加强板翻边工艺及模具设计
2012-08-16李庆富
李庆富
(济南轨道交通装备有限责任公司,山东 济南 250022)
1 零件工艺分析
如图1所示为某加强板零件,材料Q235-A,料厚10mm,是铁路货车零件,主要起车箱的端墙与侧墙连接作用。该零件属于内凹外缘伸长类孔翻边,翻边部分为1/4圆,圆形两侧的材料属于弯曲。工件凸缘较大,属于大凸缘孔翻边。由于翻边部分在变形过程中,受到两侧直线部分材料的补充,因而翻孔系数允许小于圆孔的翻孔系数。因翻边时会产生较大的偏心压形力和侧向力不平衡,难于成形,经工艺分析后,采用了一次翻边成形2个工件的工艺方案,2个工件对称布置,使压形力不产生偏心,2个侧向力方向相反而相互抵消。
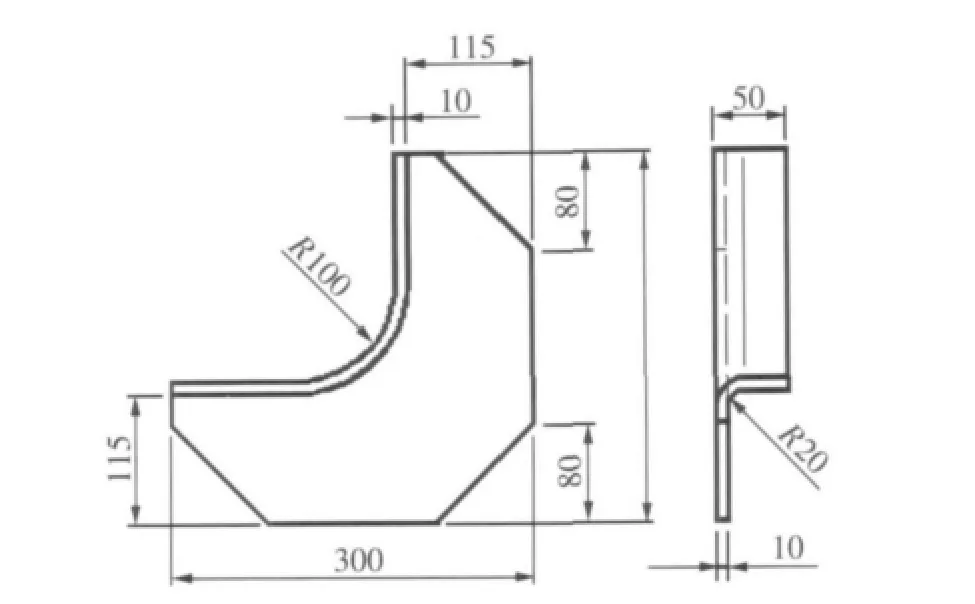
图1 零件尺寸
2 模具结构及工作原理
模具结构如图2所示。上模座和下模座材料为铸钢,采用ZG230-450,凸模和凹模材料为Cr12。模具采用导柱导套导向,下顶料板的作用是在压形时与凸模夹紧工件并且在滑块回程时向上顶出工件,夹紧工件是为了在翻边过程中坯料不致产生移动,保证2个工件受力和变形均等,下顶料板的推力来自液压机的下顶出缸。下顶料板上下移动用两个凹模作导向,保证下顶料板不发生水平方向移动。由于2个凹模不是一体的,在工作时受到侧向力较大,设计时应将凹模降到下模座上平面以下15mm~20mm固定,用凹模与下模座的端侧接触面传递侧向力。
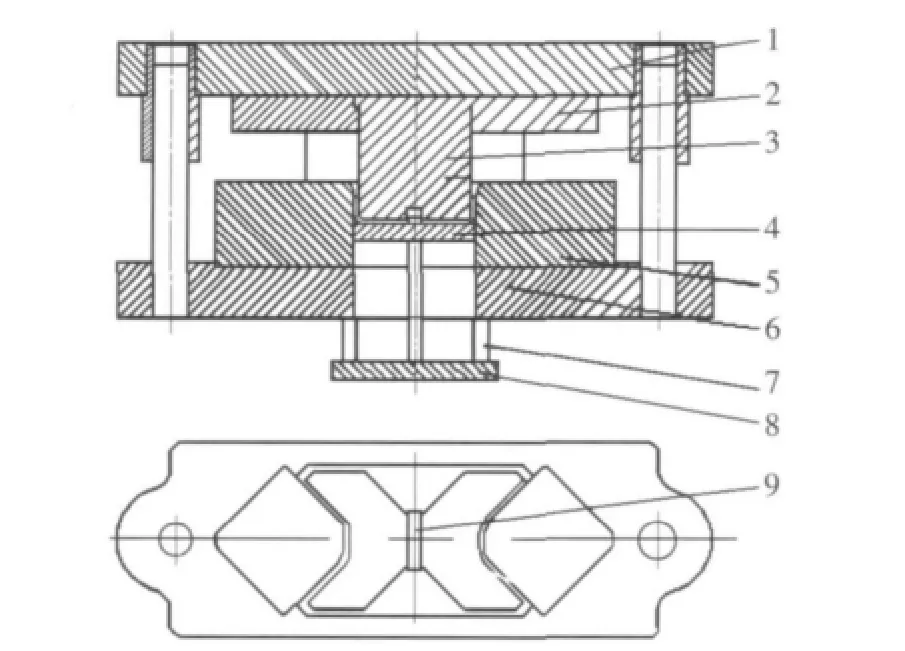
图2 翻边模具
