经喷砂处理后亚光架空导线的铝单线性能
2012-09-28张传省王诗勇赵文明沈建华
郑 秋, 张传省, 王诗勇, 赵文明, 刘 斌, 党 朋, 沈建华
(1.上海电缆研究所,上海200093;2.无锡江南电缆有限公司,江苏宜兴214251)
0 引言
随着城市的发展和公共设施的完善,光污染已日渐成为一些特殊场合周边环境条件的重要影响因素。例如机场周边的光污染会对飞行员驾驶和飞机安全起降产生严重影响。为有效降低机场周边设施的反射光对飞行员驾驶的影响,从而避免由此带来的安全隐患,相关部门对机场周边设施的表面反射度提出了一定要求。这些设施就包括机场周围的架空输电线路。传统的架空导线表面呈光亮的镜面,而对于机场附近,有必要采用表面反射度低的亚光架空导线。在不影响输电线路正常运行的前提下,以最大限度地减少导线表面反射的太阳光,从而降低光污染。在欧美一些国家,相关部门要求在机场等特殊场合下必须使用亚光架空导线,并对导线表面反射度提出了严格要求。
本文介绍了四种铝表面的亚光处理方法,并重点对喷砂处理前后架空导线的铝单线性能进行了对比分析。
1 铝表面的亚光处理方法
架空导线以铝或铝合金作为导体来传输电能,铝的表面处理有化学法、电化学法和物理方法。为使铝制品表面呈现亚光状态,目前普遍采用的是氧化和着色,氧化主要包括化学氧化和阳极氧化。另外,对于铝表面的亚光处理,还包括亚光电泳涂漆和喷砂处理,其中仅喷砂处理属于物理方法。
1.1 化学及电化学处理法
1.1.1 化学氧化处理
化学氧化中的化学消光和酸蚀亚光处理,均为铝材表面因发生均匀腐蚀而变得无光,其利用溶液中起活化作用的氟离子或其它卤族元素的离子,具有强大的穿透能力,能有效溶解铝制品表面的氧化膜,进而侵蚀基体金属,使之出现许多高度均匀、高密度分布的腐蚀点。同样在含有卤族元素离子的溶液中进行电解也是基于这个原因,使铝材表面呈现无光泽状态,类似的还有碱蚀亚光处理,但其铝耗损量是酸蚀的5倍以上。二者都对环境造成严重的污染:酸蚀工艺将产生氟化氢等有毒气体污染、含氟离子废水和氟铝酸盐废渣等;碱蚀工艺将产生碱雾污染、含碱铝离子废水、氢氧化铝废渣。
1.1.2 阳极氧化处理及氧化膜着色
阳极氧化时阳极电位较高,由于电解质是强酸性的,故阳极反应首先是水的电解,产生初生态的氧原子。氧原子立即在阳极对铝件表面发生化学氧化反应,生成氧化铝,即薄而致密的阳极氧化膜。阳极氧化种类很多,常用的有硫酸法、草酸法、铬酸法、硬质厚膜法、瓷质法等。
