景德镇高温颜色釉陶瓷缩釉现象分析
2012-09-28李申盛付建文
李申盛 付建文
(了了亭陶瓷、景德镇市文联 景德镇市 333000)
景德镇高温颜色釉陶瓷缩釉现象分析
Analyzing on the reduction glaze phenomenon of high temperature color glazed ceramics in Jingdezhen
李申盛 付建文
(了了亭陶瓷、景德镇市文联 景德镇市 333000)
从施釉方法与釉层厚度,施釉在生坯过程中方式等方面详细阐述高温颜色釉陶瓷缩釉现象产生的具体原因。
高温颜色釉,陶瓷,缩釉,分析
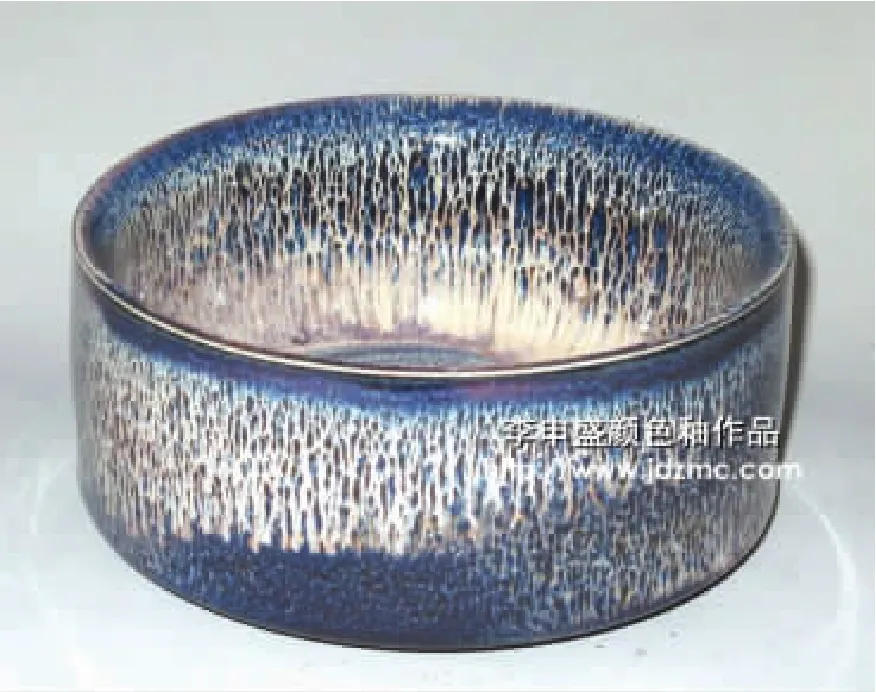
很多颜色釉作品上常看到的一种瑕疵,那就是缩釉。所谓缩釉即陶瓷制品产生局部无釉区,且无釉区边缘呈卷缩隆起状。这是因为在表面张力的作用下由缩釉中心向四周拉开,釉层力图缩小表面积,力图缩小同坯胎的接触面积,从而产生一种综合作用。在笔者长期的创作过程中,我发现缩釉存在季节性现象,另外,缩釉可在成品的任何部位产生,例如钵类缩釉,内面、外面、底部、口沿均可能出现,但多数是内面不缩则外面缩釉,反之亦然,但是内面,外面同时缩釉的情况比较罕见。在这几年的高温颜色釉陶瓷的创作过程中,统计发现外面缩釉比内面的多,手工胎缩釉比注浆和机压的多;生坯比素烧坯的多,雨季缩釉比干燥天多,冬天缩釉比夏天的多,大件缩釉比小件的多,深凹的坯缩釉比扁平的坯的多。
名词解释(缩釉):在施釉后的泥巴坯体上,釉层的收缩比生坯大,使得釉层受张力而开裂,进入窑炉烧制的时候,坯体与釉体的同步收缩是复杂而困难的,一旦坯体与釉体存在较大的收缩差,高温中熔融状态就会产生相对滑动和移位,在坯体和釉体接触界面上产生剪切应力,减弱坯体与釉体结合力,最终导致坯与釉的分离,导致缩釉。
缩釉源:
(一)施釉方法与釉层厚度
在高温颜色釉陶瓷中,为了节约生产时间和材料成本,大多采用的是荡釉,浸釉法,而在这两种快速施釉的方式方法上,如果釉体球磨颗粒太细,那么釉面很容易产生裂纹,这种裂纹小面积出现对颜色釉烧制后期与坯体粘合不会产生影响,但是如果裂纹过大,过深,那么在高温窑火烧制的过程中很容易出现缩釉,毕竟我们使用的釉的溶性较弱,张力太大,很容易导致釉面缩釉。所以,釉体研磨的颗粒在荡釉和浸釉的方式上,一定要较粗,而对于吹釉等其他方式,粗细问题都不是很大。
(二)施釉前生坯存放时间和方式
正常情况下,生坯放置2天以上也会产生积灰,放置半个月以上则会出现黄色的碱皮,这种浮灰和碱皮如果在创作环节的第一步去灰的过程中不仔细,不彻底,那么坯体上面那些可溶性的碱性物质聚集在坯体表面,使得釉层不能牢固的和坯体结合,甚至中间本身就存在了间隔层,那么一旦入窑烧制,必然会产生缩釉。
另外在工坊里面一定要注意油污,油污是坯体施釉过程中最大的敌人,油污的憎水性,会使得釉层不能和坯体完全结合,必然会产生缩釉。
