淀粉基复合型高吸水材料的制备
2012-09-25谭凤芝,徐同宽,李沅,曹亚峰,祝立锋
谭 凤 芝, 徐 同 宽, 李 沅, 曹 亚 峰, 祝 立 锋
( 大连工业大学 轻工与化学工程学院, 辽宁 大连 116034 )
0 引 言
淀粉类高吸水性树脂除具有一般高吸水性树脂的吸水容量大、吸水速度快及保水能力强等优点外,还具有生物可降解性,具有广阔的应用前景[1-2]。但此类吸水材料大量推广应用,尤其是在农林行业的应用,迫切需要降低材料的原料成本、改善材料的耐盐性和提高材料吸水后的凝胶强度等[3]。利用带有活性功能基团的天然价廉黏土类矿物(蒙脱石、高岭土、凹凸棒石等)与吸水基体复合制备吸水材料,既可降低吸水材料合成的原料成本[4],又能改善材料吸水后的凝胶强度与耐盐性[5],是制备综合性能优良的复合吸水材料的有效途径。作者以玉米淀粉、丙烯酸、高岭土为主要原料,制备了复合型淀粉基高吸水树脂。
1 实 验
1.1 材 料
丙烯酸,沈阳新兴试剂厂;过硫酸钾,北京化学试剂三厂;亚硫酸氢钠、N,N′-亚甲基双丙烯酰胺,天津市科密欧化学试剂开发中心;以上试剂均为分析纯。高岭土(6 000目),上海冬建化工有限公司;玉米淀粉,河北华辰淀粉糖有限公司。
1.2 复合吸水材料的制备
在三口烧瓶中加入定量的玉米淀粉、去离子水,搅拌均匀,升温糊化20 min。待淀粉糊化完全后,添加高岭土均匀混合,降温,通氮,加入预先称量好的引发剂,搅拌15 min,加入单体丙烯酸(已用计量氢氧化钠中和至所需中和度并冷却至室温)、交联剂N,N′-亚甲基双丙烯酰胺,搅拌升温至反应温度,聚合反应结束后将产物取出,用无水乙醇脱水,树脂在60 ℃真空烘箱内烘干至恒重,粉碎,得到复合吸水材料。
1.3 产物吸液能力的测定
