23赵春江
赵春江
(内蒙古机电职业技术学院,内蒙古呼和浩特 010070)
呼和浩特恒方科技有限公司是集科研和生产一体化的中外合资企业,主要产品是为高压电器开关配套生产的大型密封气室、铝合金法兰盘等金属制品。2008年初厂区搬迁,在设备运输过程中,不慎将新购进的GL-5000数控龙门动梁导轨磨床床身摔断。机床床身全长12 m,分别由导轨床身和主轴箱箱体支座组成,断裂处位于长7 m的导轨床身上,如图1所示。
事故发生后,公司与机床制造商沟通联系,决定进行修复。经过各方专家及工程技术人员慎重而认真的分析,公司最终采用了机械联接修复工艺。
1 修复方案的制订
1.1 修复方案分析
GL-5000数控龙门动梁导轨磨床精度要求高,如床身导轨的直线度全长允差0.02 mm,而床身断面较大,形状复杂,且箱体壁薄厚不均,最薄处仅为20 mm,这些都给床身再接带来一定难度。如图2所示。


把断后床身修复再造,就目前机械零件修复技术而言,可采取的修复工艺方法有粘接、焊接、金属扣合以及机械联接等方法。但究竟哪一种方法更切实可行,各方技术人员进行了科学细致分析研究。各种方法的工艺特色对比如下:
(1)粘接修复法 采用胶粘剂等对失效零件进行修补或联接,以恢复零件使用功能的方法称为粘接修复法。其主要工艺优点是工艺简便,成本低,工期短,便于现场修复。但对于大型精密机床而言,断裂处要承受十几吨的拉力,即使采用强力粘结,恐难以满足技术要求,同时粘接工艺具有不耐高温;抗冲击、抗老化性能差等缺点。另外,在现场实际检查过程中,发现铸铁导轨床身虽属粉碎性断裂,但断面局部仍明显可见拉伸变形现象,要想做到断面对贴处完全弥合是根本不可能的。由于有以上不足以及对粘接质量的检查结果较难判断,最终放弃该方案。
(2)焊接修复法 焊接修复法的特点:结合强度高;修复质量好,生产效率高;成本低,灵活性大,多数工艺简便易行。缺点是热影响区大,容易产生焊接变形和应力,以及裂纹、气孔、夹渣等缺陷。对于导轨床身这样的重要零件,为了保证焊口质量,焊接时一般要将机件加热到较高温度,使得机件变形较大,而焊接后又不能再进一步调整,难以控制导轨变形量,因此不宜修复较高精度、细长、薄壁类零件。此修复法未被采纳。
(3)金属扣合法 对于不易焊补和不许有较大变形的铸件发生裂纹或断裂时,可用金属扣合法修复。它是利用扣合件的塑性变形或热胀冷缩的性质完成扣合作用,达到修复的目的。照常理金属扣合对该导轨床身的断裂修复较为适宜,修复初期,曾尝试强固扣合,现场实施中,由于导轨折断处变形较大,金属扣合无法进行。

(4)机械联接修复法 实践证明,机械联接修复法较为稳妥,方案可行。在修复联接过程中,可以做到精益求精,对高精度导轨床身的修复质量相对来说较易控制,是一种较理想、可实施的修复方案。具体措施如下。
1.2 机械联接修复方案的制订
这一方案的关键是联接体设计和联接工艺设计。修复方法就是用两块法兰式联接板,通过螺钉、螺栓以及定位销钉等联接方式,把折断的床身重新联接起来。具体操作就是先将导轨床身两破碎断头面铣平,加工满足技术要求后,分别将左右法兰式联接板安装在床身断面处,最后以法兰式联接方法将两段床身联接起来。图3为联接结构示意图,1、2号件分别为左右法兰式联接板,3、4号件分别为折断导轨床身左右段,5号件为法兰联接面圆柱定位销(直径20 mm),顶面2个,床身两侧各1个。
