基于HNC-21T凹槽型轴类工件加工的新思路
2012-10-20肖尧先傅盛荣
彭 晨 肖尧先 傅盛荣
(南昌航空大学航空制造工程学院,江西南昌 330063)
随着数控技术的发展,我国的制造业水平突飞猛进。同时,对数控人才要求也随之增加,各省市及至全国积极开展数控技能型紧缺人才的培训工程,通过数控大赛进行层层选拔,涌现了一大批高技能选手[1]。这些选手不但要具备较强的理论知识、动手操作能力,而且要具备较强的创新思维和拥有独特的加工方法。
华中世纪星HNC-21T是我国国产数控车床,该车床数控系统具有运行安全可靠、编程简化方便、操作直观宜人等功能优势,一直以来是各省、全国数控技能大赛指定使用数控系统。
笔者有幸应邀到某中职学校指导准备参加全省数控大赛的学生选手的操作训练,所使用的机床就是华中世纪星HNC-21T。在指导过程中,笔者发现,学生在加工图1所示的两件套件1凹槽处时,常会有刀具干涉情况产生,既影响了切削的效率,又影响了表面粗糙度。针对这一现象,笔者进行了研究,提出了这一类工件的一种加工新思路,即采用平时较少使用的端面车削复合循环G72指令,用切槽刀来代替外圆车刀进行切削。切削最终效果证明,此种加工方法没有干涉现象产生,工件表面粗糙度明显得到改观,可行。
1 主要工艺问题
如图1所示,件1毛坯为φ50 mm×85 mm,材料为45钢,加工时须考虑下面几个主要工艺问题:
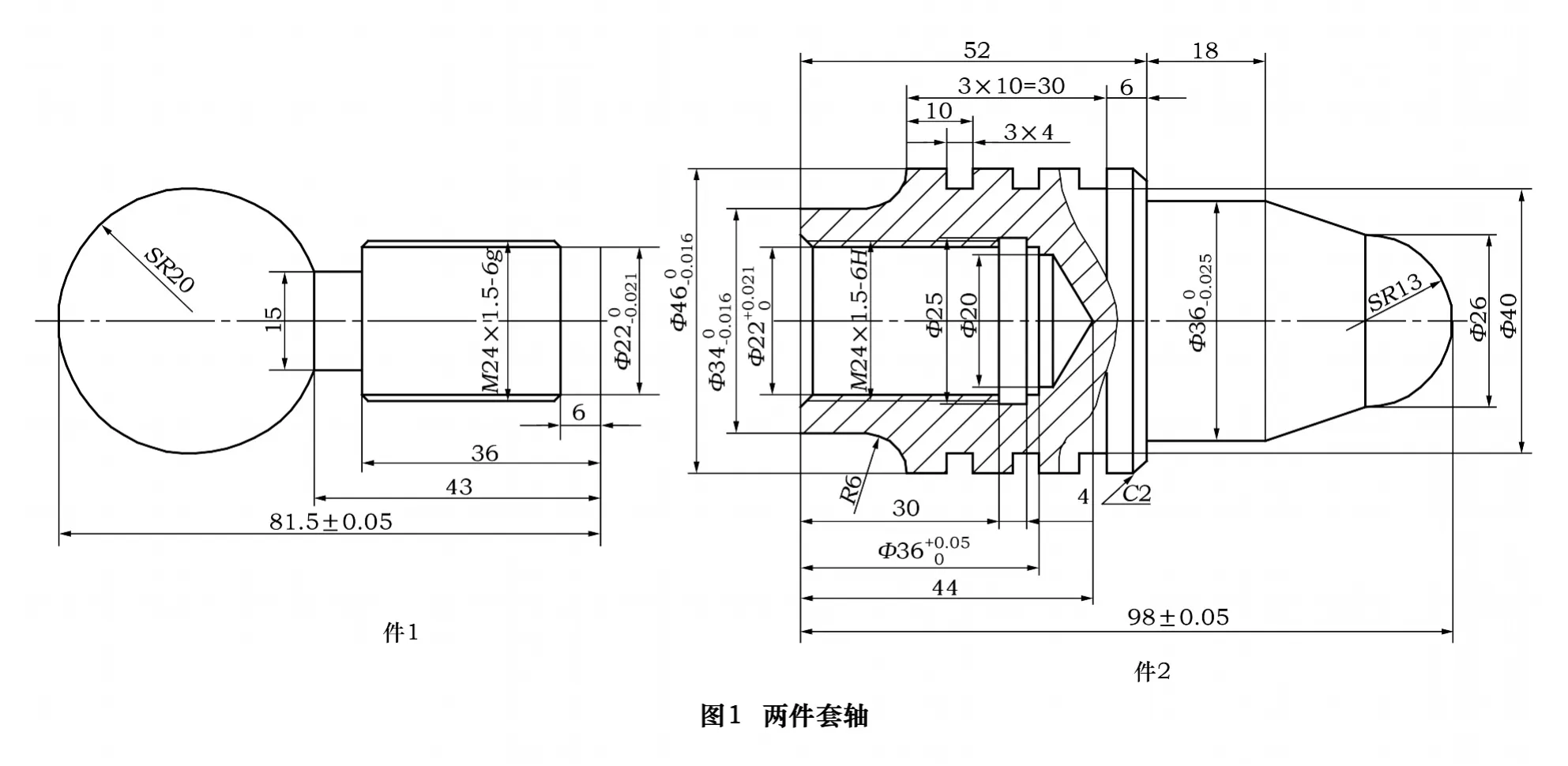
(1)加工工序的安排:件1左侧是螺纹,右侧是大半个球体。在理论上,为了保证螺纹的有效使用和考虑到螺纹先加工便无法装夹等问题,一般轴类工件要求有螺纹的一端后加工。但考虑到球体不易装夹,在此处,就先加工左侧螺纹。而且,螺纹先加工完后,有两个好处:一是可以在件2加工完内螺纹后,件1的螺纹作为其量具,类似于塞规,检测其配合情况;二是可以在加工完件2内螺纹后,配合上件1的外螺纹,加工其右侧球体。