工作原理:将2个工件坯料分别放在下顶料板4上的定位块9两侧,此时下顶料板4与凹模5的上平面平齐,调正坯料对准模具横向中心线并靠紧定位块,开动压力机,压力机滑块带动模具上部下降,凸模3接触坯料并将坯料夹紧在下顶料板4之间,模具上部继续下行,坯料在凸模3与凹模5的作用下向上翻边,下顶料板4在凸模3的推动下随凸模下降,凸模下行至翻边工件的直边部分全部进入凹模圆角以下时,下行结束,此时工件已成形完毕。压力机回程,凸模上行从凹模中退出,工件在下顶料板的推力作用下,顶出凹模,取出工件。
3 坯料尺寸及力的计算
3.1 翻边部分坯料展开尺寸
如图3所示,预冲孔直径d的计算,据资料[1]按照翻边前与翻边后材料体积相等的原则采用如下计算公式:

代入数据计算得:d=122.4mm
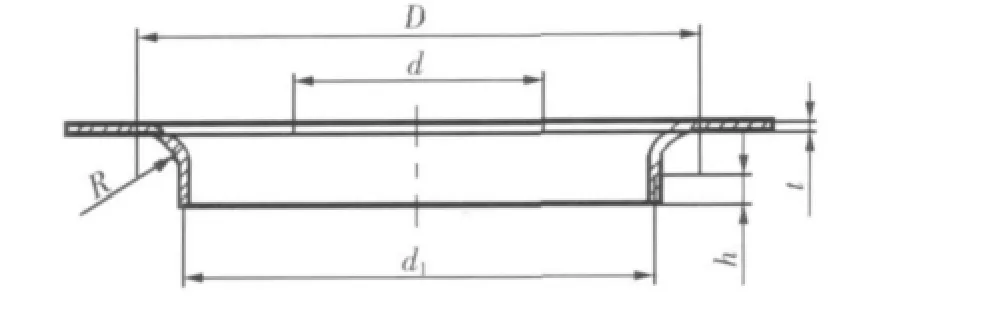
图3 预冲孔直径计算
3.2 弯曲部分坯料展开尺寸(图4)
式中:L——坯料展开长度,mm;
A——长直边,mm;
B——短直边,mm;
a——修正值,mm;
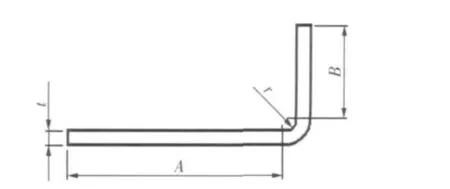
图4 弯曲坯料展开计算
计算得:L=142.3mm
按计算尺寸绘制零件展开图,用圆弧R15将弯曲与翻孔展开的各段平滑过渡连接。坯料展开如图5所示。
3.3 按照预冲孔直径校核翻孔系数
式中:K——翻边系数;
D——预冲孔直径,mm;
d1——翻边后直边的平均直径,mm。
计算得:K=0.583
极限翻边系数K极为0.54,K>K极,能够一次翻边成形。
3.4 翻孔力与弯曲力的计算
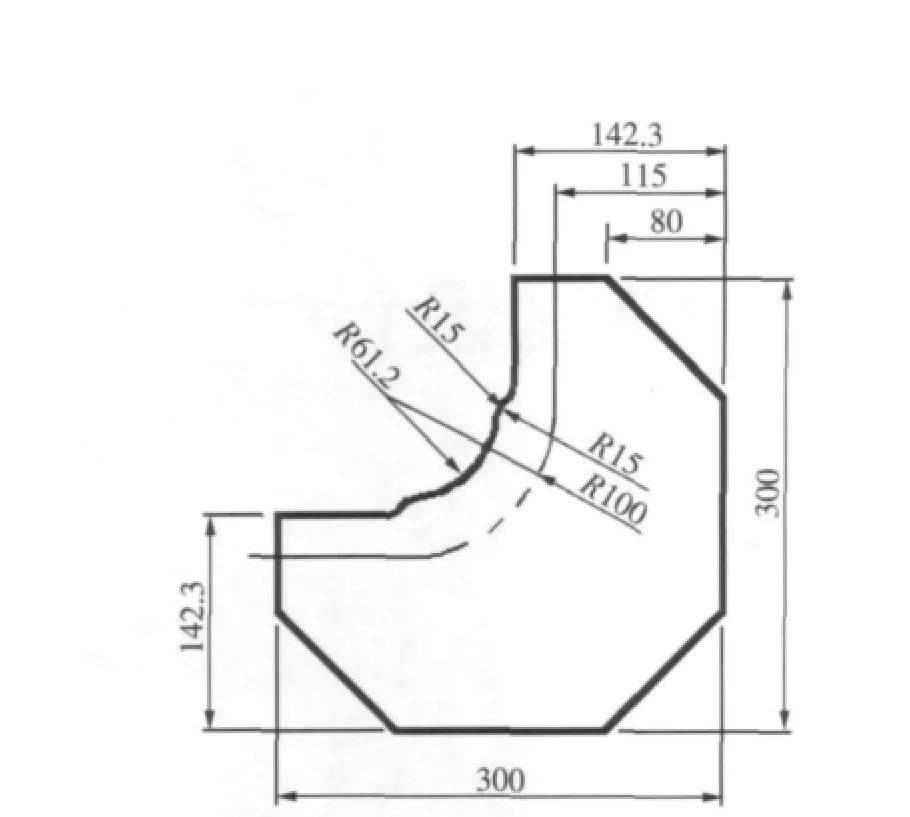
图5 坯料展开计算图
翻孔力Fc=1.1πtσs(d1-d)
代入计算得:Fc=711040.44N
