超硬砂轮修整机工艺原理
2012-09-25赵宏,张伟,贺凤宝,李明颖
赵 宏, 张 伟, 贺 凤 宝, 李 明 颖
( 大连工业大学 机械工程与自动化学院, 辽宁 大连 116034 )
0 引 言
随着制造业的飞速发展,对刀具的需求日益增加,因此用于修磨和制造高速钢刀具和硬质合金刀具的超硬砂轮的修整必然成为人们愈来愈重视的问题。超硬砂轮的表面几何形状和表面粗糙度是决定砂轮磨削性能的重要因素。超硬砂轮由超硬磨粒与结合剂组成。砂轮磨削时,其工作表面上的磨粒会逐渐磨钝而失去锋锐的磨削刃口;同时,磨粒的不均匀磨损和脱落,砂轮表面将失去正确的几何形状。因此对砂轮的修整包括修锐和整形两方面[1]。修整的目的是使砂轮具有足以保证被磨刀具达到要求的精度和质量,同时又要使修整后的砂轮具有较高的磨削效率和使用寿命[2]。
采用碳化硅砂轮用磨削法修整超硬砂轮,保证了修整后砂轮良好的磨削性及使用寿命[3]。由于使用软砂轮修整硬砂轮,在整形的同时也可起到修锐的作用,保证了修整的效率,但其无法对修整精度进行准确的控制。所以本文将在线检测技术应用在超硬砂轮修整上,通过CCD传感器采集图像后,利用软件的在线对比检测实现对超硬砂轮修整精度的控制。此手段在国内属于首次尝试,罕有相关文献。
1 应用在线检测技术的修整机构成
1.1 修整机总体布局
如图1所示,此砂轮修整机共分为五大执行机构:在线检测部分、工具砂轮部分、除尘部分、电器柜部分以及被修砂轮部分。
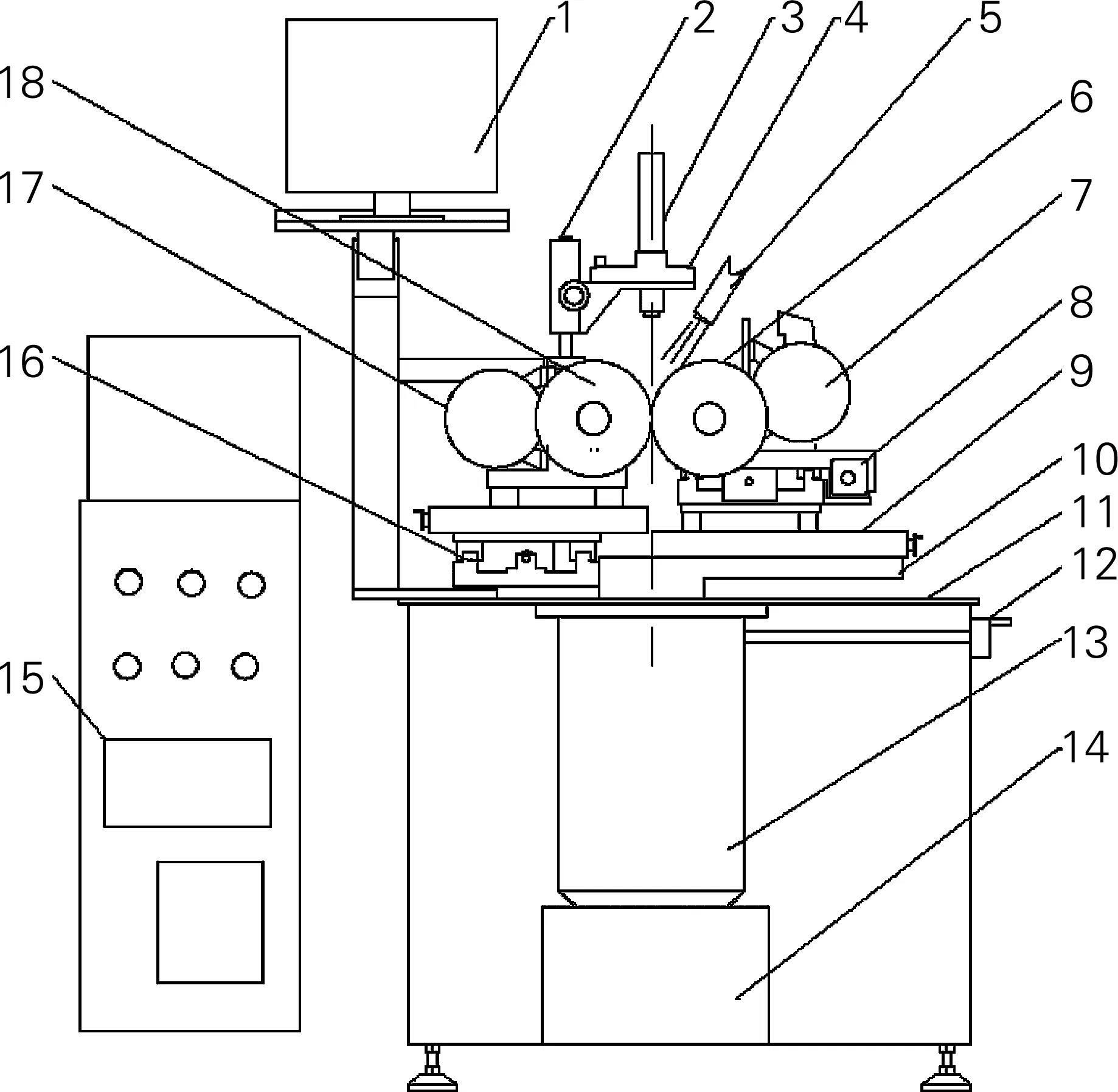
1.计算机显示器; 2.镜头支架; 3.CCD及镜头组件; 4.镜头微调支座; 5.风管; 6.碳化硅砂轮; 7.工具砂轮电机; 8.气缸; 9.工具砂轮双向导轨; 10.回转工作台; 11.床身; 12.涡轮蜗杆手轮; 13.密闭容器; 14.风机; 15.电器柜; 16.被修砂轮双向导轨; 17.被修砂轮电机; 18.被修砂轮
