加热温度对22MnB5微观组织和奥氏体晶粒的影响
2012-08-16侯红苗吴秀峰王玉山赵立信
侯红苗,盈 亮,吴秀峰,王玉山,赵立信,胡 平
(1.大连理工大学 汽车工程学院,辽宁 大连 116024;2.济南铸造锻压机械研究所有限公司,山东 济南 250022;3.合肥锻压集团,安徽 合肥 230601;4.吉林伟孚特轻量化股份有限公司,吉林 长春 130000)
1 前言
随着汽车产业的快速发展,全球生产的锻压件中有超过一半都用在汽车行业[1]。而伴随节能、安全、环保等汽车工业发展的大趋势,将冲压和锻造两技术结合的产物——热冲压便应运而生。
高强度钢板热成形技术是同时实现汽车车体轻量化和提高碰撞安全性的新技术[2],将高强度硼钢加热得到均匀的奥氏体组织,随后转移到带有冷却系统的模具中成形淬火,使其组织充分转变为马氏体组织,从而获得高强度高硬度的成形件,保证车身安全性的同时减轻了重量。
热成形技术工艺参数多,为了实现奥氏体向马氏体的转变,确保产品的力学性能,不同环节工艺参数的选择至关重要。加热阶段的主要工艺参数是加热温度和保温时间。加热温度应该保持在再结晶温度以上,确保板料奥氏体化。但是加热温度过高,会导致板料表面过烧和晶粒长大,影响淬火后的产品质量和性能。Sha和Sun研究了Nb-V-Ti微合金钢奥氏体晶粒的长大行为,发现奥氏体晶粒随着加热温度的升高增大[3]。Fernández等人发现16MnNi4 HSLA钢加热1200℃保温5~30min或加热1150℃保温60min,奥氏体晶粒会迅速长大[4]。
本文通过研究不同加热温度对22MnB5微观组织及奥氏体晶粒的影响,采用了氧化法和晶粒边界腐蚀法显示奥氏体晶界,同时测定了板料的抗拉强度变化趋势,从而确定最佳的加热温度,优化加热阶段工艺参数,为实际生产提供理论和实验依据。
2 实验材料及方法
2.1 实验材料
实验用钢板为2mm厚22MnB5冷轧钢板,其化学成分如表1。图2为22MnB5钢原始组织,主要由铁素体和珠光体构成,抗拉强度约为500MPa,显微硬度约为145HV。

表1 22MnB5钢的化学成分(质量分数,%)
2.2 实验方法
将板料分别加热至 860℃、880℃、900℃、920℃、950℃,保温3min充分奥氏体化后放入水中淬火至室温。切取小试件制成金相试样,使用4%硝酸酒精溶液腐蚀出试样微观组织,在LWD200-4CS型光学显微镜下观察微观组织。分别采用氧化法和晶粒边界腐蚀法,显示奥氏体晶界。热处理工艺为:将试件预抛磨一面,使抛磨面朝上置于加热炉中,在900±10℃温度下加热并保温1h后水淬,氧化法使用15%盐酸酒精溶液腐蚀,晶粒边界腐蚀法使用饱和苦味酸水溶液加适量洗涤剂在热水浴中侵蚀试件,显现出奥氏体晶界,根据国标GB/T6394-2002运用面积法测定晶粒尺寸。将试件切割成拉伸试件,在WDW3100型万能试验机上进行单项拉伸试验,测试板料的抗拉强度。
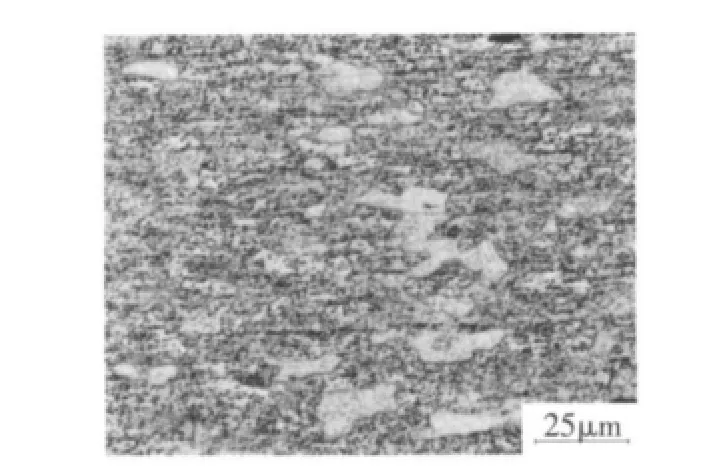
图1 22MnB5钢原始组织
3 实验结果与分析
3.1 加热温度对板料微观组织的影响