采用自然过滤法测定树脂的吸液能力。准确称取高吸水性树脂m1,加入足量的蒸馏水、自来水或生理盐水,待吸足水后,将树脂倒入到140目的分析筛中,0.5 h后不再有水透过时,称量分析筛中吸水后的树脂的质量为m2,则树脂吸液倍率Q=(m2-m1)/m1。式中,Q为吸液率,g/g;m2为吸水后树脂质量,g;m1为吸水前树脂质量,g。
2 结果与讨论
2.1 单体用量比对产物吸液率的影响
单体用量比对吸水性树脂吸水性影响比较显著。固定其他条件不变,考察单体丙烯酸的用量对产品吸液性能的影响如图1所示。由图1可知,当m(AA)∶m(starch)=6 时,树脂吸液率达到最大。在所选取的丙烯酸用量范围内,树脂吸液倍率先是随着丙烯酸用量增大而增加,但当丙烯酸用量过大时,树脂吸液倍率随之减小,这说明单体丙烯酸含量的多少直接影响接枝共聚产物所含亲水基团的多少。丙烯酸用量太少,接枝共聚反应不完全,单位淀粉骨架上接枝的亲水链较少,从而影响了产品的吸水性能;而丙烯酸用量过大,发生丙烯酸自聚的几率偏高,形成的均聚物链节缠绕紧密,从而影响产品的吸液能力。
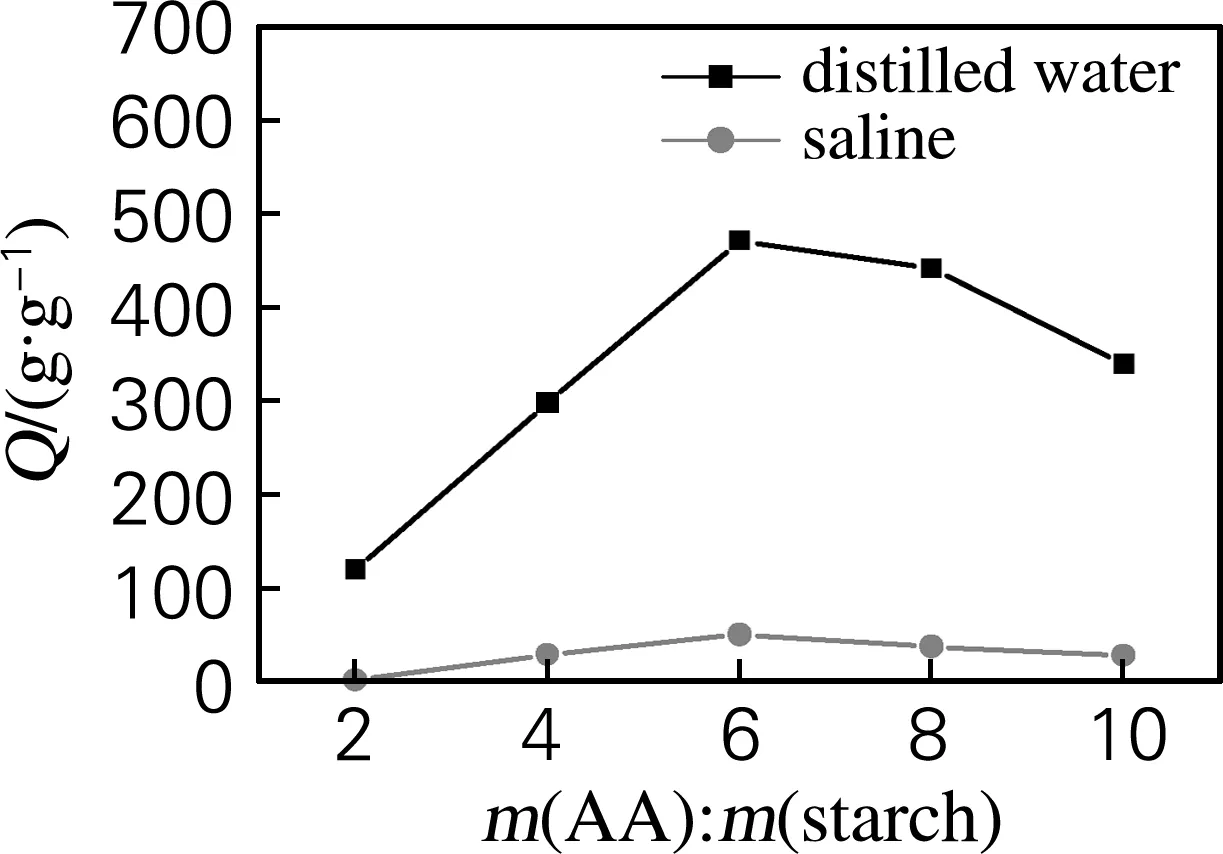
图1 丙烯酸用量对产物吸液能力的影响
2.2 高岭土用量对产物吸液率的影响
在硅酸盐矿物中,Al3+取代部分Si4+而使层间带上一定量的负电荷,可以吸附部分盐离子。将硅酸盐矿物引入吸水树脂的合成中,可以增大网络内外的渗透压,从而提高吸水树脂的吸盐水率。选用高岭土为添加剂,固定淀粉及其他反应物的用量。由图2可见,m(kaolin)∶m(starch)=0.3时得到的树脂吸水量最大,其最大吸水倍率为469 g/g。在树脂中适量添加高岭土,由于其表面存在许多羟基和活性点,可以适当提高树脂的抗盐能力。随着高岭土的加入,产物的吸盐水倍率可以由34 g/g提高至51 g/g。但若高岭土添加过量,树脂中淀粉接枝丙烯酸的比例变小,亲水保水性能下降,而且由于高岭土的结晶,树脂交联度增加,分子链难于扩展,吸水性降低。因此,选择m(kaolin)∶m(starch)=0.3。
