延迟焦化间歇过程顺序控制系统中仿真培训系统的开发
2012-02-03唐玉玲
唐玉玲
(中南民族大学计算机科学学院,武汉430074)
当前全球对轻质油的需求越来越多,而原油市场上重质化、劣质化原油所占的比例越来越大,炼油企业都面临着大量加工重质原油的严峻挑战.重油加工技术已成为当今世界炼油业发展的重点,也是提高炼油企业效益和竞争能力的主要手段之一.延迟焦化是国内外大部分炼油厂进行重质油加工的主要手段,且能处理炼油企业的各种残渣物料,因此它被称为炼油企业的“垃圾桶”或“回收站”[1,2].截止2009年,我国延迟焦化处理能力已经达到75 Mt/a左右;延迟焦化处理能力占原油加工能力的比例10%以上,居全球第2 位[3].
延迟焦化过程是一个典型的连续/间歇过程__[4],其控制功能复杂[5].文献[6,7]针对其间歇特性进行控制策略研究,但并未涉及间歇操作的控制问题.目前,延迟焦化的连续过程采用分布式控制系统(DCS)而间歇操作主要采用手动操作.手动操作效率低下、劳动强度大,且运行人员误操作极易引发重大事故.近年来,顺序控制逐渐引入焦炭塔的间歇操作过程,提高了流程的自动化程度并通过联锁确保操作的正确性[8-10].顺序控制装置主要采用安全仪表系统(SIS)[9,10]或可编程控制器(PLC).延迟焦化流程复杂,间歇操作步骤多,导致顺序控制系统相对复杂.为了便于优化操作流程,使操作人员熟悉控制步序,发挥应有的各项功能,急需为延迟焦化间歇顺序控制提供仿真培训系统.文献[11-14]开展了延迟焦化流程连续过程的仿真研究,主要针对DCS的操作进行培训.其中,文献[13]研究了仿真系统的支撑系统.
本文针对采用PLC的新建顺序控制系统设计其仿真培训系统.系统拟采用两台计算机分别仿真现场操作(外操)和集控室操作(内操),采用组态软件——WinCC分别设计现场操作站和集控站仿真软件.文章拟介绍仿真培训系统的通信方式、操作界面设计、流程顺序控制等,并以中石化某分公司仿真培训系统为例介绍其设计方法.
1 延迟焦化顺序控制系统
1.1 延迟焦化间歇操作
延迟焦化是一个深度热裂化热加工过程,它是利用热的作用使渣油等原料发生化学反应而达到加工目的的一种工艺方法.渣油经过热加工处理,可以使低价值的重质油转化成高价值的轻质油.目前炼油厂配置的典型延迟焦化过程采用“两塔一炉”的结构,如图1所示.原料油和循环油从主分馏塔底抽出,用热油泵送到加热炉被快速升温至约490℃经过四通阀进入焦炭塔底部.原料油和循环油中蜡油以上馏份在焦炭塔内由于高温和长时间停留而发生裂解、缩合等反应,最终转化为轻烃和焦炭.焦炭聚结在焦炭塔内,而反应产生的油气自焦炭塔塔顶部逸出并进入主分馏塔,与原料油换热后,依次分割出焦化富气、粗汽油、粗柴油、蜡油和循环油.

