偏心轴承装配辅具的设计
2012-06-11郑立萍郭红卫
蒙 延 芬,郑立萍,郭红卫
(1. 中航工业 哈尔滨 轴承有限公司研发中心,黑龙江 哈尔滨 150036;2.哈尔滨轴承集团公司 铁路轴承分厂,黑龙江哈尔滨 150036;3.哈尔滨轴承集团公司 电机轴承分厂,黑龙江 哈尔滨 150036)
1 前言
轴承的装配是轴承加工当中的重要环节,装配实质就是通过一定的方法和步骤,将经过精密机械加工过的、满足轴承零件工序间技术条件要求的合格轴承零件组装成轴承成品的、并且达到产品文件规定的技术要求的工艺过程。轴承是具有独立特性的旋转标准零部件,在不同的机械设备中起着举足轻重的作用,而轴承的这些作用的实现最终是通过装配过程才得以变成的,因此轴承装配至关重要。
2 偏心轴承的结构
某偏心轴承结构如图 1 所示。装配过程是外圈与两列滚针和第一偏心套进行装配,在外圈、两列滚针和第一偏心套形成的组件基础上,再与第二偏心套和两列滚针进行装配,然后再与双列圆柱滚子轴承的内组件进行装配。此偏心轴承结构复杂,装配难度很大。

图1 偏心轴承的结构图
3 偏心轴承的装配过程
3.1 外圈、两列滚针与第一偏心套的装配
高垫块的高度为47mm,矮垫块的高度为28.3mm.,利用高、矮垫块分别支撑偏心轴承的外圈,矮垫块没有接触外圈。第一偏心套高度为高垫块的高度和外圈挡边高度之和。因第一列滚针与外圈挡边只接触2mm,滚针直径4.5mm,给装滚针带来了难度,利用套筒来装滚针,套筒厚度为7mm,为装入滚针在套筒上铣了一个通槽,槽开口处的尺寸为5.5mm,大于滚针直径。从开口装入滚针,解决了滚针立不住的问题,如图 6 。这样解决了装第一列滚针的难题,装配过程如图 2 所示。撤掉高垫块,变为矮垫块支撑外圈,利用套筒开槽来装第二列滚针,这样完成了外圈、两列滚针与第一偏心套的装配过程,装配过程如图3 所示。

图2 外圈、第一列滚针、第一偏心套的结构图
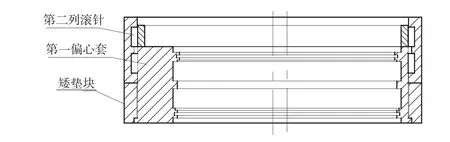
图3 外圈、两列滚针、第一偏心套的结构图
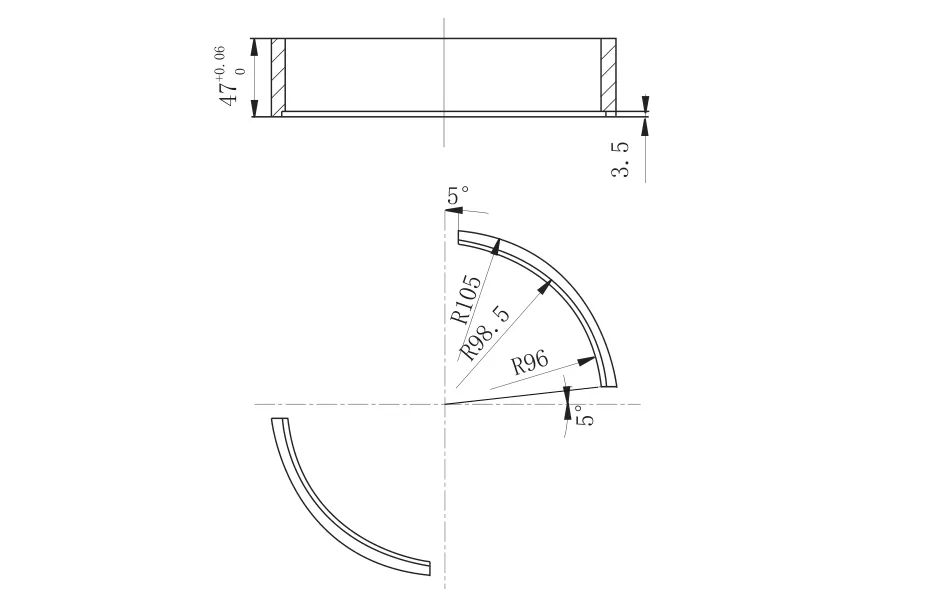
图4 高垫块零件图
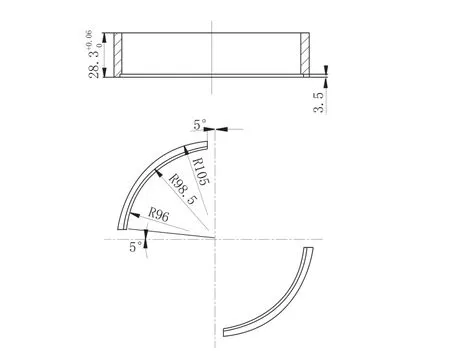
图5 矮垫块零件图
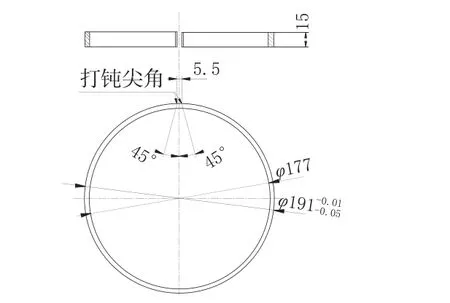
图6 套筒零件图
3.2 外圈、两列滚针、第一偏心套的组合件与第二偏心套和两列滚针的装配
外圈、两列滚针、第一偏心套的组合件与第二偏心套和两列滚针的装配过程与上述装配过程相同,如图 7 所示,不再赘述。

