五轴在线气门油封自动压装机系统设计
2012-08-26卢立军陶东凯马玉刚
卢立军,陶东凯,赵 亮,马玉刚,王 琪
LU Li-jun, TAO Dong-kai, ZHAO Liang, MA Yu-gang, WANG Qi
(北京机械工业自动化研究所,北京 100120)
0 引言
气门油封是汽车发动机缸盖上的一个重要元件,它的装配精度对发动机的性能具有较大影响,尤其是气门油封的装配深度,如果气门油封没有装好容易造成机油进入发动机燃烧室,会造成发动机运行时冒黑烟,使发动机的动力性能下降,等一系列问题。
通常气门油封的装配有两种方式:1)装配工通过工装来装配;2)通过设备进行压装,目前大多发动机生产厂家都采用人工压装。人工装配效率低,质量更难以保证,为解决这一问题,08年我单位为某发动机生产厂家设计了一条缸盖装配线,该线上配置了一台全自动气门压装机,该设备自投产两年多来一直稳定运行,受到了该厂家的好评。
1 设备主要组成部分
该压装机(如图1所示)主要由以下六部分构成。
1)自动上料、直线输送机构;
2)进、排气门油封分时送料机构;
3)缸盖翻转机构;
4)压头变位机构;
5)压头前后移动机构;
6)压头上下移动机构(即压装机构)。
其中2)~6)部分均采用三菱伺服控制系统QD75定位模块、J2S系列驱动模块和HCSFS系列伺服电机构成。
2 设备主要功能
1)震动料斗对料斗内进气门油封、排气门油封姿态自动调整及输送 ,对于姿态不正的油封在进入直线料道前已被设备上料机构剔除掉。
2)取料机构分时取8个进气、排气门油封等待压装机构取料,8个油封一次送到压头取料位,压头一次取8个油封,即进气门8个油封和排气门8个油封均一次压装完成提高了工作效率,同时取料机构采用伺服控制保证取料、送料精确定位。
3)缸盖翻转机构采用伺服,保证进气、排气门都能垂直压装。
4)8个压头间的的间距由压头变位伺服机构控制,可以根据不同缸盖的进、排气气门的间距随时改变,从而适用多种机型的压装。
5)压头前后移动机构通过伺服控制可以将压装机构精确定位到取料位,涂油位,进气门压装位,排气门压装位。
6)压头上下移动机构通过伺服控制可以保证压头精确的取油封、涂油、压装。
7)各伺服轴均具有位置示教功能。

