覆Ag层对用于LD封装的In焊料性能的影响
2012-05-31王永平程东明伏桂月卢小可张微微
王永平,程东明,伏桂月,张 勇,卢小可,张微微
(郑州大学物理工程学院,郑州 450000)
1 引言
随着技术的进步,LD的转换效率以及输出功率也不断提高,这就对器件的封装技术提出了更高的要求,尤其对焊料的研发与选用提出了新的挑战。由于LD管芯一般是P面朝下贴装在热沉上的,有源区距热沉距离很小,所以在封装过程中,焊料对管芯的性能有决定性的影响。
用于LD封装的焊料一般是In焊料和Au80Sn20焊料,In焊料为软焊料,具有良好的塑性形变和湿润特性,可以很好地湿润大多数金属,而且可以缓解芯片与热沉膨胀系数的不匹配,被广泛应用于LD器件的封装。但In在烧结过程中易氧化,可在In焊料表面镀一层Ag作为保护层,由图1可知在In wt.97%时形成熔点为144℃的共晶合金AgIn2,Ag的加入有效地降低了焊点熔点温度[6~9]。本文从Ag层厚度和降温速率对内部In焊料性能的影响做了系统的分析。

图1 Ag-In二元相图
2 样品的制备
为研究Ag层对In焊料性能的影响,我们分三次分别在Si基底上用真空蒸发的方法镀覆有Ag层200nm、400nm、600nm的In焊料各三片。对三种样品分别在峰值温度为180℃的空气环境下进行模拟回流处理,所有样品均在峰值温度下保持1min,最后使样品分别在冷风加速冷却、自然冷却和5℃/min的速率下冷却至室温。对所有样品进行扫描电子显微镜表面形态观察和XRD成分分析。
3 结果与讨论
使用X’Pert PRO型X射线衍射分析仪对样品进行了成份分析,得到了三种样品在不同冷却速率下的XRD图谱,如图2~图4。
由图2我们可以看出,在Ag层厚度为200nm时,三种不同的冷却速率下,样品均出现了氧化物In2O3的峰值,说明了Ag层为200nm时,焊料在空气环境下加热发生了氧化,此时的Ag层厚度还不足以防止焊料在空气环境下回流时氧化现象的发生。
在Ag层为400nm的样品中,如图3所示,冷风加速降温和自然降温的情况下,XRD测试中只出现了In和AgIn2的峰值,说明Ag层为400nm时,在上述两种条件下内部的In焊料已得到了很好的保护。但在5℃/min的速率冷却的情况下,仍然看到了In2O3的峰值。
图4为Ag层厚度为600nm时的XRD图谱,从图中可以看到,样品在三种不同冷却速率下,均没有出现In2O3,说明此时Ag层已完全达到在空气环境下焊接而不氧化的效果,但此时的金属间化合物AgIn2的厚度也是最厚的。
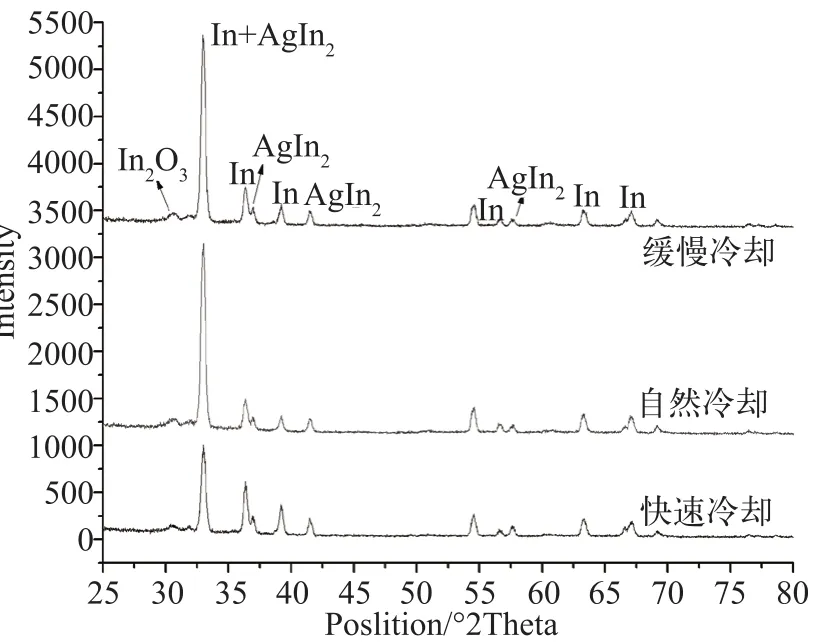
图2 200nm Ag层样品XRD图谱

图3 400nm Ag层样品XRD图谱