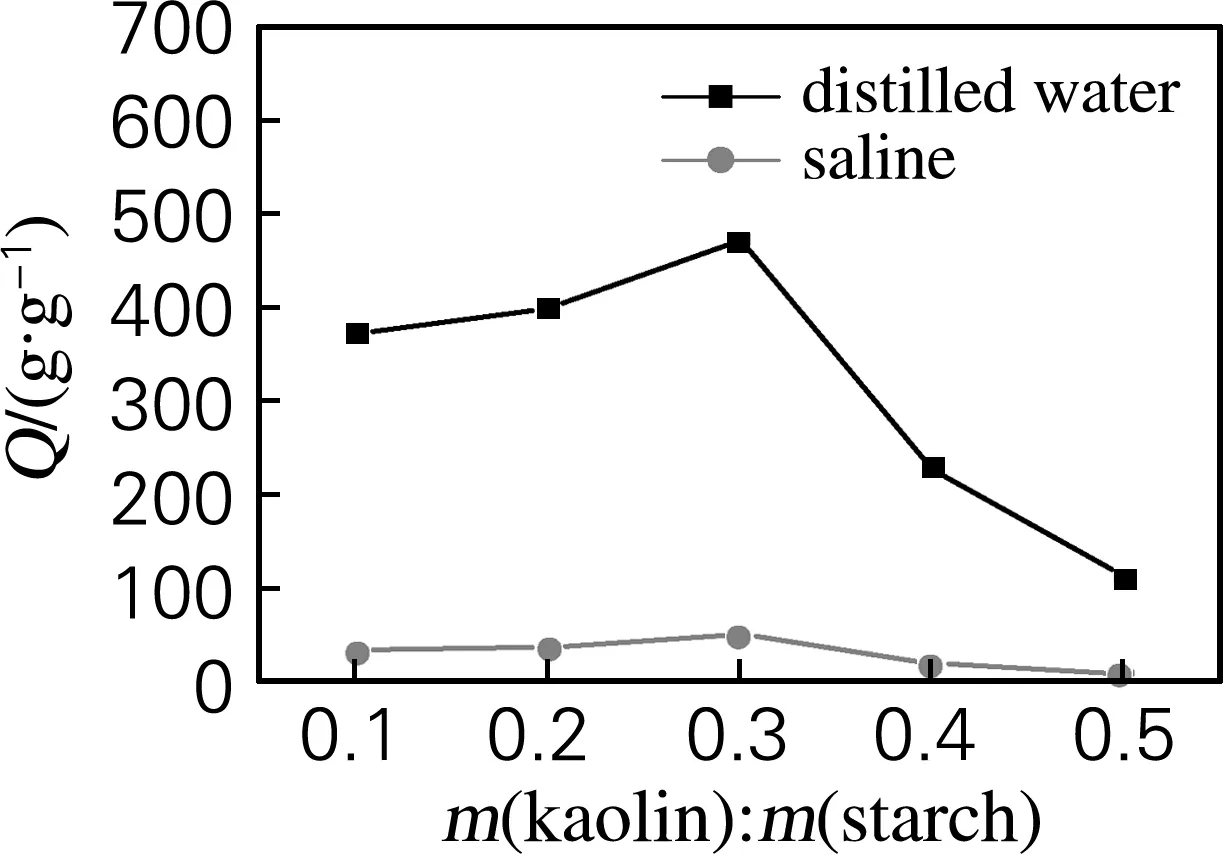
图2 高岭土用量对产品吸液能力的影响
Fig.2 Effect of kaolin consumption on water absorption
2.3 引发体系配比对产物吸液率的影响
接枝淀粉的制备大多是以自由基聚合的方式进行。首先是由引发剂分解产生的自由基攻击淀粉大分子链,在淀粉大分子链上形成活性部位,然后引发乙烯类单体在其上接枝聚合。引发剂的选择,对形成的初始自由基的结构、引发速率、接枝聚合反应时间都有明显的影响。
由实验确定最佳引发剂为过硫酸铵-亚硫酸氢钠氧化还原引发体系。由图3可见,当亚硫酸氢钠与过硫酸铵摩尔比为3时,树脂的吸水倍率最大。随着亚硫酸氢钠与过硫酸铵比例的增加,树脂的吸水倍率先升高而后降低。这是因为体系中亚硫酸氢钠比例低时,其还原作用较弱,因氧化还原反应产生的自由基的生成速率较慢,体系中

图3 引发体系配比对产品吸液能力的影响
Fig.3 Effect of initiator composition on water absorption
自由基浓度较低,聚合反应不完全。而亚硫酸氢钠的比例太大,体系中未反应的亚硫酸氢钠浓度较高,与生产的自由基反应的几率增大,同样使得体系中自由基浓度下降,树脂的吸水倍率下降。
2.4 引发剂的用量对产物吸液率的影响