2 联接体以及联接工艺设计
2.1 左右法兰式联接板结构设计
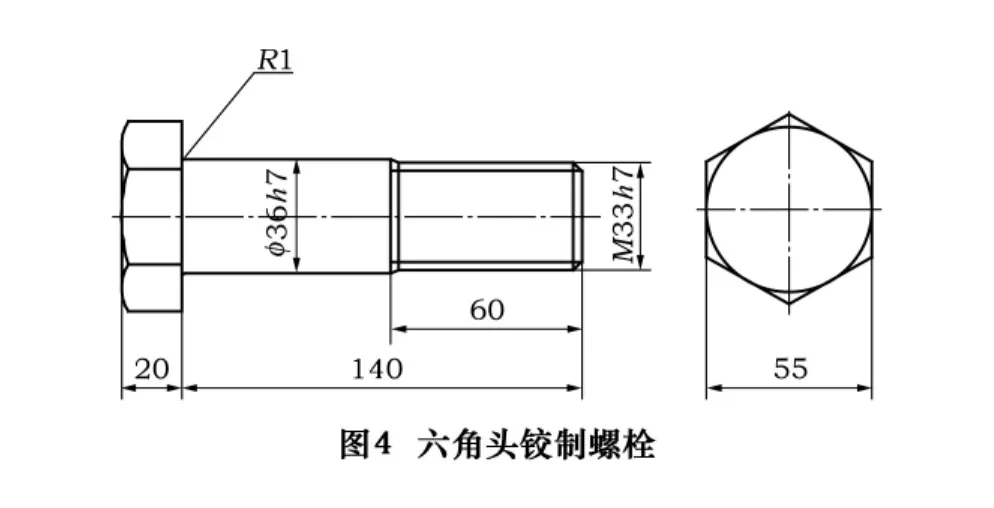
选用灰口铸铁为原材料,浇铸出左右箱式联接板,其横截面结构与原导轨床身横截面结构基本一致,如图3所示,1、2号件两外端面分别与铣平后的床身断面接触联接。根据原机床床身壁厚尺寸,左右联接板分别设计有4个M33和10个M24内螺纹联接孔,以及4个φ24 mm圆锥定位销用来完成与左右断裂床身的联接。另外1、2号件两内端面为左右联接板对合的法兰联接面,为了提高联接强度,在联接板的上下两侧设计出3对(6个)φ36H7螺栓过孔,选用特制M33螺栓,螺栓的光杆直径为 φ36h7,如图4,轴孔配合;同时,为了保证两联接板的稳定性,又在上下两侧联接处各设计1个φ24 mm圆锥定位销。
2.2 机械联接工艺设计
2.2.1 维修前准备工作
(1)导轨床身探伤 铸铁床身机件创伤多属粉碎性断裂,难免还有其他裂纹或暗伤。因此先将折断的导轨床身清洗干净,利用目测,仔细观察是否还有其它裂纹,同时又对整个导轨面和一些重要结合面进行了着色和磁粉探伤,均未发现其他问题。
(2)强度理论验算 按工作台驱动油缸的最大牵引力,并计算出各联接面断面联接件的整体拉力,分别对联接结构设计进行了强度理论验算。验算结果证明,联接强度足够,满足设计使用要求。
2.2.2 床身断裂处的修整加工
(1)切除断头 维修前测得断面裂缝距两筋板面的距离分别为210 mm和270 mm。为了提高联接强度,便于加装联接板,具体维修时,在落地镗床上采用钻排孔的方法,切除全部断头,直至两筋板面处。
(2)精铣两端面 分别依次将断裂床身的一截放置在龙门刨床工作台上,以两条导轨面为基准调整床身位置精度;然后,利用原刀架上换置的卧式铣削动力头,精铣床身断面,从而保证铣削端面相对两条导轨面的垂直度要求以及表面粗糙度要求。
(3)钻铰螺纹孔 精铣两端面之后,在工作地现场按设计尺寸,在两端面上划线,而后钻底孔,攻螺纹,见图3。注意此时定位销孔不能直接加工出来,需与法兰式联接板装配时配做。
2.2.3 法兰式联接板的毛坯准备及加工制造
(1)法兰式联接板的毛坯准备 在选择联接板材料时,为了保证机床的高精度以及良好的刚性,应尽量做到使其化学成分、金相组织和硬度与原机床床身一致。
经过多次试验比较,材质化验分析以及金相组织鉴定,发现原机床床身材质与HT300的各项性能较为接近;最后,研究决定采用 HT300配料,经炉前加0.5%Si-Fe,孕育处理后,浇注成型联接板毛坯件。铸件具体化学成分为 3.03%C、1.41%Si、1.06%Mn、0.13%S。各做3根试棒,做抗弯、抗拉试验,其抗拉强度、抗弯强度的平均值分别为σb=380 MPa、σw=640 MPa。铸件洛氏硬度为139~154 HB。金相组织情况:基体—索氏体型珠光体+片状珠光体,数量占98%,二元磷共晶,数量≤2%,具有强化铸件强度性能。石墨片状卷曲,大部分有序排列,在100倍显微镜下,测得石墨长度为5 mm。
通过对以上试验数据的研究分析以及对铸件实物表面观察和测试,联接板铸件材料性能完全符合原机床床身对材料性能的要求。由砂型铸造制出法兰式联接板毛坯件。