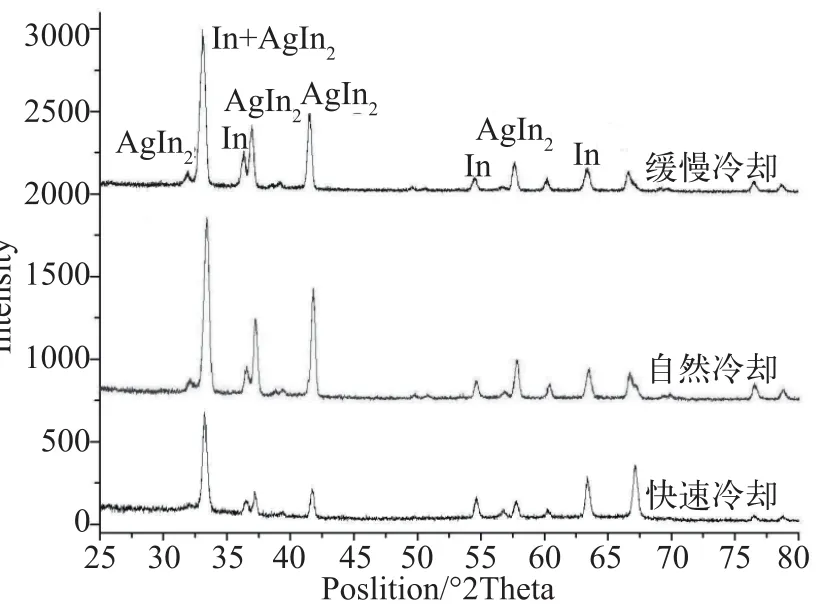
图4 600nm Ag层样品XRD图谱
为进一步研究样品的特性,使用JSM-6700F型扫描电子显微镜(SEM)对样品进行了表面形貌的观察。图5~图7为样品的SEM图片,从图中可以看出覆盖有Ag的焊料颗粒间隙均很小,从而减少了LD管芯焊接过程中焊料空洞的产生。通过仔细观察可以发现,随着降温速率的减小,焊料表面的颗粒逐渐变大。在冷风加速冷却时所产生的焊料表面颗粒是最细密的,因为冷却速率增大,形核率增加,但长大速度变小,这与金相理论相吻合,所以可以得到致密性较好的表面,从而改善了焊料的湿润特性[1,10]。
冷却速率过慢,Ag和In有充分的时间相互扩散、形核并生长成较大的晶粒。并且冷却速率过慢,可使焊料底部In焊料通过液体间的扩散而扩散到Ag层上面,与氧气接触而氧化,这也是图3氧化物峰值出现的主要因素。
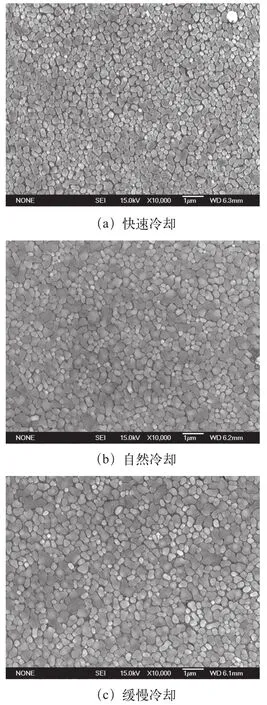
图5 200nm Ag层样品SEM图片
4 总结
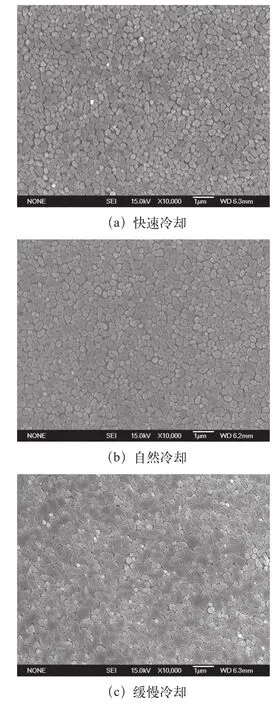
图6 400nm Ag层样品SEM图片
本文通过对覆盖不同厚度Ag层的In焊料的研究,得到了覆Ag层In焊料性能的影响。通过以上讨论可知:Ag层过薄,对内部In焊料的保护作用不明显;而Ag层过厚,在焊接界面形成的金属间化合物(IMC)过多,IMC层过厚会增加焊接表面的脆性,从而影响焊接的可靠性,导致器件的使用寿命降低[11,12]。焊料在使用的过程中,冷却速率也是影响焊接质量的关键因素,由SEM图片可以看出,较快的冷却速率有利于形成致密且均匀的焊料颗粒,对提高焊点性能有很大帮助。综合以上因素并从生产工艺方面考虑,厚度为400nm的Ag层可作为提高In焊料性能的最优选择。
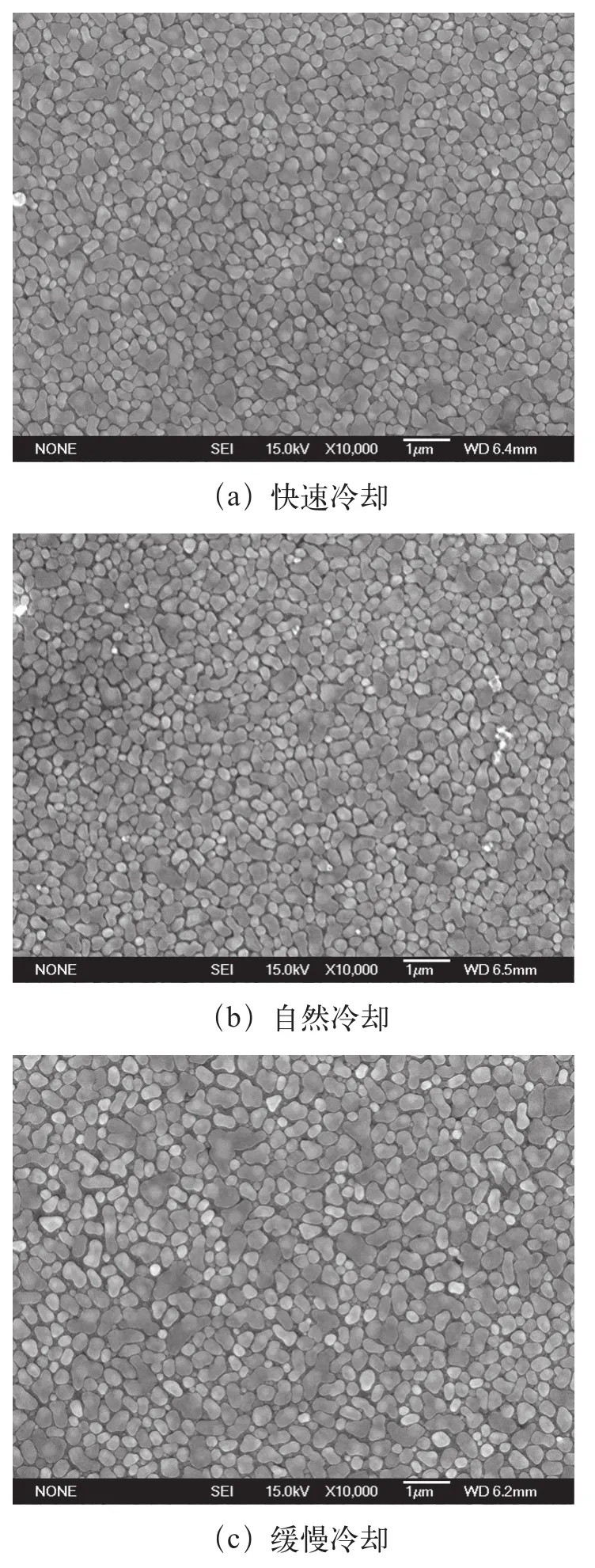
图7 600nm Ag层样品SEM图片
[1] 王辉. 大功率半导体激光器高可靠烧结技术研究[J]. 半导体技术,2007(8):682-684.
[2] 徐会武,等. In-Au复合焊料研究[J].半导体技术,2009(8):780-782.
[3] Dong-ming Cheng, et al.Solder with discontinuous melting point in semiconductor laser arrays and stacks[J]. Optics &Laser Technology, 2003,35:61-63.
[4] T Laurila, V Vuorinen, J K Kivilahti. Interfacial reactions between lead-free solders and common base materials[J].Materials Science and Engineering R, 2005,49:1-60.
