包装机内袋成型机构的设计及理论分析
2012-09-15邓援超
邓援超,陈 华
(湖北工业大学机械工程学院,湖北 武汉430068)
包装袋翻边成型机构是包装机械的重要组成部分.常见包装机成型机构的翻边成型方式包括:连续导轨翻边成型、渐变导轨翻边成型、导向轮翻边成型等[1].不同的翻边整形方式分别针对不同包装袋的翻边要求,但从现有的文献来看,尚无就包装袋的渐变导轨翻边成型装置进行的理论分析.
1 渐变导轨翻边成型装置工作原理
渐变导轨翻边成型装置主要由导向机构、牵引机构、成型机构和固定压平机构等组成[2],其中的关键机构为成型机构.在包装袋翻边成型过程中,首先导向机构将待翻边的包装袋导入成型机构的入口处,接着牵引机构抓住袋子中间位置,沿着导轨方向,经过成型机构进行多次渐变.成型机构设计中,通常使用渐变整形机构有两次渐变导轨翻边和四次渐变导轨翻边[3],本文以常用的四次渐变为例进行分析.在四次渐变的成型机构中,每次渐变角度呈45°,在经过翻边的袋子退出导轨时,两侧边翻起接近180°,最后通过压平机构定型,从而完成全部翻边整形的动作[2].整个翻边整形过程中,主动拉力、渐变角度、渐变次数以及内袋运动速度等因素影响翻边成型的效果.
四次渐变翻边机构,每次渐变45°(图1).渐变的顺序程度与斜边角度α1,α2,α3,α4有关,而α1,α2,α3,α4的确定分别与ι1,ι2,ι3,ι4,h1,h2,h3,h4有关.斜边角度α为ι与h的夹角.同时,倾斜角α1,α2,α3,α4的确定取决于袋子的材料性质和袋子运动的速度.塑料薄膜袋和硬纸质袋子在同一成型机构中,硬质纸袋更容易实现高效翻边.塑料薄膜材料的袋子使用的塑料薄膜较为柔软,在翻边整形过程中,容易变形,因此倾斜角α1,α2,α3,α4须通过具体的材质来确定.
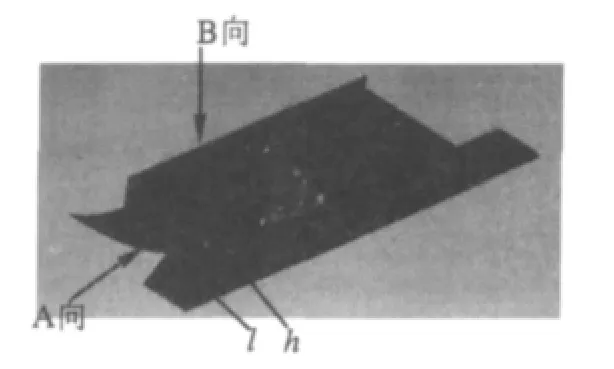
图1 包装机成型机构
2 渐变导轨的分析

图2 包装机成型机构A向示意图
如图2所示,已知要求内袋要能顺利通过成型机构,使得内袋翻边(180°翻边),因此要求导轨间隙δ1、δ2、δ3不宜过小,否则待翻边的包装袋可能出现卡死状态.例如:塑料薄膜袋的厚度为0.06mm,纸袋厚度为0.06mm,塑料薄膜与纸的双层袋的厚度为0.06+0.06=0.12(mm),但δ1、δ2、δ3绝对应比上述厚度大.间隙的大小与袋子的材质、成型机构的制作精度和表面光洁度有关,需通过试验确定.
3 主动力分析
如图3所示:F为主动拉力,S为袋子翻边折痕到袋子中心的距离.包装袋材料的力学性质,与渐变角度(α1,α2,α3,α4),以及包装袋的运动速度V之间存在联系.主动拉力F主要受渐变角度α1,α2,α3,α4以及袋子运动速度V影响.尺寸由袋子的袋口大小决定.在不影响翻边效率的基础上,应选择合适的S.一般来讲,S的值越小,翻边成型的效率越高,效果越好.
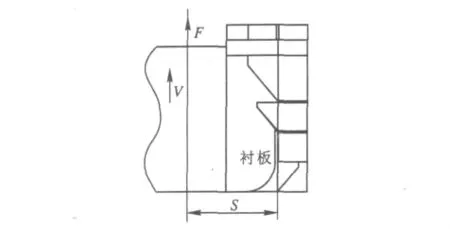
图3 包装袋B向受主动拉力过程示意图
4 渐变角度分析
图3、4中:α为渐变角,β为倾斜斜边与Z轴的夹角.
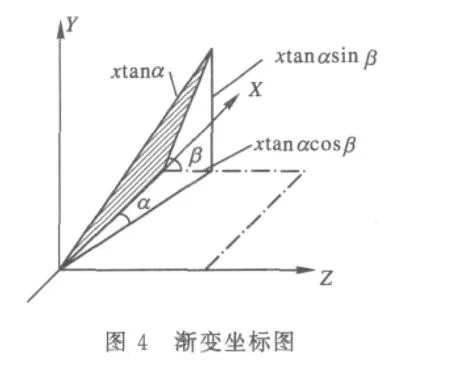