试验表明,铝单线经20 min阳极氧化处理后,其表面由光亮镜面变为略灰色亚光表面,效果明显。但利用阳极氧化得到理想的亚光表面,需要很长的反应时间,严重影响导线生产效率,不适用于实际生产。
阳极氧化膜的电解着色是,首先将铝制件在硫酸电解液中制出洁净的透明多孔的阳极氧化膜,再转移到酸性的金属盐溶液中施以交流电电解处理,将金属微粒不可逆地沉积在氧化膜孔隙底部。采用阳极氧化-着色处理的铝制品,其最后工序还需进行封孔处理。
1.1.3 亚光电泳涂漆
亚光电泳涂料的亚光程度可通过高光漆和消光漆比例变化进行凋整,消光漆涂料产生亚光效果。制作消光电泳漆有三种原理:(1)在涂料中分散超细二氧化硅来达到降低光泽,但超细二氧化硅耐化学药品性,特别是耐碱性差,不能获得良好透明性的涂膜,对于涂装施工复杂的被涂物,超细二氧化硅会在被涂物上沉积,因而在其部分区域会产生光泽差别等缺点。(2)将比重小的有机微粒子分散在涂料中,该方法对溶剂型喷涂用涂料或浸渍型涂装用涂料是实用的,但对于电泳用涂料要考虑该有机微粒子的电泳性,即通电后的恒定速率泳动特性,水洗时不会造成有机微粒子脱落。(3)在电泳涂料用树脂中形成不溶性的粒子内微凝胶[1]。
1.2 喷砂处理法及其优点
1.2.1 喷砂处理法
喷砂处理属于机械物理方法,与化学方法(如碱蚀亚光处理)相比,不但降低了生产成本,而且大大减少了使用化学处理方法所带来的大量废水、废气污染,可以称之为“绿色工艺”。
传统碱蚀方法生产铝材亚光表面时,由于槽液同铝金属发生反应,所以导致约5%的铝金属溶解在碱槽内,造成铝损。在喷砂处理中,依靠沙粒高速冲击铝导体表面,留下无数细小的凹坑而形成亚光表面。整个加工过程中,铝导体表面受到的几乎只是挤压,并无明显铝损。本文对喷砂处理前后亚光架空导线铝单线单位长度质量的对比正说明了这一点。
1.2.2 喷砂处理法在实际生产应用中的优势
上述四种铝表面处理方法原理上均可使铝表面呈现亚光状态,但考虑到架空导线实际生产的特点,化学方法和电化学方法需要的时间过长,在不影响导线生产前期绞制工序的前提下,很难与架空导线的绞制生产结合起来,而且需要对厂房进行较大改造。故化学氧化处理、阳极氧化处理和亚光电泳涂漆不适用于线缆行业产品需连续生产的特点。
喷砂处理是物理方法,且喷砂设备结构简单,占地面积小,只要尺寸设计合理,完全可以与导线绞制生产线结合起来,实现在线喷砂处理:即绞线在绞制完成后,直接进入喷砂室;在喷砂处理中,仅对绞线最外层铝单线的部分外表面进行处理,依靠沙粒高速冲击绞线最外层铝导体表面,留下无数细小的凹坑而形成漫反射面即亚光表面;完成喷砂后绞线直接进入收线装置。上海电缆研究所针对导线绞制生产线的实际场地条件来设计喷砂没备的结构、尺寸,将其安装于绞线机牵引轮与收线装置之间,与绞线机、收线机实现联动,使导线在绞制后经喷砂机多头均匀喷砂,直接得到符合工程应用要求的亚光架空导线。