引发剂的用量对反应的影响也是一个决定性因素。由图4可知,当引发剂与淀粉的质量比为0.015 时,产品的吸液能力最强。当引发剂与淀粉质量比小于0.015时,随着引发剂用量的减少,产生的活性中心少,基材上接枝点少,不利于形成有效网络,吸水性会随之减小。但当引发剂与淀粉的质量比大于0.015时, 由于引发剂量较多,产生的活性中心多,链终止速率也随之增加,对链增长不利。引发剂用量增加,形成的接枝链较短,分子质量小,水溶性增大,从而使吸水率下降。

图4 引发剂用量对产品吸液能力的影响
Fig.4 Effect of initiator consumption on water absorption
2.5 交联剂用量对产物吸液率的影响
为了防止树脂在吸水时发生溶解,往往在吸水树脂合成时加入定量的交联剂,使分子链间发生交联,形成网状结构。使用N,N′-亚甲基双丙烯酰胺作为交联剂,考察交联剂的用量对产物吸液能力的影响。由图5可以看出,m(MBA)∶m(AA)=0.001时,树脂的吸水倍率最大,最大吸水(去离子水)倍率可达607 g/g。

图5 交联剂用量对产品吸液能力的影响
Fig.5 Effect of cross linker consumption on water absorption
2.6 反应温度对产品吸液率的影响
考察反应体系温度对产品吸液性能的影响如图6所示。当反应温度为85 ℃时,产物的吸液倍率最大。当反应温度太低时,单体转化率较低,表现出产物的吸水能力不高;温度过高,会导致接枝物的分子质量降低,交联度太大,网络扩张度减小,因此吸水量降低。
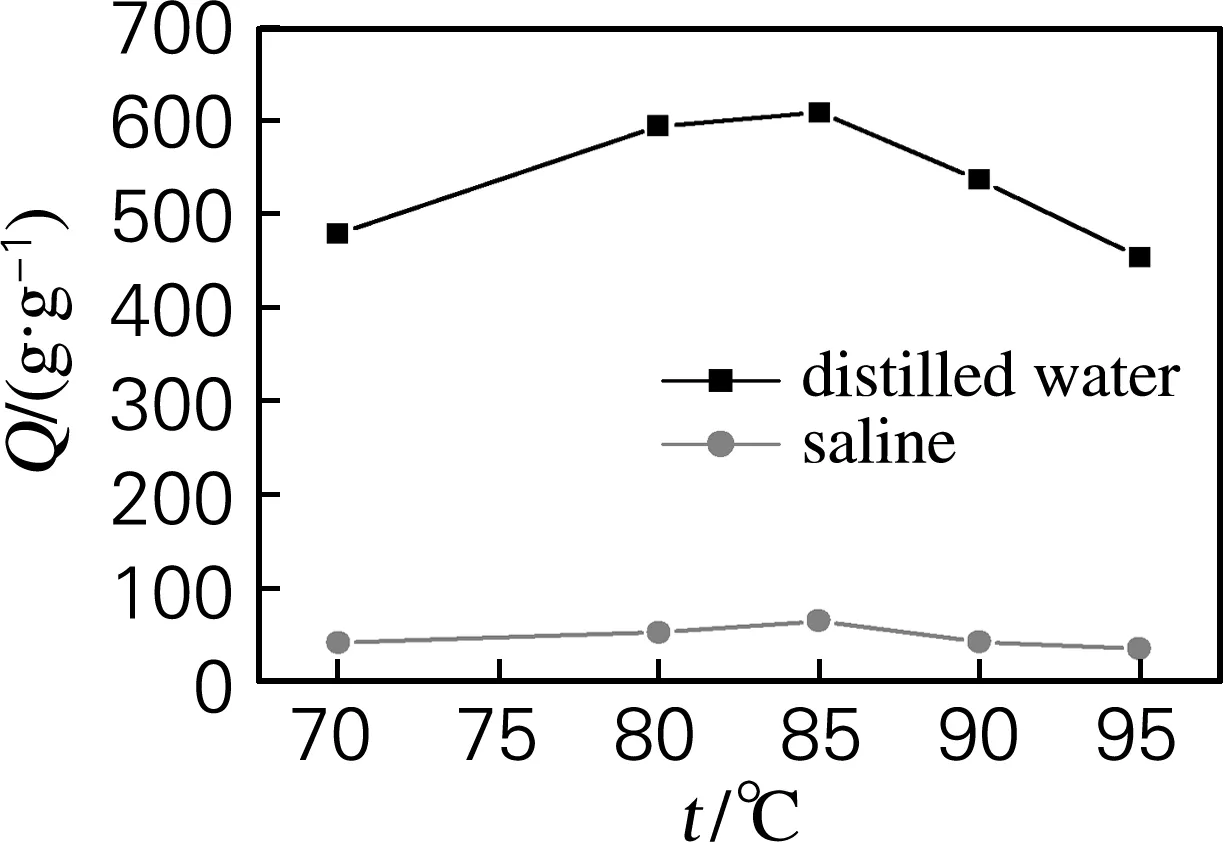
图6 反应温度对产品吸液能力的影响
3 结 论
以玉米淀粉、丙烯酸、高岭土为主要原料,在水溶液体系中进行接枝共聚制备复合吸水材料,反应条件温和,合成工艺简单,原料成本低,与环境有很好的相容性,制备的树脂吸水倍率较高,利于工业化应用。
[1] LIN Jianming, WU Jihuai, YANG Zhengfan. Synthesis and properties of poly(benzyl acrylate acid)/montmorillonite superabsorbent composites[J]. Polymer and Polymer Composites, 2001, 9(7):469-471.
[2] 谭凤芝,赵斐,刘兆丽. 淀粉基高吸水树脂的微波辐射合成[J]. 大连轻工业学院学报, 2006, 25(3):208-211.
(TAN Feng-zhi, ZHAO Fei, LIU Zhao-li. Synthesize of starch super absorbent resin by microwave radiation[J]. Journal of Dalian Institute of Light Industry, 2006, 25(3):208-211.)
[3] 余丽秀,张然,孙亚光,等. 丙烯酸盐/高岭土/淀粉复合高吸水材料制备[J]. 矿产保护与利用, 2007(1):15-19.
[4] WU Jihuai, WEI Yueling, LIN Jianming, et al. Study on starch-graft-acrylamide/mineral powder superabsorbent composite[J]. Polymer, 2003, 44(21):6513-6520.
[5] 张小红,崔英德,张维刚,等. 聚丙烯酸钠/蒙脱石复合高吸水性树脂的合成与性能[J]. 高分子材料科学与工程, 2005,21(1):88-91.
