滤波锥孔的磨削加工
2012-09-29程新芳
制造技术与机床 2012年11期
李 虎 程新芳 刘 静 周 林
(中国工程物理研究院机械制造工艺研究所,四川绵阳 621900)
1 概述
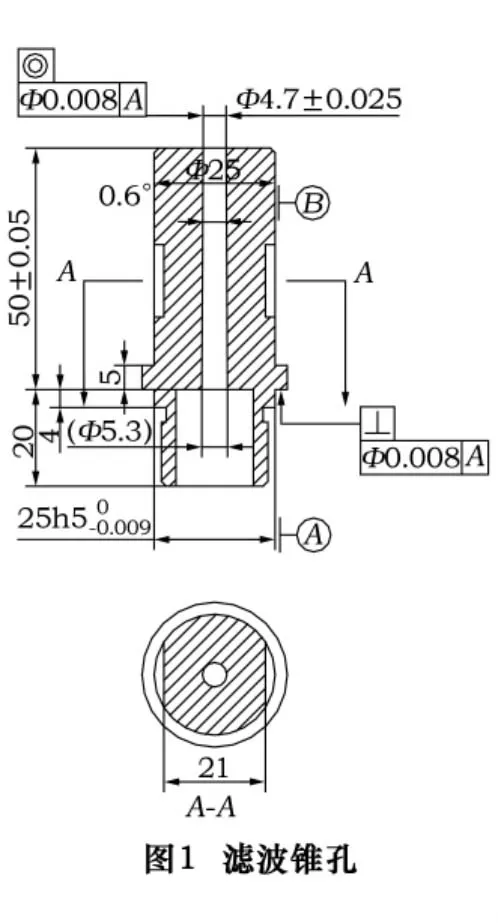
在生产中遇到一种滤波锥孔(图1)的加工,滤波锥孔是某装置上的重要零件,材料为1Cr18Ni9Ti。该零件尺寸精度高、形位公差严,如何保证0.6°锥孔与外圆φ25H5mm的同轴度是加工中的重点和难点。
2 滤波锥孔制造技术
2.1 原工艺路线
原来的加工方法是采用线切割加工,利用已经加工过的外圆φ25H5mm作为定位基准,加工锥孔以保证锥孔与外圆的同轴度。实际加工中,由于φ25H5mm外圆直线段较短(4 mm),定位、找正困难;同时由于φ25H5mm外圆的圆度、直线度误差以及线切割工装精度误差等累加误差影响,实际加工出来的产品同轴度很难达到图纸要求,合格率较低。而且这种加工方法对线切割的找正有极高的要求,极大地影响产品的加工效率。
2.2 改进工艺路线
现在的解决方法是粗加工外圆,留有一定的加工余量。线切割利用上端外圆(基准B)作为基准,保证锥孔的尺寸和锥度达到图纸要求。线切割加工完成后,在外圆磨床上与0.6°锥孔配磨锥度心轴,以0.6°锥孔为基准精修φ25H5mm 外圆,保证 0.6°锥孔与φ25H5mm外圆的同轴度要求。具体做法如下:
(1)首先按加工好的锥孔锥度配磨出一根锥度心轴,通过涂抹红丹粉观察锥度心轴与锥孔的接触面积;
心轴如图2所示。心轴的跳动和心轴与锥孔接触面的大小,直接影响到工件最终的精度,其中接触面的大小尤为重要。根据实际磨削和计量的结果表明,控制接触面积80%以上即可有效地保证最终加工精度。
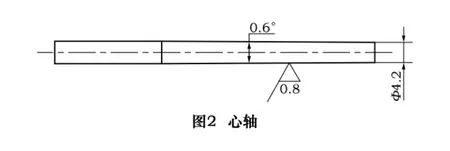

表1 滤波锥孔加工数据 mm
2.3 加工结果
3 结语
采用该方法,根据零件特点转换基准,降低了线切割加工的难度,提高了滤波锥孔的合格率,生产效率也明显提升。
