磨煤机端盖的裂纹处理及更换工艺
2012-07-30侯志成张彦梅玉占
侯志成,张彦,梅玉占
(天津军粮城发电有限公司,天津 300300)
0 引言
某公司#5机组为200MW燃煤机组,锅炉型号为WGZ670/13.7-1,燃用山西混煤,锅炉为超高压、一次中间再热、自然循环、固态排渣煤粉炉,采用低速钢球磨煤机中储式制粉系统。2009年在机组检修的过程中发现,甲磨煤机出口端盖出现裂纹,采取了相应治理措施,保证了设备的稳定运行。
1 设备概况
1.1 磨煤机工作原理
磨煤机是制粉系统的重要设备。燃料由进料装置经入料中空螺旋均匀地进入带有波纹衬板的磨煤机筒体,内置的钢球随筒体转动产生离心力,物料与筒体之间产生摩擦力,将钢球带到一定高度后落下,对物料进行重击和研磨。
1.2 技术参数及性能指标
该公司#5锅炉配置2台380/720低速钢球滚筒式磨煤机。磨煤机型号,DTM380/720低速滚筒钢球磨煤机;磨煤机出力,71.6 t/h;筒体转速,16.54 r/min;最大钢球量,88.2m3;外形尺寸,16 005mm ×9299mm ×5900mm;机器总质量,204.3 t。电动机型号,JSQ1512 -6;功率,780 kW;转速,990 r/min;电压,6000V。慢速传动器型号,620/300。
2 存在的问题
该公司#5锅炉甲磨煤机于2009年年底的设备检修中发现出口端盖沿轴向出现裂纹,裂纹长度达700mm左右,占端盖轴向工作面的2/3以上(如图1所示)。由于设备处于运行状态,只能继续监视运行。一周后发现裂纹沿两侧端点向外侧延伸,裂纹发展非常迅速,给设备的运行带来了安全隐患。
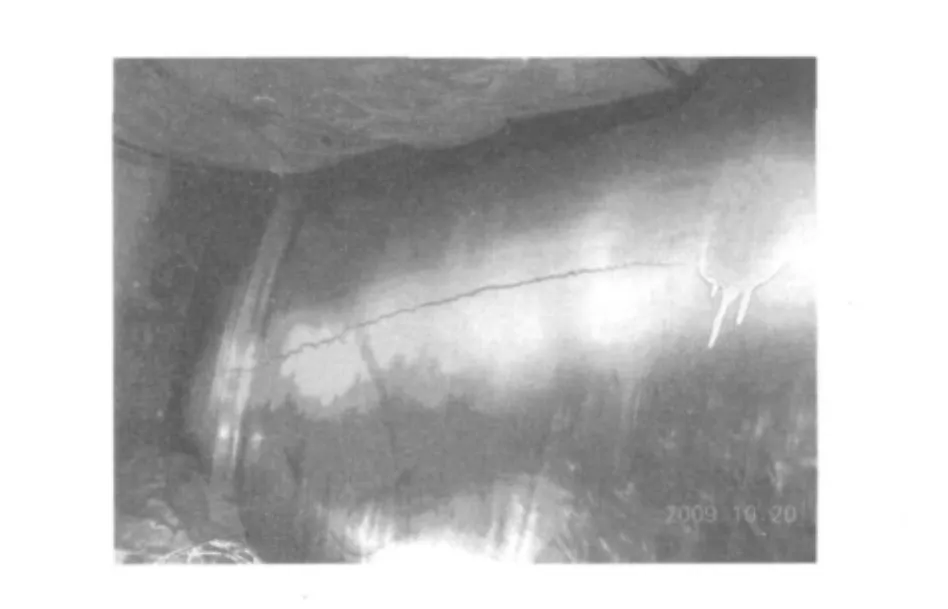
图1 甲磨煤机出口端盖裂纹
3 采取的措施
磨煤机端盖属于大型部件,公司没有相应的备件。一旦磨煤机端盖发生断裂,不仅会造成设备的严重损坏,而且机组不可避免地要限负荷,经济损失非常大。因此,必须制订有针对性的措施,保证设备的安全运行,为备件加工争取时间。
(1)抓紧联系设备生产厂家,落实加工备件。端盖的加工周期为3~4个月。
(2)组织相关人员认真分析裂纹产生的原因。产生裂纹的主要原因:
1)大型部件在铸造过程中内部存在铸造缺陷;
2)磨煤机运行中缺陷处形成局部应力集中,产生疲劳裂纹;
3)随着磨煤机运行时间的增长,裂纹不断扩展。
(3)将裂纹两侧端部打止裂孔,用ø6mm钻头垂直打入,尽可能打透。
(4)局部加固处理。裂纹处于端盖的轴瓦工作面上,无法直接处理,如补焊会产生变形,轴瓦运行也会受到影响;由于该部位厚度达80mm左右,无法焊透,工期无法满足要求。公司决定采用在端盖端面侧裂纹端点处焊接加强肋的方法将裂纹固定,使该处应力不再作用在裂纹处,而由加强肋承担。
(5)利用设备正常倒停的机会进行检查,随时监视裂纹的发展情况。每周对裂纹进行检查,观察及测量裂纹的发展情况,根据检查结果采取相应的措施。
