数控复合车削循环编程的比较法教学探讨
2012-02-20樊雄
樊雄
(广西工业职业技术学院,广西 南宁 530001)
在数控车削编程中,复合切削指令G71、G73常用于工件的内外轮廓粗车加工,是数控车削编程中的两个非常重要的指令,复合循环指令由于指令的参数繁多,刀具轨迹和程序复杂,是教学难点内容,如何能够高效率的学习复合车削循环指令并且能牢固掌握,是教学中必须解决的问题。
捷克的近代教育家夸美纽斯在《大教学论》的扉页上写下了这样一句名言:“我们的目的在于寻找一种教学方法,使得教师因此可以少教,但是学生可以多学”[1]。
俄国教育家乌申斯基说:“比较是一切理解和思维的基础。”在“数控加工技术”课程教学实践中,我们采用了比较法来讲解复合切削指令G71、G73,收到了很好的教学效果。
1 内外圆粗车循环指令G71的教学
学情分析:在G71指令学习之前,学生已学习数控车编程的基本指令,对工件轮廓的一次精加工走刀切削的简单编程方法已掌握。
新指令的学习要点:先用分层车削方法,去除大块的多余坯料(图1的阴影部分),再沿轮廓精车。
第一行:
⊿d为每一刀切深(半径量);
e为退刀量。
第二行:
ns为循环开始程序段;
nf为循环终了程序段;
⊿u为直径精加工余量;
⊿w为长度精加工余量。
根据学生已有的编程基础,我们在新指令G71教学时,采用与一次精车件和G71车削件进行比较,具体做法如下。
指令格式:
G71 U(⊿d)R(e)
G71 P(ns)Q(nf)U(⊿u)W(⊿w)F(⊿f)[2]
1.1 比较坯料和车削量
在最终产品一样的情况下,一次精加工件的坯料已经过粗车,加工余量小(如图2(a),单边切深为0.5 mm),因此可一次车至最后尺寸;而G71车削工件一般为棒料毛坯,加工余量大(如图2(b),单边最大切深为10 mm),不能一次车去,必须分多层车削。
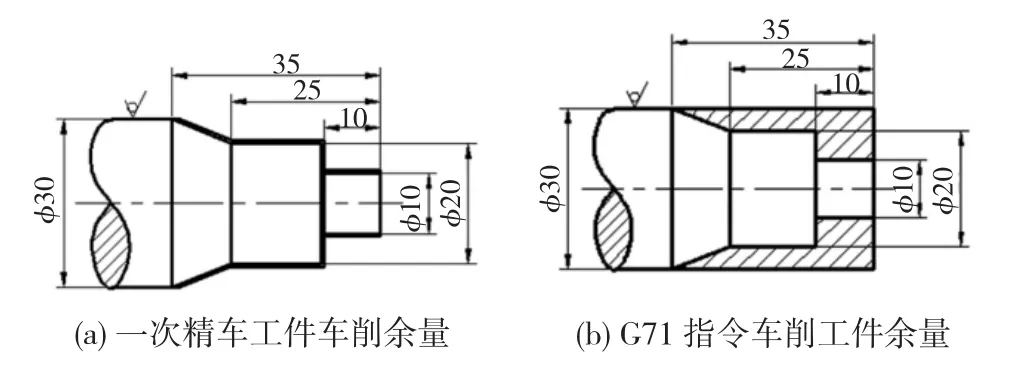
图2 坯料和车削量比较
1.2 比较走刀路线
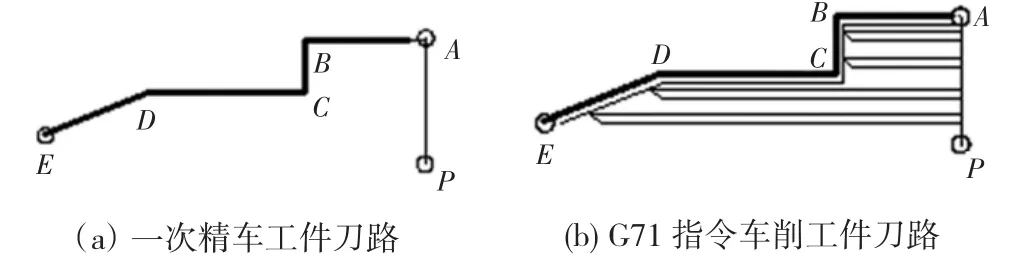
图3 坯料和车削量比较

图1 G71内径/内径粗车复合循环轨迹
一次精车工件的走刀路线如图3(a),直接车至最后尺寸;G71指令车削工件的走刀路线如图3(b),先分层车削,然后再沿工件轮廓车至最后尺寸。
1.3 车削程序比较
(1)一次精车工件程序。
O0001
N10 T0101
N20 G97G99 M03S1000
N30 G00X30Z2 快速定位靠近工件
N40 G00X10 A
N50 G01Z-10F0.1 B
N60 X20 C
N70 Z-25 D
N80 X28Z-35 E
N90 G00X100Z100
N100 M30
%
(2)G71指令车削程序。
O0002
N10 T0101
N20 G97G99 M03S1000
N30 G00X30Z2 快速定位靠近工件(循环起点)
N31 G71U2R0.5 指定切深和退刀量
N32 G71P40Q80U1W0F0.4指定循环区间、精加工余量,进给速度
N40 G00X10 A