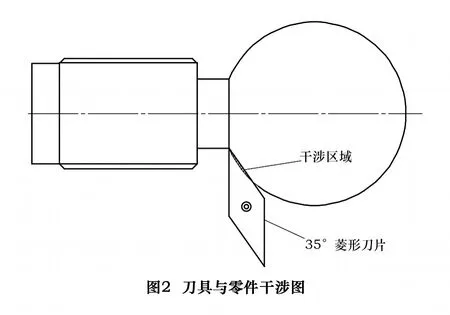
(2)加工刀具的选择:在车削外圆时,常常用到的是93°的菱形外圆车刀,其主偏角较大,切削轻快。但是,在加工件1右半个球体时,外圆车刀后刀面和零件很容易产生干涉现象。如图2所示,35°菱形刀片与工件左半个球体有干涉区域产生。对于这一类问题,通常的解决方法便是在车刀装夹时,将其倾斜一定的角度,即减小主偏角,从而减少干涉。但这样做将会导致刀具在切削时径向力过大,切削散热慢,刀片刚性减弱,且背吃刀量过小,降低了切削效率。在本例的加工中,笔者开创一种新思路,用切槽刀来代替外圆车刀,用切槽刀的主切削刃沿工件径向走刀,这样就不会产生干涉情况。由于是径向走刀,且两刃切削,刀具刚性好,切削平稳,效率较高。
(3)加工指令的应用:切槽刀有1个主切削刃,2个副切削刃。在切削时,一般是沿轴的径向切削,用于切槽或切断,大多数使用的是主切削刃;而副切削刃沿轴向受力较弱,且因刀具支撑杆伸出过长,导致切削不平稳,因而副切削刃使用较少。此处,如果用主切削刃进行切削,则用端面车削复合循环G72指令;如用副切削刃进行切削,则用外径车削复合循环G71指令。
下面分别用G71和G72指令对工件分别编制数控加工程序。
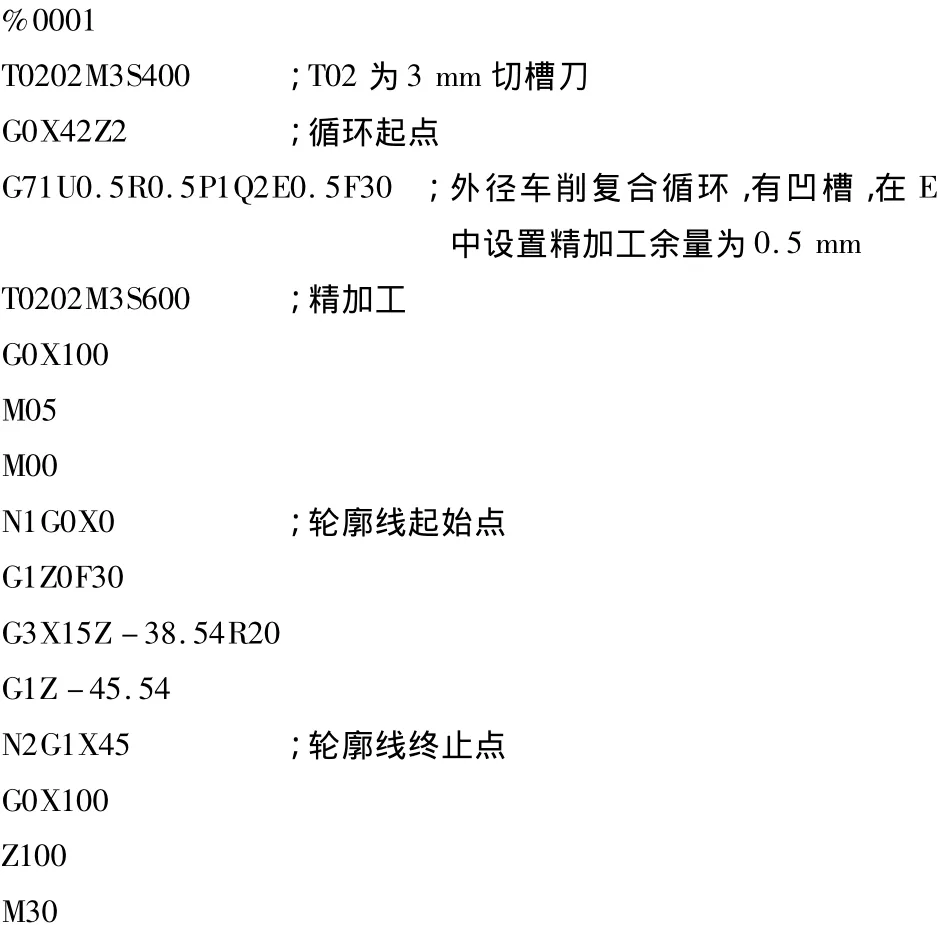
用G71指令加工图1件1所示球体的数控程序如下[2]:
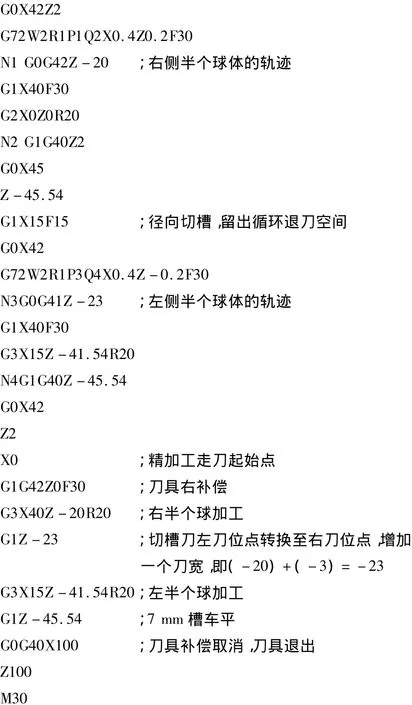
用G72指令先粗加工右半个球体,再加工左半个球体,最后精加工整个球体,其加工数控程序如下:

2 加工中须注意的问题
用3 mm切槽刀,对件1球体用上述2个程序分别进行加工。在加工过程中,要注意的一些问题如下:
(1)为了提高加工效率,在加工球体之前,可以轴向车削圆柱面直径尺寸到40.5 mm,减少粗加工余量,给径向走刀节省加工时间。
(2)为了保持各个柱面的粗糙度,粗精加工尽量使用一致的切削用量参数(不包括背吃刀量),在程序中设置。切槽刀沿轴向承受力弱,加工工件稳定性不好,而径向走刀为主切削刃切削,走刀较平稳。因而,在设置背吃刀量时,数值是不同的。轴向走刀的背吃刀量明显远远小于径向的,因而走刀时间也就没有可比性,G71指令走刀时间明显要长,效率较低。
(3)尽管在加工件1左端螺纹已加工出退刀槽,但在O0002程序中,在G1X15F15程序段走刀时,自动走刀仍要慢或用手工走刀。因为,只有在此程序段走刀时,因前面尺寸未加工到位,切槽刀可能会是1个主刀刃2个副刀刃同时参与三面切削。刀具在不断切入时,实际在工件表面形成的是阿基米德螺旋面,由此造成实际前角后角都在不断变化,被切削材料塑性变形复杂、摩擦阻力大、切削热高,加工时进给量要小。
(4)在加工凹槽时,如果与其相接的不是直线,而是曲线,则不好在相接处进行左右刀位点的转换,但可以采用仿形切槽刀进行加工,加工思想不变。
3 加工实例
将图1中的配合件加工展示如下,见图3。图4a是用93°的菱形外圆车刀加工的件1,由图中圆圈处可以看出,因刀具后刀面产生干涉而留下的痕迹。图4b是用3 mm切槽刀采用G72指令加工的件1,图4c则是采用G71指令加工而成的。


由以上理论分析和加工实例结果可以看出,对于凹槽型轴类工件用切槽刀代替外圆车刀采用G72指令加工,能消除刀具与工件的干涉,效率较高,是可行且有效的,是一种值得灵活应用的新思路。这种新思路不仅仅是应用在世纪星HNC-21T上,也可以通过修改一些相应的指令应用到其他系统上,在此不再赘述。
[1]袁锋.全国数控大赛试题精选[M].北京:机械工业出版社,2006.
[2]武汉华中数控股份有限公司.世纪星车床数控系统HNC-21/22T编程说明书[Z],2006.