本文试验中,利用上述喷砂设备生产的亚光架空导线,取样后对其绞线表面反射度、绞线外观进行观测比较,并对喷砂处理前后铝单线的电性能、机械性能和铝损进行对比。
2 试验方法
2.1 试样的制备
本试验取截面积为800/100 mm2、54/19结构的钢芯铝绞线,长度为3 m,其一半长度表面经亚光处理。测定绞线表面的反射度后,将对应的外层铝单线进行编号,在亚光处理和未处理分界处将绞线切断并拆分外层铝单线作为试验对象。由此得到经亚光处理和未处理的两组各24根铝单线样品。
2.2 试验步骤
(1)利用PHOTOVOLT-577反射度测定仪对经喷砂处理后的导线表面进行反射度测量。
(2)将取得的两组铝单线退扭校直,并在20℃恒温室保温18 h后,对两组试样进行直流电阻测量。
(3)对测量直流电阻后的两组试样,在其电桥夹具钳口印记处截取,为1 m长度,用千分尺测量每根试样的外径后,平分为三段,进行力学性能试验。
(4)力学性能试验后,测量属于同一根1 m长试样的三根断后拉伸试样的质量总和,用于计算各根1 m铝单线试样的外径。
3 试验结果
3.1 外观比较
在喷砂处理中,仅对架空绞线最外层铝单线的部分外表面进行处理,依靠沙粒高速冲击绞线最外层铝导体表面,留下无数细小的凹坑而形成亚光表面。由图1对比照片可以看出,未处理导线表面呈光亮的镜面,而经喷砂处理后的导线表面为灰色的亚光表面。经PHOTOVOLT-577反射度测定仪测量,喷砂处理后导线表面反射度为28%,符合美国铝业协会标准AAAAC 7.69—1996中规定的导线表面反射度≤32%的要求。
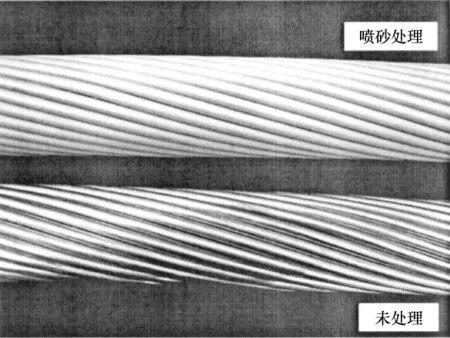
图1 经喷砂处理和未处理导线外观对比
3.2 电性能比较
试验结果显示,未处理铝单线的平均20℃直流电阻率为 0.027901 Ω·mm2/m(61.79%IACS),经喷砂处理后铝单线的平均20℃直流电阻率为0.027950 Ω·mm2/m(61.69%IACS),平均 20℃ 直流电阻率的增幅仅为0.18%,电阻率变化很小,符合工程应用要求。各对应编号的试样经喷砂处理与未处理铝单线20℃直流电阻率对比如图2所示。
3.3 机械性能比较