图2 不同加热温度保温3min板料微观组织
图2为不同加热温度下保温3min的板料金相组织。由图可知,获得的微观组织为板条状马氏体,随着加热温度的升高,马氏体板条束呈现出增大的趋势。在860℃和880℃时(图2a,b),马氏体板条束分布不均匀,且仍有部分铁素体(亮白色)组织的存在,铁素体组织强度较低,影响板料性能。从图2c可以看出,900℃时马氏体板条束有小幅度增大,分布较为均匀。温度高于900℃(图2d,e)后,马氏体板条明显增大。马氏体板条束宽度影响板料强度,板条束宽度越宽,强度就会越低[5],因此,马氏体板条不宜过大,可认为900℃为较佳的加热温度。
3.2 加热温度对板料奥氏体晶粒大小的影响。
表2为实验测得数据,由表格所得加热温度与晶粒尺寸及抗拉强度曲线图分别如图3、图5所示。

表2 加热温度与抗拉强度、晶粒尺寸测量值

图3 氧化法与晶粒边界腐蚀法测得晶粒尺寸对比
图3为使用氧化法和晶粒边界腐蚀法测得的晶粒尺寸对比。由图可知,加热温度升高,奥氏体晶粒尺寸随之增大。当加热温度为860℃和880℃时,晶粒尺寸较小,且变化幅度不是很大,由金相图可知,860℃和880℃微观组织中存在少量未溶解的铁素体,铁素体会阻碍奥氏体晶粒的长大,使得晶粒尺寸较小[6]。温度升高至900℃,晶粒尺寸明显增大,此时晶粒尺寸也分布较为均匀,见图4。温度继续升高,晶粒分布趋于均匀,尺寸亦随温度增大。氧化法测得的晶粒尺寸较晶粒边界腐蚀法结果偏小,是因为使用氧化法会在试样表层奥氏体晶界处形成氧化物网络,阻止奥氏体晶粒长大[7],所以显示出的晶粒尺寸要比内层的偏细。
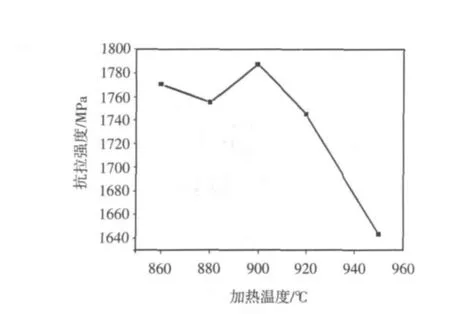
图5 加热温度对抗拉强度的影响
3.3 加热温度对板料抗拉强度的影响
图5为22MnB5在不同加热温度下,抗拉强度随温度变化的曲线。从图中可以看出,随着加热温度的增加,板料抗拉强度在900℃时出现最大值,温度继续增加,抗拉强度呈现下降趋势。对900℃加热温度下的试件进行硬度测量,其硬度值约为550HV,说明板料在加热温度为900℃时,表现出的力学性能较佳。
4 结论
(1)加热温度为900℃,保温时间为3min时,获得板料的微观组织为板条马氏体,且分布均匀,板条束宽度适宜。
(2)加热温度为900℃,保温时间为3min,板料奥氏体晶粒分布较为均匀,并且氧化法比晶粒边界腐蚀法显示22MnB5奥氏体晶粒尺寸偏细。
(3)加热温度为900℃,保温3min,板料抗拉强度最大,硬度值也较高,板料力学性能最佳。
综上所述,可认为在热成形加热阶段加热温度900℃,保温3min,板料综合性能最佳。
[1]Yu Xiaohong.China Metal Forming Equipment and Manufacturing Technology(锻压装备与制造技术)[J],2011,46(5):14.
[2]Ma Ning,Hu Ping,Guo Wei.Manufacture Technology and Material(制造技术与材料)[J],2009,45(5):28.
[3]Q.Y.Sha,Z.Q.Sun.Material Science and Engineering A(材料科学与工程)[J],2009,523:84.
[4]J.Fernández,S.Illescas,J.M.Guilemany.Material Letters(材料快报)[J],2007,61:2392.
[5]Wang Chunfang,Wang Maoqiu,Shi Jie,et al.Electron Backscattered Diffraction Technology and Application(电子背散射衍射技术及应用)[C],Beijing,2007.
[6]Wang Chuanya.Steel and Temperature Treatment(Theory and Technology)(钢的亚温处理原理和工艺)[M],Beijing:China Railway Press,2003.
[7]Zhang Wei.Material&Heat Treatment(材料热处理技术)[J],2010,39(22):67.