(6)组织专业人员勘测现场,制订详细的更换施工方案,为后期更换端盖做技术准备。
通过采取以上措施,经过一段时间的检验,裂纹的扩展趋势得到有效的控制,在随后的几次检查中均未发现继续扩大的现象。为下一步更换赢得了时间,同时避免了因设备停运带来的限负荷损失。
4 磨煤机出口端盖的更换
虽然磨煤机出口端盖裂纹的发展趋势得到了控制,但为保证设备的长期稳定运行,于2010年备件加工完成后进行了更换。
4.1 准备工作
(1)记录磨煤机运行状态下的轴瓦温度和振动情况。
(2)记录进、出口轴瓦与瓦枕的相对位置。(3)记录大、小传动齿轮各部位啮合尺寸。(4)确定端盖更换的吊装路线并在合适位置钻起吊孔。
4.2 更换方案
4.2.1 主要工序
(1)拆除进/出料口、防护罩等部件,磨煤机出球。(2)拆除出口端盖的内部衬板机轴瓦上盖。
(3)拆除开式大齿轮装置。利用盘车装置将对开大齿轮结合面转至水平180°位置并固定牢固;拆除其与筒体结合的螺栓及定位销,将上部半齿轮吊下,运到合适位置;然后将下部半齿轮旋转180°,用同样的方法拆除。
(4)磨煤机启罐,启罐高度必须满足开式大齿轮的吊装高度(150mm)要求。
(5)拆除出口主轴承,注意保护接触面,防止接触面的钨金损坏。
(6)拆除出口端盖与筒体结合螺栓后,将端盖运离现场。
(7)新端盖运至现场,筒体结合面清理干净后就位,用销钉固定好中心位置。
按照拆除顺序进行恢复。4.2.2 质量标准
(1)主轴承轴瓦接触刮研,使其接触角为65°~75°,接触点均匀。
(2)对开大齿轮轴向偏差小于2mm,径向偏差小于1mm;
(3)调整传动部间隙,保证中心同轴度及径向偏差不大于0.1mm。
(4)大、小齿轮啮合长度不小于齿长的70%。
4.3 磨煤机整体试车质量标准
(1)低压稀油润滑系统正常。
(2)冷却水系统正常。
(3)空载、负载试车:传动平稳,大、小齿轮振动不大于0.2mm,电动机与减速机振动不大于0.1mm;主轴承温升不大于10℃,主轴承温度不超过50℃。
5 实施效果
5.1 油系统
(1)油泵工作正常,振动值小于0.05mm,无冲击杂声,无漏油。
(2)油系统无泄漏现象。
(3)工作油压正常,符合设计要求。
(4)联锁、报警及指示信号等试验合格,稳定可靠。
5.2 磨煤机
(1)电流不超过额定值。
(2)主轴承温度不超过50℃。
(3)减速器运行平稳,振动值不超过0.10mm,轴承温度不超过80℃。
(4)球磨机主轴承球面调心灵活,无跳动现象,振动值不超过0.10mm,声音正常。磨煤机试运期间的实际测量值:出、入口主轴承温度为25,26℃,轴瓦振动值见表1。
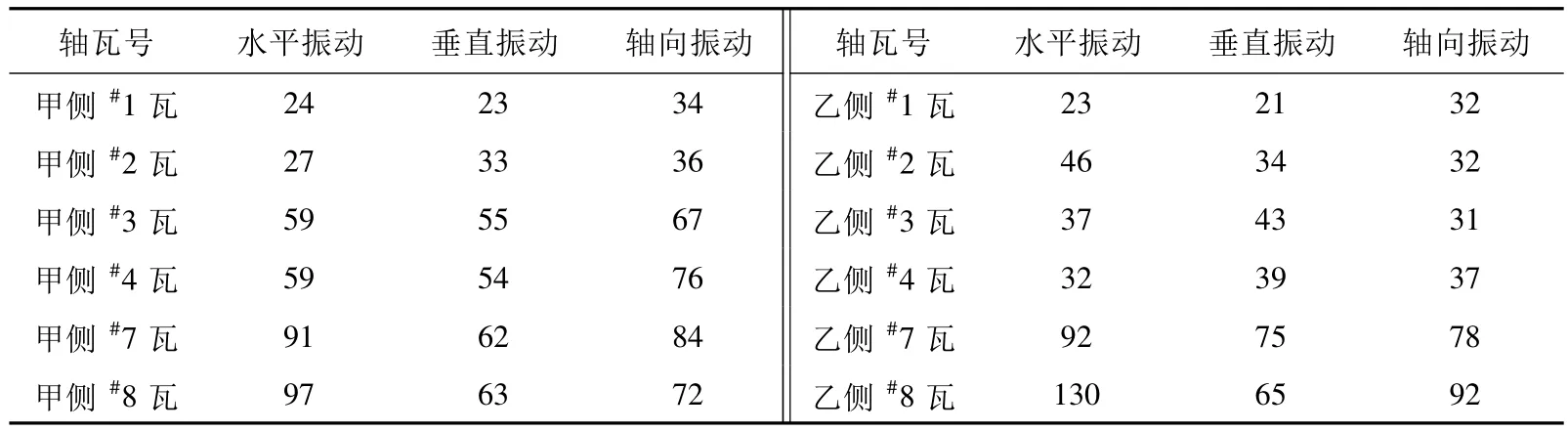
表1 磨煤机轴瓦振动测量数据 μm
2010年3 月,#5锅炉甲磨煤机改造后,实现了设备的安全、稳定运行,满足了磨煤机正常出力的要求。