图1 修整机布局图
Fig.1 General drawing of dresser
1.2 修整机各个组成部分的功用
1.2.1 在线检测部分及修整机软件功能
首先由CCD及镜头组件采集工具砂轮与被修砂轮接触区域的图像,并传输到图像采集卡,再进一步传输到显示器软件界面的影像区。此软件为国内某软件公司开发,图像分辨率为1 μm,具有图像的采集、预处理、二值化、边缘检测及轮廓提取等功能,软件界面如图2所示。
检测软件共八大区域,其中检测区域有绘图功能、图形编辑功能、图形标注检测功能等。软件还有局部放大及全局图浏览区域,选择公制或英制的制式工具区域,显示影像的区域(该区域显示的图像为应用图像处理手段进行轮廓提取等操作之后的),显示结果的区域,菜单栏及快捷工具菜单栏。在修整机的调试阶段,需做到软件的十字刻线中心与工具砂轮的回转中心重合。在此基础上在不同的放大倍率下标定比例尺,修整机才可正常使用。
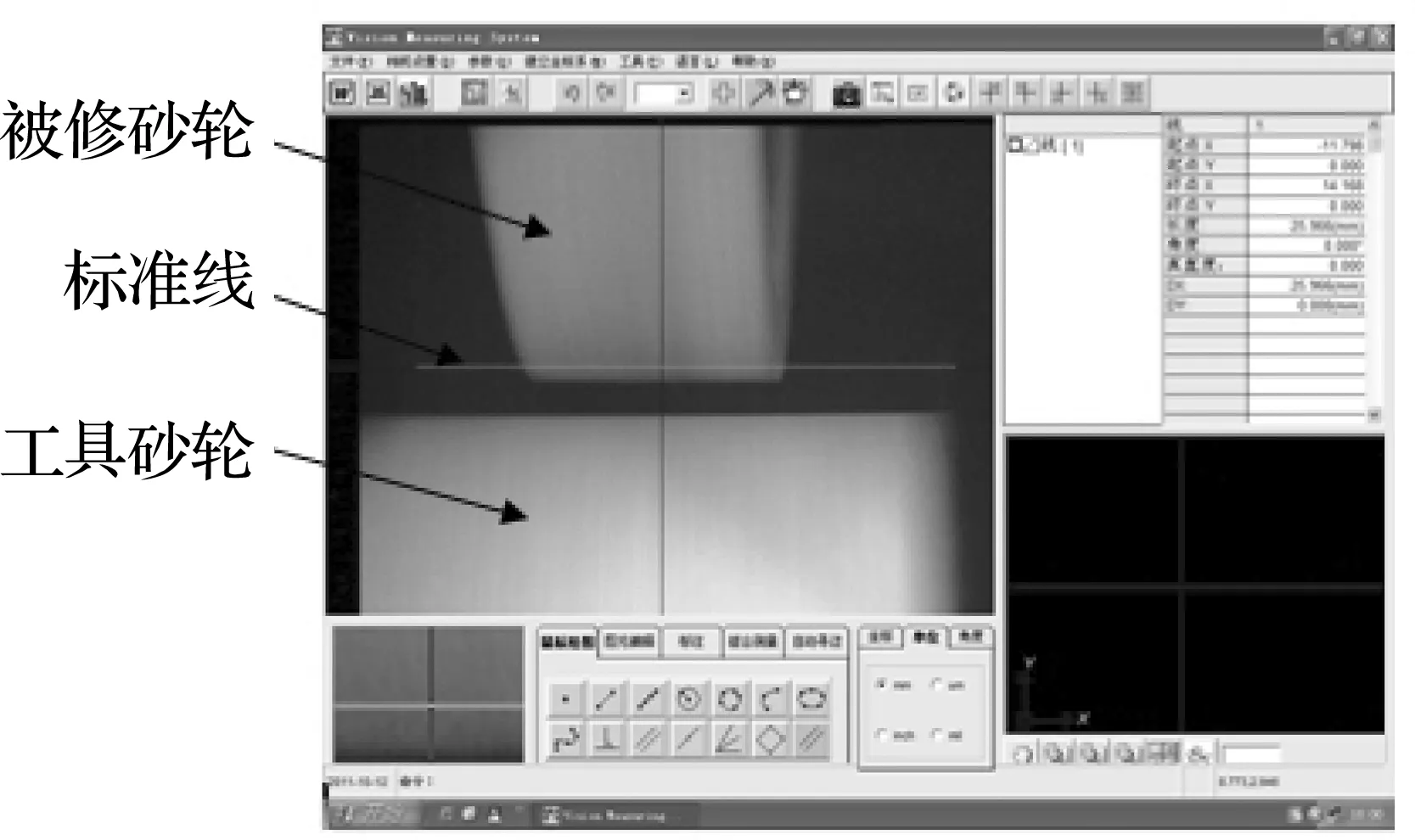
图2 修整机检测软件界面
1.2.2 被修砂轮部分及工具砂轮部分功能及其运动
此修整机修磨原理:使用检测软件绘制出需要的砂轮形状的标准曲线后,将采集来的被修砂轮图像与之相比较,磨去多余的部分。如图3所示,被修砂轮由可调速电机驱动实现转动,同时,由X、Y双向导轨实现被修砂轮的双向移动,以保证采集的被修砂轮轮廓与绘制的标准曲线的最大化重叠。而工具砂轮部分除了可调速电机带动主轴(碳化硅砂轮)转动外,还要通过工具砂轮双向导轨实现碳化硅砂轮的进给运动(Y′向)和直线往复运动(X′向),其中直线往复运动通过气缸带动并控制其速率和往复行程。此外工具砂轮部分还要通过由蜗轮蜗杆带动的回转工作台实现回转运动,从而实现对角度砂轮及圆弧砂轮的修整。