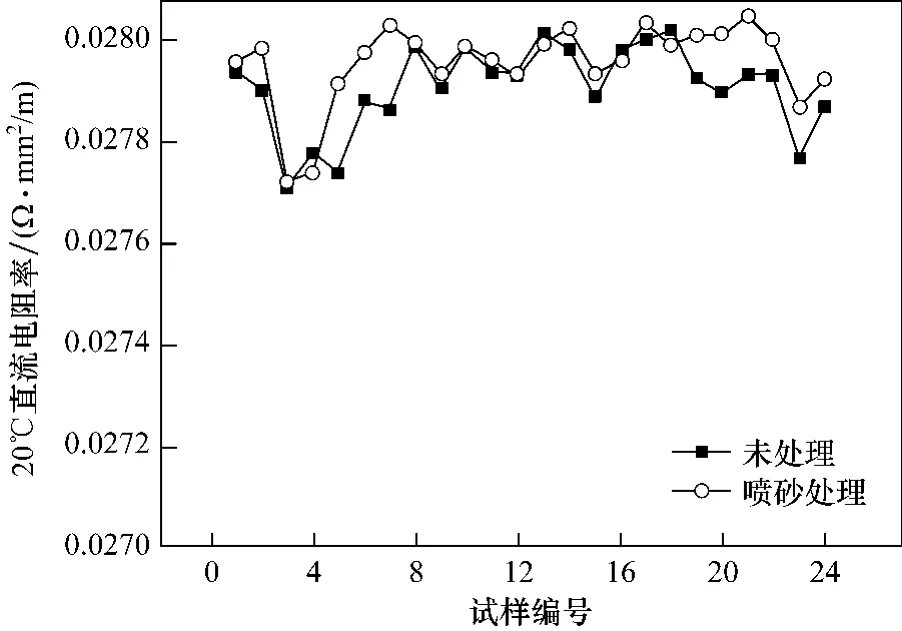
图2 喷砂处理与未处理铝单线20℃直流电阻率对比
试验结果显示,未处理铝单线的平均抗拉强度为184.11 MPa,经喷砂处理后铝单线的平均抗拉强度为182.58 MPa,降幅为0.83%。架空导线经喷砂处理在铝单线的部分表面留下细小的凹坑,相当于在铝单线表面留下微损伤,难免会对其抗拉强度造成影响,但通过试验证明其影响很小,抗拉强度降幅仅为0.83%,可忽略不计。各对应编号的试样经喷砂处理与未处理铝单线的抗拉强度对比如图3所示。

图3 喷砂处理与未处理铝单线抗拉强度对比
试验结果显示,未处理铝单线的平均伸长率为2.2%,经喷砂处理后铝单线的平均伸长率为2.3%。喷砂前后铝单线的伸长率还有微小增幅,但考虑到伸长率试验存在测量误差,可以认为本试验中喷砂前后铝单线的伸长率无变化。各对应编号的试样经喷砂处理与未处理铝单线的伸长率对比如图4所示。
3.4 铝损情况
试验结果显示,未处理铝单线的平均单位长度质量为40.1919 g,经喷砂处理后铝单线的平均单位长度质量为40.1757 g,质量损耗为0.04%。对比传统碱蚀处理等化学方法加工后的约5%的铝损,采用喷砂处理前后的铝损可忽略不计。各对应编号的试样经喷砂处理与未处理铝单线的铝损情况对比如图5所示。

图4 喷砂处理与未处理铝单线伸长率对比
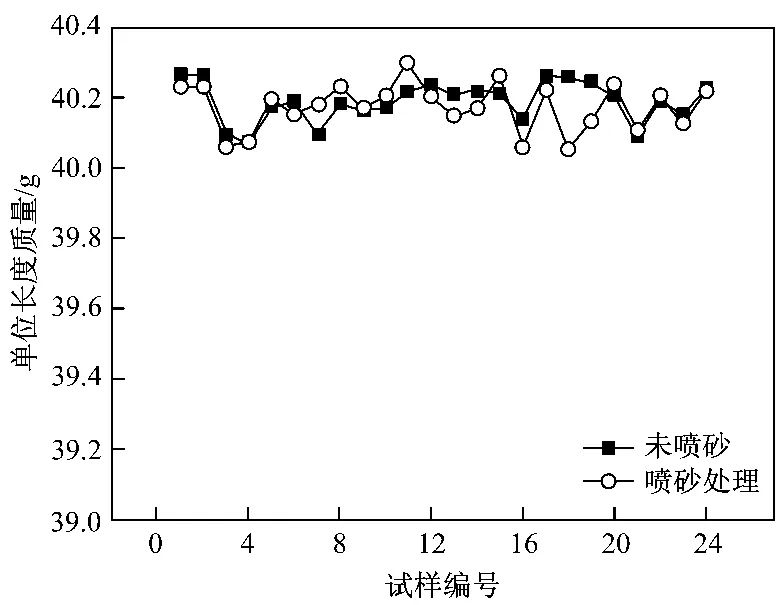
图5 喷砂处理与未处理铝单线单位长度质量对比
4 结束语
采用喷砂处理法对架空导线进行表面处理,可以得到效果良好的亚光表面。上海电缆研究所设计研发的亚光架空导线喷砂设备,已成功应用在无锡江南电缆有限公司绞线生产线上,配合相应的喷砂处理工艺,其生产的亚光架空导线产品外观良好,符合美国铝业协会标准的规定。该亚光架空导线产品已成功出口英国,导线的各项性能指标均符合英国电网公司的要求。同时,上海电缆研究所对亚光架空导线的生产工艺已申请实用新型专利,填补了国内空白。
目前,我国还没有对机场等特殊场合的架空导线提出表面反射度的要求,但随着我国城市建设的发展,相关部门对保证航空安全运行环境条件的关注,以及人们环保意识的增强,亚光架空导线将在更多的场合得到广泛应用。
[1]吴锡坤主编.铝型材加工用技术手册[M].武汉:中南大学出版社,2006.
[2]AA AAC 7.69—1996 Non-specular suface finish on bare overhead aluminum conductors[S].