图1 设备局部图

图2 未压装气门油封的缸盖
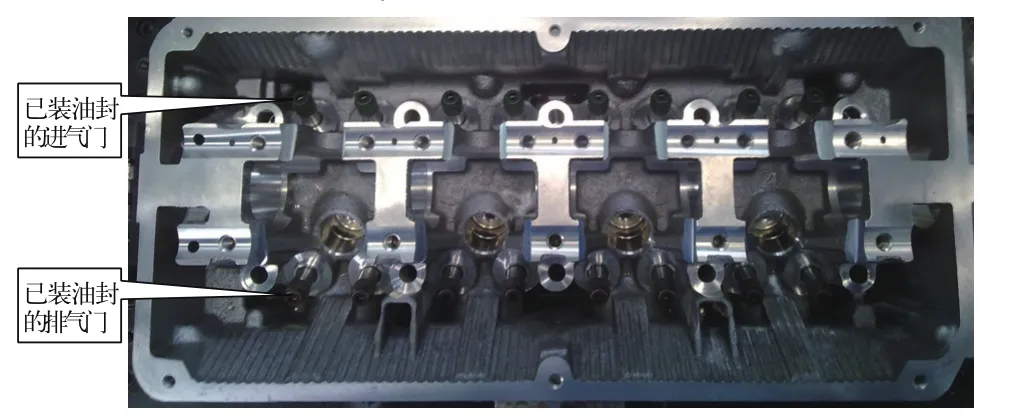
图3 已压装气门油封的缸盖图
3 控制系统组成
控制系统以三菱Q02 PLC为核心,控制多个伺服系统协调工作。控制系统方框图如图4所示。
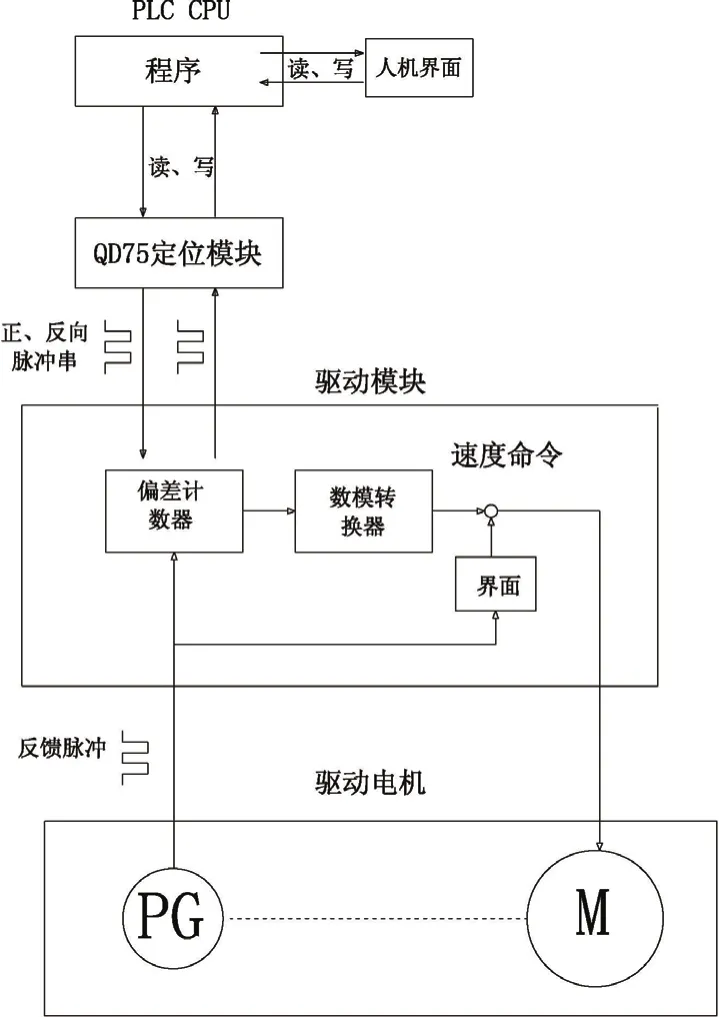
图4 控制框图
4 软件设计
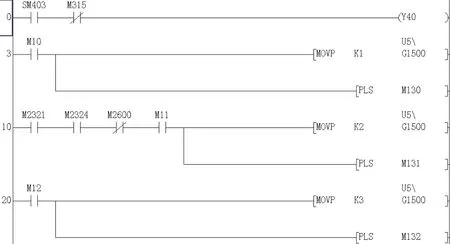
本设备控制的关键点是对伺服轴的控制,每个伺服轴控制程序都由:1)伺服轴参数初始化程序;2)伺服轴回零程序;3)伺服轴点动程序;4)伺服轴示教程序;5)伺服轴定位程序;6)伺服轴运行变速及限位保护程序;7)伺服轴报警复位程序;8)伺服轴非正常停止(急停)程序组成。由于设备较为繁琐,现以伺服压装上下移动机构进行说明。
参数初始化程序:

定位程序:
寻零程序:

5 结束语
本设备采用三菱伺服控制系统该。伺服系统能够适应用户车间较为恶劣的电磁环境,较好的完成了各个轴的精确定位,可靠性较高。
[1]三菱QD75 定位模块用户手册[Z].