[5] Lu Guoguang, Huang Yun, En Yunfei. Reliability of Indium Solder Die Bonding of High Power cm-Bars[C]. ICEPTHDP,2010.968-972.
[6] J-C Lin et al..Solid–liquid interdiffusion bonding between In-coated silver thick films[J].Thin Solid Films,2002,410:212-221.
[7] Bernhard Gollas et al..Thin layer in situ XRD of electrodeposited Ag/Sn and Ag/In for lowtemperature isothermal diffusion soldering[J]. Intermetallics,2008,16:962-968.
[8] Chin C Lee, William W So. High temperature silverindium joints manufactured at low temperature[J] .Thin Solid Films, 2000,366:196-201.
[9] Kun-Mo Chu et al..A Fluxless Flip-Chip Bonding for VCSEL Arrays Using Silver-Coated Indium Solder Bumps[J].IEEE TRANSACTIONS ON ELECTRONICS PACKAGING MANUFACTURING, 2004,27(4):246-253.
[10] 刘建影,孙鹏. 无铅焊料互连及可靠性[M]. 北京:电子工业出版社,2008.35-77.
[11] Riko I Made et al.. Effect of Bonding Pressure on the Bond Strengths of Low Temperature Ag-In Bonds[C]. IPFA 2008. 119-123.
[12] YEE-WEN YEN et al..Interfacial Reactions Between Pb-Free Solders and In/Ni/Cu Multi-layer Substrates[J].Journal of ELECTRONIC MATERIALS, 2009,38(1):93-99.