(2)法兰式联接板的加工制造 两段机床床身切除断点,平整两端面后,其总长缩短480 mm。为了保持原导轨床身长度,将两块联接板的厚度均设计为240 mm。加工联接板时历经铣削、刨削、钻铰、磨削等多道工序,法兰式联接板整体结构并不复杂,加工技术难度不大。需强调两点,第一,为了使床身与联接板对接整齐,保证两导轨的整体精度,联接板的导轨面应保留加工余量,待床身与其装配对接后精加工。第二,用于两法兰式联接板相互联接所需加工的螺栓孔和锥销孔,该阶段先不加工出来,待各件装配对接时配钻、配铰。
2.2.4 导轨床身装配对接工艺过程
导轨床身装配对接就是通过两法兰式联接板将两断裂床身连为一体,对接过程中,既要保证导轨精度,又要使对接表面平整,具有足够的刚性。为此,采用先定位后加工的原则,关键部位对接后精加工,具体工艺过程安排如下。
(1)床身定位 将左右法兰式联接板分别联接到折断床身的断口处,并打好定位圆柱销。然后把两合件吊装到龙门刨床工作台上,使法兰式联接板接合面对整贴紧,开始进行精调导轨精度,当其形状位置等各项精度指标达到技术要求后,用卡兰将左右联接板固定紧,使两截床身成为一整体,之后在法兰式联接板接合面处,再钻铰4个骑缝定位圆柱销,顶面2个,床身两侧各一个。通过以上工作,使4个零部件的相互位置完全确定下来。
(2)法兰联接螺栓孔和定位锥销孔的加工 左右法兰式联接板的联接螺栓孔和定位锥销孔,由于受机床和床身组件安装位置等因素的限制,此时还无法加工出来,必须做出相应调整,才能进行加工。
首先,将起夹紧作用的卡兰松开,把右端床身连同右联接板一起,从龙门刨床工作台上吊下,卸下右联接板,然后,再用卡兰将其与左端床身组装夹紧。这样给钻铣动力主轴头让出加工位置,以便对6-φ36H7螺栓过孔和2-φ24 mm定位锥销孔进行加工。
(3)床身拆卸与清洗 将加工后的各组件全部拆卸,利用风枪、手锉等工具把铁屑、毛刺等杂物清理掉,然后再用煤油将断裂床身以及联接板清洗干净,便于保证各零部件的装配精度和后道工序的粘接要求。
(4)零部件的装配 清洗后,将左右法兰式联接板分别与断裂床身左右段装配,即螺钉联接和定位圆锥销联接。同时,联接板与床身的接合面之间涂刷聚氨酯粘结剂,提高联接强度,并使接合面间具有良好的密封作用。
(5)断裂床身的总装 将部装好的两段床身再次放置在龙门刨床工作台上,使法兰联接板接合面对正,通过垫铁以及百分表粗调导轨面形位精度,然后,在左右联接板接合面上涂刷聚氨酯粘结剂,并迅速对接组装。组装同时利用千分表精调导轨面形位精度,满足要求之后,放置36 h,原地不动。
(6)修整与调试 等聚氨酯粘结剂固化后,精刨两导轨面和床身全部顶面,经检验合格,将整体床身从龙门刨床工作台上吊装下来,并移至该导轨磨床的原地基处,通过精调和必要的刮研,全面恢复修复磨床的床身导轨精度。
3 维修验收与成果巩固
通过5个月的维修,终于完成了龙门导轨磨床床身断裂修复再造工作。经有关专家组的鉴定,证明机床维修效果良好,通过验收。该机床修复后,已经正常工作近3年,机床精度保持稳定,经总工程师批准,设备维修部将此维修方案正式纳入大型设备维修工艺,使此成果巩固下来。
[1]中国机械工程学会设备维修专业学会.机修手册[M].北京:机械工业出版社,1993.
[2]陈冠国.机械设备维修[M].北京:机械工业出版社,1997.
[3]李士军.机械维护修理与安装[M].北京:化学工业出版社,2010.
[4]赵春江.机械设备修理技术教程[M].北京:人民邮电出版社,2011.