图7 外圈、两列滚针、第一偏心套的组合件与第二偏心套和两列滚针的装配图
3.3 内圈与两列滚子的装配
利用装滚子辅具来装第一列滚子,辅具设计原理是:4 mm为内圈挡边高度,这样辅具的高度与内圈挡边高度一致后才能装入第一列滚子,在辅具上铣27等分槽,槽的高度为挡住滚子不倒为准,此辅具给出的挡滚子高度为7.6 mm,槽宽尺寸应大于滚子直径尺寸,利用图 8 的辅具装入第一列滚子,然后装入第一列保持架,这样完成了第一列滚子的装入过程,如图 9 所示。第二列保持架放在第一列保持架之上,装入第二列滚子,这样完成了内圈与两列滚子的全部装配过程,如图 10 所示。
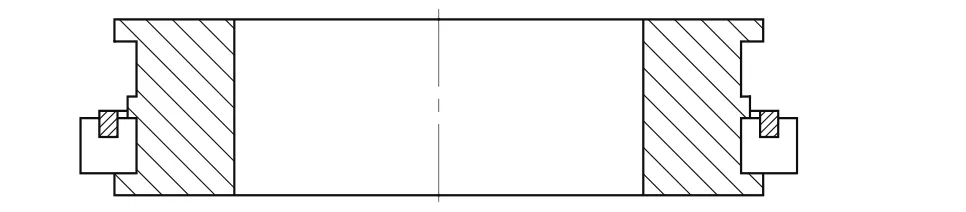
图9 内圈与第一列滚子的装配图
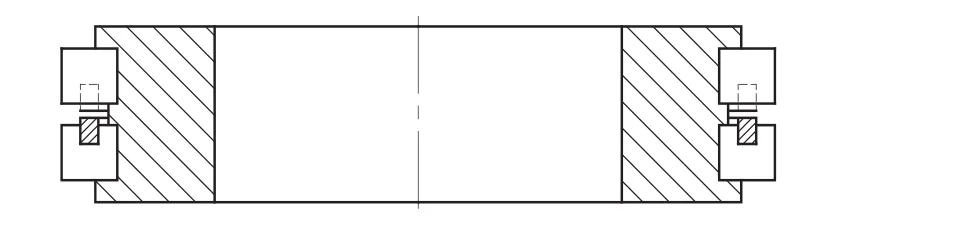
图10 内圈与两列滚子的装配图
3.4 内圈、两列滚子组合件与外圈、第一偏心
套、第二偏心套和四列滚针组合件的装配
内圈、两列滚子的组合件装入第一偏心套、第二偏心套和四列滚针组合件之中,这样完成了整个偏心轴承的全部装配过程、如图 1 所示。
4 结束语
由于该偏心轴承结构复杂,装配过程比较繁琐,给装配辅具设计带来了一定的难度。通过以上几套辅具在偏心轴承装配中的应用,解决了偏心轴承在装配过程中的困难。装配后的偏心轴承的各项性能和技术指标均满足产品要求。