提高某金矿浮选回收率的试验研究
2012-09-23王奉刚肖松文
潘 炳,王奉刚,肖松文
(长沙矿冶研究院有限责任公司,湖南长沙 410012)
提高某金矿浮选回收率的试验研究
潘 炳,王奉刚,肖松文
(长沙矿冶研究院有限责任公司,湖南长沙 410012)
针对某金矿浮选回收率低的问题,开展了浮选工艺条件优化试验研究,确定了最佳工艺条件及药剂制度,在原矿品位3.54 g/t的情况下,闭路流程试验获得了金精矿金品位46.14 g/t,回收率90.91%的好指标,回收率比生产现场指标提高了约7%。
磨矿细度;调整剂;混合药剂
某金矿位于甘肃省岷县,现有一个300 t/d选矿厂,采用二段闭路磨矿—浮选(一粗两精两扫)的选矿工艺流程,最终磨矿细度-0.074 mm 90%。目前实际生产技术指标为:原矿金品位2.7~3 g/t,精矿金品位53 g/t,金回收率84%左右,回收率不太理想,另外采用水玻璃做调整剂,尾矿过滤困难。鉴于此,本文开展了浮选工艺的优化试验,以此为该矿新建2 000 t/d选矿厂提供参考依据。
1 试样性质及设备
1.1 试样的物化性质
矿样化学多元素成分分析结果见表1,金的化学物相分析见表2。从表1、2中可以看出:矿石中可供选矿回收的有益元素是金,品位为3.54 g/t;锑可作为综合回收的对象,而银、铅、锌、铜等有价金属均含量太低,没有回收价值;需要选矿排除的组分主要是SiO2,其次为Al2O3、CaO,三者含量合计为69.35%。矿石中单体金和裸露金含量很低,金主要呈包裹体嵌布在金属硫化物和氧化矿物中,二者分布率合计约92.0%。

表1 矿样化学多元素分析结果%
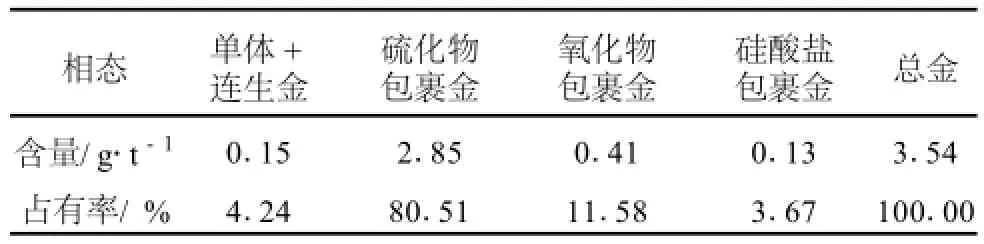
表2 矿石的金化学物相分析结果
1.2 试验药剂和设备
试验主要使用设备:XMB棒磨型球磨机、XFD2系列浮选机。试验所用药剂见表3。

表3 试验所用试剂一览表
2 粗选条件试验
2.1 磨矿细度试验
磨矿细度是影响浮选效果的关键因素。在碳酸钠2 000 g/t,硫酸铜200 g/t,丁基黄药150 g/t,丁铵黑药30 g/t,2#油150 g/t,浮选时间6 min的情况下,进行了磨矿细度条件试验,试验结果如图1所示。
从图1结果可以看出,随着磨矿细度增加,金的浮选回收率逐渐增加,而金粗精矿品位先升高后降低。当磨矿细度为-0.074 mm 84.6%时,金回收率86.66%,金品位18.59 g/t,较为理想,因此磨矿细度确定为-0.074 mm 84.6%。
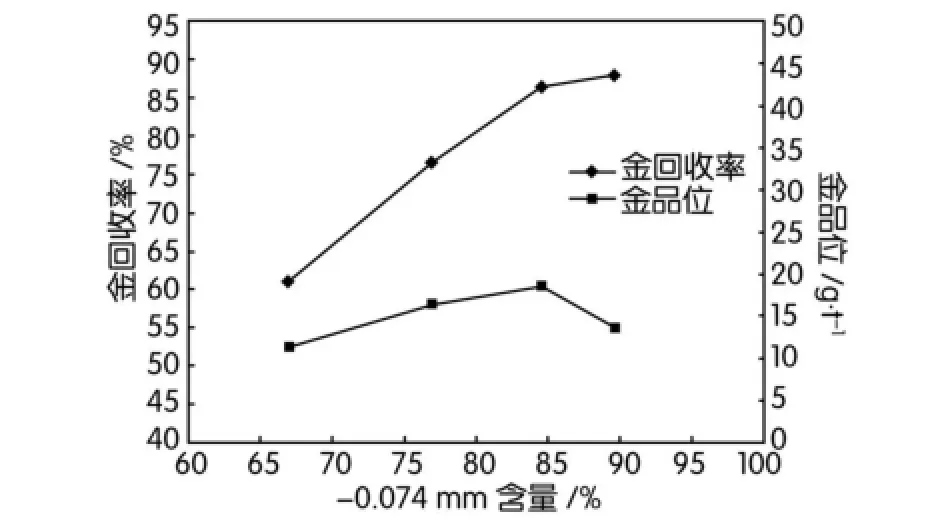
图1 磨矿细度浮选试验结果
2.2 调整剂碳酸钠用量试验
在磨矿细度-0.074 mm 84.6%,硫酸铜200 g/t,丁基黄药150 g/t,丁铵黑药30 g/t,2#油150 g/t,浮选时间6 min的情况下进行碳酸钠用量条件试验,结果如图2。