弯曲力F弯=0.6kBt2σb/(r+t)
式中:F弯——弯曲力,N;
K——安全系数,一般取k=1.3;
B——弯曲件的宽度,mm;
T——弯曲件的厚度,mm;
σb——材料抗拉强度,N/mm2;
r——弯曲件的内弯曲半径,mm。
代入计算得:

总成形力计算:F总=2(Fc+F弯)
代入计算得:F总=1829604.88N
选用3000kN四柱万能液压机,下顶出缸的顶出力为300kN。
4 需要注意的几个问题
(1)凸、凹模间隙的选取。工件的弯曲变形部分板厚没有发生变化,而翻孔变形部分竖边口部板厚变薄严重,考虑变薄因素和为减小弯曲回弹,故取单边间隙值为0.95t。
(2)凹模圆角半径的选取。凹模圆角半径与翻边后的工件表面质量有很大关系,凹模圆角半径大不但会降低翻边力,而且工件表面质量会相应提高,故选取凹模圆角半径为R30。
(3)下顶料板与凹模的单边间隙值为0.1mm,此间隙值的太大会影响坯料定位精度和2个坯料变形过程的对称程度,会使产品质量变差。
(4)为增加凸模和下顶料板与坯料之间的摩擦力,提高夹料效果,应提高凸模和下顶料板与坯料接触面的粗糙度,取该表面粗糙度为Ra=12.5~25。
5 结束语
模具制造完成后,经过验证,工作尺寸完全满足质量要求,生产效率高,性能可靠,冲件质量稳定,本工件的模具和工艺对于类似的翻边零件,具有一定的参考作用。
[1]冲模设计手册编写组.模具手册之四.北京:机械工业出版社,1988.
[2]虞传宝.冷冲压及塑料成型工艺与模具设计资料.北京:机械工业出版社,1992.
[3]王孝培.冲压设计资料.北京:机械工业出版社,1983.
[4]中国机械工程学会锻压学会.锻压手册(第2卷 冲压).北京:机械工业出版社,1993.