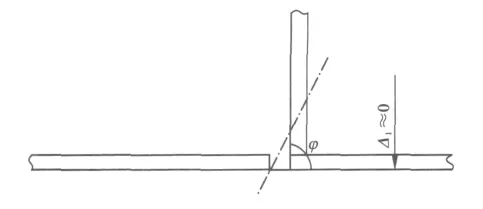
图6 β=90°时内袋与渐变导轨的夹角
而

当β=90°时,如果忽略渐变板的厚度,

因此

将式(1)对x求导可得:

由
可知:随着x值越大越小.因此,当x∈ [0,l]时,可以得到x=0时的极值.
当β=45°时,

由式(3)可得出

式(4)两边对x求导可得
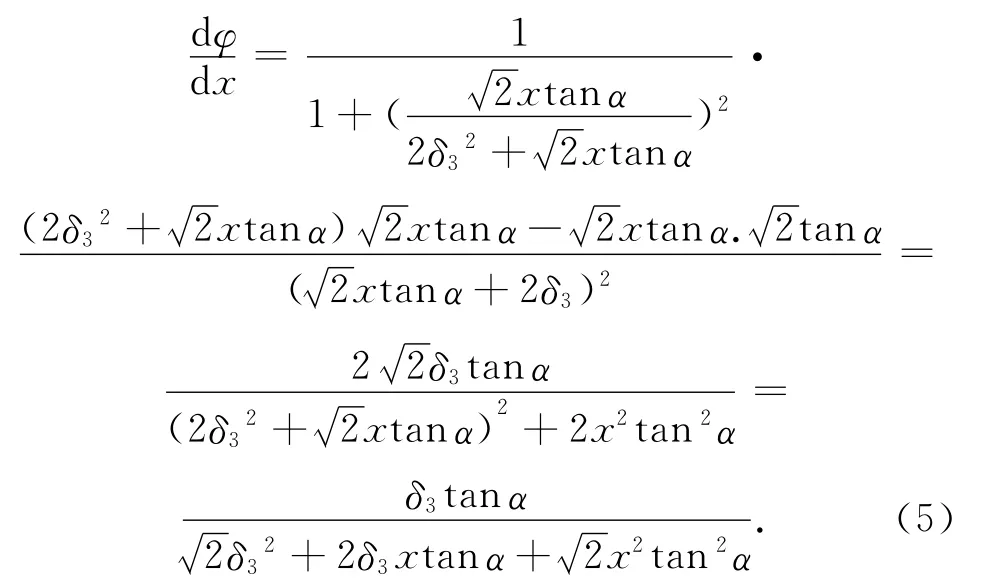
由式(5)可知:随着x增大逐渐减小.因此,当x∈[0,l]时,可以得到x=0时的极值:

综上所述,同样在x=0处,出现了角度变化的最大值,同时此处受力最大,也限制了包装袋的运动速度v.而渐变程度的最大值与渐变角度α和δ3有关.
当α增大,δ3减小时增大;当α减小,
因此,δ3值既不能太小也不能太大,应该使δ3先大,然后变小,衬板设计如图7所示,即δ3从逐渐变为
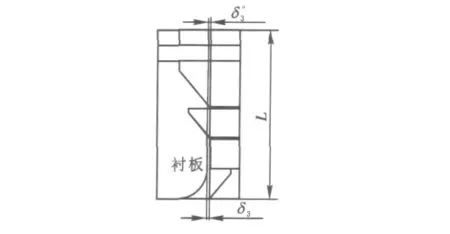
图7 B向示意图
5 结论
使用四次渐变导轨整形机构,经过反复的试验,该机构可以顺利而准确地将包装袋翻边成型,满足包装袋包装过程中翻边整形的一般要求.经过试验可知,四次渐变整形机构对于小翻边具有极大优势,而对于大翻边,由于其总长l很大,因此使用导向轮翻边更为合适.
[1]许林成.包装机械[M].长沙:湖南大学出版社,1989.
[2]孙凤兰,马喜川.包装机械概论[M].北京:印刷工业出版社,2005:233-234.
[3]潘松年,戴宏民,许文才.包装工艺学[M].北京:印刷工业出版社,2007.