图2 碳酸钠用量试验结果
由图2结果可知,在试验用量范围下,随着碳酸钠用量的增加,粗精矿金品位与回收率都呈增加趋势,但增加幅度较小,综合考虑,碳酸钠用量以2 000 g/t为最好,此时金回收率82.83%,金品位19.34 g/t。
2.3 活化剂种类及用量试验
活化剂可以强化目的矿物浮选活性,消除矿浆中有害离子,提高捕收剂的捕收效果。在磨矿细度-0.074 mm 84.6%,碳酸钠2 000 g/t,捕收剂丁基黄药150 g/t,丁铵黑药30 g/t,2#油150 g/t,浮选时间6 min的情况下进行了活化剂硫酸铜和硝酸铅对比以及混合使用试验,试验结果见表4。
从表4结果可知,混合使用浮选效果明显比单一使用硫酸铜或硝酸铅效果好。当硫酸铜用量200 g/t、硝酸铅用量150 g/t时,粗精矿金回收率最高,为90.21%。因此,活化剂及用量确定为硫酸铜200 g/t、硝酸铅150 g/t。
2.4 捕收剂种类及用量试验
在磨矿细度-0.074 mm 84.6%,碳酸钠2 000 g/t,硫酸铜200 g/t,硝酸铅150 g/t,丁铵黑药30 g/t,2#油150 g/t,浮选时间6 min的情况下进行了丁基黄药、Y89以及丁基黄药与丁铵黑药混合用药试验,丁基黄药及Y89用量试验见图3,丁基黄药及丁铵黑药混合用药试验结果见表5。

表4 活化剂种类及用量试验结果

图3 丁基黄药及Y89用量试验结果

表5 丁基黄药/丁铵黑药混合用药试验结果
从图3及表5试验结果可知,丁基黄药与Y89用量相同时,金回收率相近,而金品位丁基黄药用药效果明显优于Y89,因此选择丁基黄药做捕收剂。此外,丁基黄药与丁铵黑药混合用药效果优于丁基黄药及Y89单一用药效果,在丁铵黑药用量一定的情况下,随着丁黄药用量增加,金回收率先升高后降低,当其用量150 g/t时,金品位及回收率结果都最为理想。因此,丁基黄药用量选择为150 g/t,丁铵黑药30 g/t。
2.5 2#油用量试验
在磨矿细度-0.074 mm 84.6%,碳酸钠2 000 g/t,硫酸铜200 g/t,硝酸铅150 g/t,丁基黄药150 g/t,丁铵黑药30 g/t,粗选时间6 min的情况下进行了2#油用量试验,试验结果见图4。

图4 2#油用量试验结果
从图4结果可知,2#油用量对金精矿品位影响显著,随着2#油用量的增加,粗精矿金品位逐渐下降。当2#油用量为100 g/t时,金的品位25.14 g/t,回收率达91.44%,结果最为理想,因此,2#油的最佳用量为100 g/t。
3 闭路试验结果
在条件试验基础上,采用最佳工艺条件进行了浮选闭路流程试验。具体工艺流程及药剂制度见图5,试验结果见表6。
由表6试验结果可知,在原矿金品位3.2 g/t的情况下,通过一粗三精两扫,闭路试验得到了精矿金品位46.14 g/t、回收率90.91%,尾矿金品位0.29 g/t的好指标,金回收率明显优于目前生产指标。

图5 闭路试验流程图

表6 闭路试验结果
4 结 论
1.该金矿中金主要呈包裹体嵌布在金属硫化物和氧化矿物中,二者分布率合计约92%。
2.对于该金矿,捕收剂及活化剂混合用药能明显提高金的回收率。在浮选最佳工艺流程及相应的药剂制度下(一粗三精两扫,磨矿细度-0.074 mm 84.6%、碳酸钠2 000 g/t、硫酸铜200 g/t、硝酸铅150 g/t、丁基黄药100 g/t、丁铵黑药15 g/t、2#油50 g/t),闭路试验获得了精矿金品位46.14 g/t、回收率90.91%,尾矿金品位0.29 g/t的好指标,不仅金回收率明显优于现场生产指标,而且药剂消耗明显降低。
[1] 聂光华,刘春龙.微细粒金矿石选矿试验研究[J].矿业快报, 2006,22(10):22-24.
Abstract:In order to increase the flotation recovery rate of gold,the process optimizing experiment was carried out for a gold ore.The optimization process parameters and reagent system were determined.The grade and recovery reached to 46.14 g/t and 90.91%respectively in the closed-circuit flotation test under optimization conditions when the gold grade in raw ore is 3.54 g/t.The recovery increased 7 percentage units compared to the commercial operation.
Key words:grinding fineness;adjustment agent;mixed reagent
Experimental Study on Improving the Flotation Recovery Rate in a Gold Mine
PAN Bing,WANG Feng-gang,XIAO Song-wen
(Changsha Research Institute of Mining and Metallurgy Co.,Ltd,Changsha410012,China)
TD92
A
1003-5540(2012)03-0008-03
2012-03-20
潘炳(1982-),男,助理工程师,主要从事矿物加工及有色金属冶金工作。