N50 G01Z-10F0.1 B
N60 X20 C
N70 Z-25 D
N80 X28Z-35 E
N90 M03S1000 提高转速
N110 G70P40Q80 精车循环
N120 G00X100Z100
N130 M30
%
比较两个程序,会发现非常相似,差别只是G71车削时多了4行程序,即加粗部分,只要把加粗部分了解,编程就会变得容易。
N31、N32两行带G71的程序确定了粗车参数,和循环区间(A至E),N101、N102两行是高转速精车。
通过比较法学习G71循环车削指令,能够很快地掌握,并且便于记忆巩固。
2 粗车闭环车削复合循环指令G73的比较法教学
学情分析:在G73指令学习之前,学生已学习G71循环车削指令。
新指令的学习要点:先用仿形分层车削方法,去除厚度基本均匀的多余坯料(图3(b)中的阴影部分),再沿轮廓精车。以下将G73和G71比较进行教学。
2.1 比较毛坯加工余量特点
G71适用于棒料毛坯加工,各处切削厚薄不匀;而G73适用于铸、锻毛坯等仿形车削,各部分去除量厚薄大体一致。编程指令如果选择不当,则易造成大量空刀,降低生产效率。
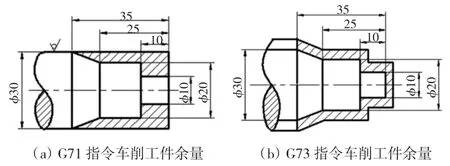
图4 G71和G73工件切削余量比较
2.2 比较车削路线
G71车削的分层刀路均平行于轴线,而G73的分层刀路则与工件最后轮廓相同。

图5 G71和G73刀路图
2.3 车削程序比较
(1)指令格式比较。
G73 指令格式[3]:
G73 U(⊿i)W(⊿k)R(d)
G73 P(ns)Q(nf)U(⊿u)W(⊿w)F(⊿f)
G71指令格式:
G71 U(⊿d)R(e)
G71 P(ns)Q(nf)U(⊿u)W(⊿w)F(⊿f)
第一行,符号有些相似,但含义完全不同,教学中着重讲解,注意区分。
第二行,G73和G71编程格式完全一样,只须把G71改成G73即可。
(2)程序比较。仍以上图为例,仅把粗加工循环程序段进行比较。
G71编程时,程序为:
N31 G71U2R0.5
N32 G71P40Q80U1W0F0.4
N40 G00X10 A
N50 G01Z-10F0.1 B
N60 X20 C
N70 Z-25 D
N80 X28Z-35 E
而如果用G73编程,程序为:
N31 G73U12.5W0R7
N32 G73P40Q80U1W0F0.4
N40 G00X10 A
N50 G01Z-10F0.1 B
N60 X20 C
N70 Z-25 D
N80 X28Z-35 E
两个程序除了黑色字体部分有差别外,其余部分是一样的,教学过程只须将差别部分讲透,学生即可很快掌握新的指令编程方法。
3 结束语
在数控复合切削循环指令G71、G73教学实践过程中使用比较法,遵循了温故知新、由易到难、循序渐进的教学规律,能够化繁为简,可收到事半功倍的效果。
[1](捷)夸美纽斯.大教学论[M].北京:教育科学出版社,1999.
[2]张晓东,王小玲.数控编程与加工技术[M].北京:机械工业出版社,2008.
[3]丛 娟.数控加工工艺与编程[M].北京:机械工业出版社,2007.
