高速铁路轴承磨削规范的制定
2012-06-11陈忠春张本党
郭 萍 ,陈忠春 , 张本党
(1.中航工业哈尔滨轴承有限公司 研发中心 ,黑龙江 哈尔滨 150036;2.哈尔滨轴承集团公司 南直轴承分厂,黑龙江哈尔滨 150036;3哈尔滨轴承集团公司 精密轴承分公司,黑龙江 哈尔滨 150036)
1 前言
高速铁路轴承为高速列车的核心部件之一,其质量关系到列车安全行驶,在磨加工中必须合理选择磨削参数,包括磨料种类、砂轮转速、工件转速、工件进给量、光磨时间等指标。磨削参数的选择是否合理,直接关系着工件的表面质量、加工精度和生产效率。一般来说,加大磨削用量,能达到提高生产率的目的,但各用量对工件表面的粗糙度、烧伤和加工精度的影响不尽相同,在保证加工精度的前提下,尽量提高生产率。高速铁路轴承采用的三种材料分别是高级优质渗碳钢、1号渗碳钢和2号渗碳钢。针对该轴承采用的不同材料及其结构(见图 1、图 2)、各磨削工序使用的加工设备和各工序的加工条件,合理制定了高速铁路轴承的磨削规范。

图1 外圈

图2 内圈
2 高速铁路轴承主要磨削参数选择的基本原则
2.1 磨具选择的基本原则
2.1.1 磨料选择的基本原则
砂轮中磨粒的材料称为磨料,磨料是砂轮主要组成部分,它直接担负着切削作用,在磨削过程中,要经受剧烈的挤压、摩擦以及高温的作用,所以磨料必须具备很高的硬度,耐热性和相当的韧性,以承受切削力,同时还要求磨料的本身具有锋利的切削刃口,针对高速铁路轴承所采用的三种材料的特性和不同的磨削工序,选择了磨料种类,既磨外、内圈平面选用磨料棕刚玉A和白刚玉WA,磨外滚道选用磨料棕刚玉A和白刚玉WA,磨内滚道选用磨料棕刚玉A等。
2.1.2 硬度选择的基本原则
合理地选择磨具的硬度,是获得良好磨削效果的关键。选择磨具硬度的最基本原则是保证磨具在磨削过程中有适当的自锐性,避免磨具过大的磨损,保证磨削时不产生过高的磨削温度,保证其正常的磨削状态,满足加工的需要,针对高速铁路轴承所采用的三种材料的特性和不同的磨削工序选择了硬度,即磨外、内圈平面选用硬度为中软1 K和中软2 L,外、内滚道选用硬度为中软1 K。
2.1.3 结合剂选择的基本原则
磨具中结合剂的性能,影响它与磨粒的反应能力以及它的强度。结合剂与磨粒之间的反应能力好,结合剂与磨粒的结合力就强,磨粒就不容易碎裂或脱落。结合剂的强度高,磨粒不仅能承受较高的磨削力,而且还可使砂轮较具有高的回转强度而不容易破裂。陶瓷结合剂(V)在磨料、粒度、硬度相同,并在同样条件下加工同样工件时,其磨损比其他结合剂要小,因而它的使用寿命较长。树脂结合剂(B)具有一定的弹性和足够的强度,并且有抛光性能,粗、精、细磨均可采用。
由此高速铁路轴承针对不同工序选择陶瓷结合(V)剂及树脂结合剂(B)。
2.1.4 砂轮粒度选择的基本原则
工件表面质量和精度要求高时,应选择粒度较细的砂轮。反之,粗磨余量大,对表面质量要求不高,而磨削效率要求高时,应选用粒度较粗的砂轮。因此高铁轴承粗、精磨平面时选择砂轮粒度为60#,精整平面选择砂轮粒度为80#等.
2.2 砂轮线速度选择的基本原则
砂轮的线速度不仅取决于砂轮的形状尺寸、磨料及结合剂种类,而且还取决于不同工件的材质及硬度。砂轮的电机速度是固定的,砂轮的直径越大线速度越大,改变主轴转速就可以改变砂轮的线速度。
砂轮线速度一般可用下式表示:

式中:D砂-砂轮直径,单位mm;n砂-砂轮转速,单位r/min。
针对高铁轴承所采用的材料及不同的磨削工序,选取不同砂轮转速,内圏、外圈粗磨,精磨平面选用砂轮转速为1 000r/min,内圈精整平面选用砂轮转速为1 460r/min,外圈滚道选用砂轮转速为5 968r/min,内圈滚道选用砂轮转速为1 106r/min
2.3 工件线速度选择的基本原则
工件线速度一般可用下式表示:

式中:DW-工件直径,单位mm;n工-工件转速,单位r/min。
由此得出高速铁路轴承内圈、外圈粗磨平面,精磨平面工件转速为20r/min,精整平面工件转速为120r/min,外圈滚道工件转速120r/min。
在磨内圈滚道时由于工件材料不同,选则相同的工件转速磨削时易产生烧伤、裂纹,为此内圈滚道材料为高级优质渗碳钢时,选择工件转速为120r/min;内圈滚道材料为1号渗碳钢和2号渗碳钢选择工件转速160r/min。
2.4 切削用量选择的基本原则
合理选择切削用量的原则是:粗加工时,一般以提高生产率为主,但也应考虑经济性和生产成本。因此,在工艺系统刚度允许的情况下,选取较大的进给量,外圈滚道粗进给为0.4μm。精加工时,应在保证加工质量的前提下,兼顾切削效率,经济和生产成本,一般应选取较小的进给量,外圈滚道精进给为0.2μm
上述是高速铁路轴承主要磨削参数选择的基本原则,由此制定了表 1、表 2、表 3磨削参数技术指标。

表1 高速铁路轴承外、内圈平面磨削参数
3 结束语

表2 高速铁路轴承外圈滚道主要磨削参数
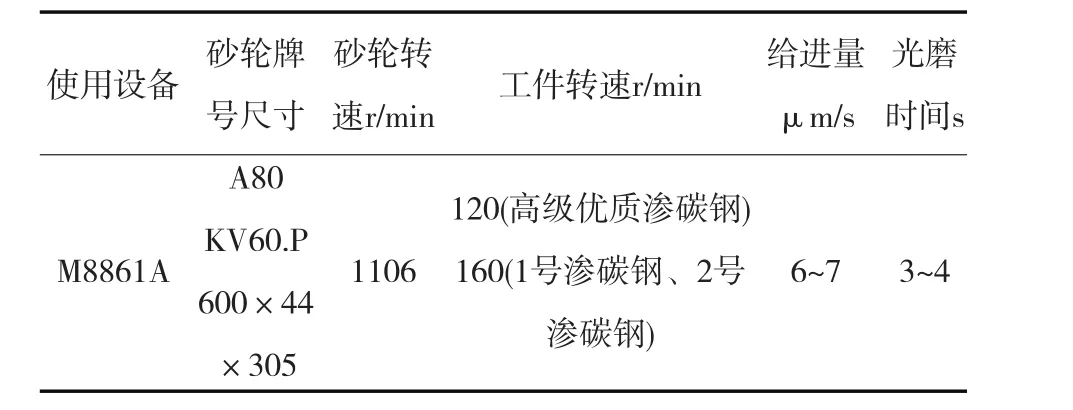
表3 高速铁路轴承内圈滚道主要磨削参数
高速铁路轴承磨削规范的制定,为研制高铁轴承提供了理论依据,为生产提供了技术保证。