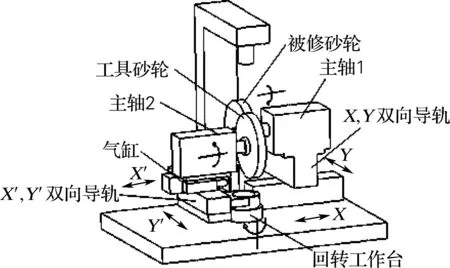
图3 修整机主要运动图
1.2.3 修整机控制系统及除尘部分功能介绍
修整机的控制系统主要从安全及修整效果角度考虑,比如说各个组成部分开机时的启动顺序,按最优的先启动风机再启动其他,关机时先关闭其他最后关闭风机。修整机进给依靠手轮手动进给。除尘部分功能的实现是先通过连接密闭容器的离心风机抽风,通过风管风再吹向工具砂轮和被修整砂轮接触部位,吹动灰尘颗粒通过工作台中心孔进入密闭容器的灰尘布袋内,从而形成除尘部分的循环。
2 修整砂轮模板的建立
2.1 砂轮的分类
待修整砂轮根据其形状分类,大致分为:圆柱形砂轮;圆弧形砂轮;角度形砂轮;碗形砂轮。在实际生产中,圆弧砂轮是较难修整的砂轮,根据不同实际应用,会有两段圆弧、三段圆弧以及多段圆弧的修整需要。下面以三段圆弧砂轮为例,具体介绍怎样建立应用在线检测技术砂轮修整机的修整模板。
2.2 圆弧形砂轮修整模板的建立
修整机在修整几种典型的砂轮时,对于圆弧形砂轮的修整极具代表性。下面就以建立圆弧砂轮的修整模板为例,介绍修整机的使用方法。
对于圆弧砂轮的修整,本修整机是采用拟合切线的方法来实现的。如图4所示,首先在软件中绘制理论曲线(图中粗线部分),三段圆弧分别以1,2,3点为中心R1,R2,R3为半径。然后通过被修整砂轮的双向导轨,在X,Y方向上调整使被修砂轮与理论曲线尽量重合,并使软件的十字刻线中心与半径最大的圆弧中心重合。再通过工具砂轮的蜗轮蜗杆副调整工具砂轮的起始点调整双向导轨中的Y′向手轮实现进给,且工具砂轮通过气缸带动可实现在X′方向的往复运动。在Y′方向的进给完成后,通过X′向的往复运动与围绕1点的回转运动可实现由数条切线形成的圆弧,如图4中所示磨去多余的部分,直到被修砂轮的外形与理论曲线重合,再修磨下一段圆弧,修圆弧顺序按曲率半径由大到小依次修整。如图中先修整R1,再修整R2,最后修整R3。