(三)施釉在生坯过程中方式
在釉体施釉到坯体的过程中,一定要均匀,力度巧而弱,使得釉水中塑性粘土或者胶粘性物质,很好的附着于坯体。避免在施釉过程中,因釉体含有大量水分,导致坯体过于潮湿,从而使得釉体中的金属化合物不能均匀分布,甚至产生局部聚集,形成不对等的表面张力,续而产生缩釉情况。那么,进入吹釉房后,第一时间是洗手,避免油污,坯体需全方面除灰和完成补水工作,在施釉的过程中,我们常用的吹釉筒和喷枪,吹釉筒的施釉方法一种是借助空压机提供强气流带动吹釉筒中的釉体直接喷出,附着在坯体之上。用口吹釉的原理与其相似。这种用吹釉筒吹釉的方式,如果风门过大,釉体过稠或过稀都容易出现同一局部均匀度不同的现象,从而很容易产生缩釉。喷枪,也就是我们常使用的油漆喷枪,它能够使得釉体能够变成细粒度高的强雾化效果,这种喷枪施釉的效果是最为理想的,釉体分布均匀,坯体水分不过过于集中,因而不易产生缩釉情况。这里面,我就做过一种对比试验,同一种高温结晶釉,中度流动性,在吹釉筒吹釉的过程中,十件成品,缩釉会出现4-5件,主要原因就是釉体局部喷溅中产生富集从而形成缩釉。而利用喷枪进行施釉,10件成品中产生缩釉一般在2件上下,可见,利用不同的施釉工具,可以在一定程度上降低缩釉情况。
另外冬天和雨天,施釉一定要分次来进行,也就是说,普通施釉应该在5遍以上,而多种花釉的组合,普遍会在8-10遍,甚至更高。按照我的测量计算,一种釉施在普通生坯钵体上80件大小,一面就需要大概150-200毫升以上,而2到3种釉体,需要400-600毫升,加上两面和底部,一个普通的钵至少需要1000毫升以上的施釉量,相当于2-3瓶矿泉水的容积。对于高温颜色釉,如果釉体不厚,在高温氧化和还原条件下,大量的内部化合物会先于炉火发生反应,一部分被挥发,一部分发生变化,从而出现各种神奇的效果。如此,坯体很容易被水湿透,从而,导致坯面的釉不能正常附着,在坯体上流淌,使得釉性受到影响。因而,在冬天和雨天施釉,一定要注意分开施釉,一旦发现坯体湿透,承载能力有限,出现泡点,水痕等,就要停止施釉,进行处理,并放置等待干透,再继续施釉,因而,一个钵,往往需要几天的时间才能正常完成。所以做一个颜色釉作品,一定要有耐心,细心和巧心。

(四)生坯人为损坏问题
在施釉,翻转坯体和送坯到窑炉的过程中,很容易产生手纹,或者擦伤等,这种人为在釉面上上产生的划痕或者细微的破坏,并不会直接产生缩釉,当然如果划痕过深,深至坯体,那么一定会缩釉,因而出现了这种情况一定要及时补釉,正常情况下,一般组合型颜色釉,我们只补最上面的面釉,以保证色系和周边釉层正确反应。
可见,对于高温颜色釉陶瓷成型来说,我们要有个前提理念,没有容易出毛病的釉,只是没有掌握合适施釉方法以及处理方式。前面是多年下来对高温颜色釉的研究过程中,将自己多年所学的化学与矿物学经验与基础进行了充分的挖掘,从而对成型环节中的问题源头能够进行学术型探讨。请大家指正。