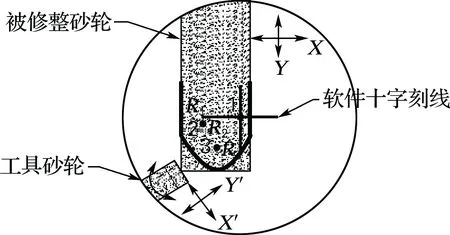
图4 修整圆弧形砂轮
3 修整机修整精度
目前,对此修整机做了初步的修整精度试验。对树脂结合剂、粒度为170#(用筛选法分级,粒度号以磨粒通过的筛网上每英寸长度内的孔眼数来表示)、浓度为100(浓度100的定义是:在1立方英寸体积内有72克拉磨料)的圆柱金刚石砂轮进行修整,工具砂轮为碳化硅砂轮粒度为80#。在修整中工具砂轮与修整砂轮要有一定的速度差,修整后选择触针式轮廓仪对砂轮形状精度进行检测。当进给为20 μm/次,转速比为4∶1时形状精度可达10 μm;当进给10 μm/次,转速比为5∶1时其形状精度可达到9 μm,且随着进给量的减小其精度会不断提高。此修整机整形精度可达微米级。其他修整设备修整误差一般都在几道以上,在精度方面有了进一步的提高。
4 结束语
本文研究介绍了应用在线检测技术的砂轮修整机的工艺原理及其实际修整圆弧砂轮的修整模板。为超硬砂轮的修磨提供了专用的手段,结合视频采集技术,实现了在线检测式修磨,对于砂轮修整精度的掌控提供了有效的手段。其修整精度可达微米级。
[1] 段明扬,王子文,杨玲. 硬质合金刀具刃磨[M]. 北京:机械工业出版社, 1990:66-71.
[2] 陈玉华,任敬心,康仁科. 金刚石砂轮的整形与修锐试验研究[J]. 机械, 1993, 20(3):12-16.
[3] ZHANG Xiaofu, LU Anxian, WANG Yu. New vitrified bond diamond grinding wheel for grinding the cyli-nder of polycrystalline diamond compacts[J]. Science, 2007, 23(5):672-676.