图1 延迟焦化工艺流程简图Fig.1 Flowchart of delayed coking
按照延迟焦化的工艺特点,将“两塔一炉”的生产流程分成了20个步序,如图2所示.当一个焦炭塔处于生焦阶段时,另一个焦炭塔进行除焦及生焦准备,即执行小吹汽——大吹汽——给水——放水——除焦——赶空气——试压——泄压——引油气预热等操作.2-A/2-B焦炭塔的操作相互轮流切换.焦炭塔的步序切换为间歇操作,而每个步序的执行属于连续生产过程.
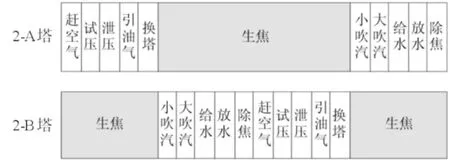
图2 两塔一炉”延迟焦化过程间歇操作步序Fig.2 Batch process of delayed coking process equipped with one furnace along with two towers
从图2可以看出,焦炭塔需要频繁进行间歇操作,且每个步序又包含多个子步序.若采用传统的人工操作,劳动强度大,操作人员误操作极易引发重大事故.顺序控制可以较好解决焦炭塔的间歇操作问题,且通过严格的联锁保护能进一步确保步序切换的安全性.
1.2 顺序控制系统
延迟焦化过程连续过程由DCS控制,采用常规PID或先进控制策略.而间歇过程采用顺序控制系统,如图3所示.本文主要介绍由PLC实现的顺序控制系统.焦炭塔间歇操作通过阀门通断控制实现步序切换.对常规“两塔一炉”延迟焦化工艺过程,顺序控制系统需要控制约30个阀门(包括电动和气动阀门).

图3 延迟焦化过程的控制系统Fig.3 Control system for delayed coking
2 仿真培训系统设计
2.1 开发平台
本文重点介绍延迟焦化过程间歇顺序控制仿真培训系统.顺序控制系统处理的变量大多数为开关量信号(“0”或者“1”)且间歇操作无需动态过程,故顺序控制仿真对象相对简单.为了便于仿真培训系统的使用,采用图4所示硬件配置,两台笔记本电脑通过以太网连接.一台电脑安装现场操作站(外操)仿真软件,该软件提供仿真界面模拟现场操作过程(阀门允许状态指示、仿真现场操作、提供阀门动作的反馈信号等),并实现焦化过程顺序控制策略(逻辑).另一台笔记本电脑安装集控室操作站(内操)仿真软件,该软件与实际顺序控制系统所使用的软件基本一致.区别在于:集控室操作站仿真软件的数据来源于现场操作站(外操)仿真软件,而实际顺序控制系统软件与PLC连接获取生产过程的真实数据.本文研究的顺序控制系统采用西门子S7-400H系列冗余PLC系统,为了便于统一,仿真系统软件均采用西门子WinCC软件开发完成.两套软件之间采用OPC(Ole for Process Control)进行数据通信,现场站仿真软件作为OPC Server而集控室软件作为OPC Client.
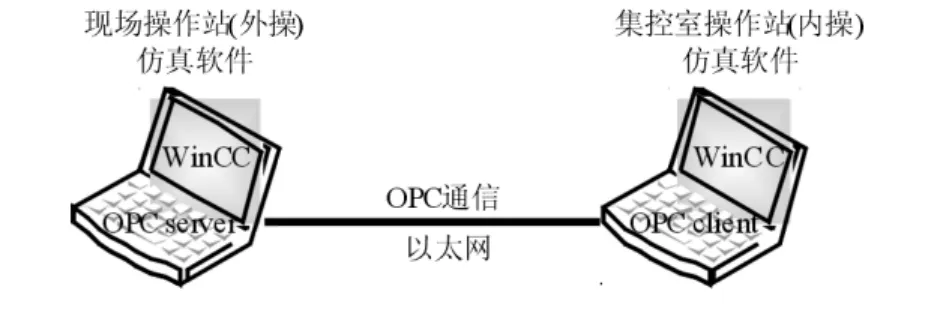
图4 仿真培训系统硬件平台Fig.4 Hardware platform of the simulation train system
2.2 仿真培训系统开发
现场操作站(外操)仿真软件需要模拟现场操作过程,延迟焦化过程的执行机构主要是阀门.图5是仿真界面上电动阀的操作图例.图5中a为阀门描述;b为通/断电控制;c为阀门控制信号指示;d为状态指示:闪烁表示运行开关,常亮表示开/关到位;e为现场操作按钮.可见通过此图例可以呈现阀门的各种状态给外操人员,且提供外操人员进行操作的手段.与此类似,现场操作站仿真软件界面还呈现了气动阀门的操作、模拟量(例如,塔的温度,压力)的操作、顶底盖机操作以及外操确认盘操作等图例.

图5 电动阀操作图例Fig.5 Operation interface of an electrically operated valve
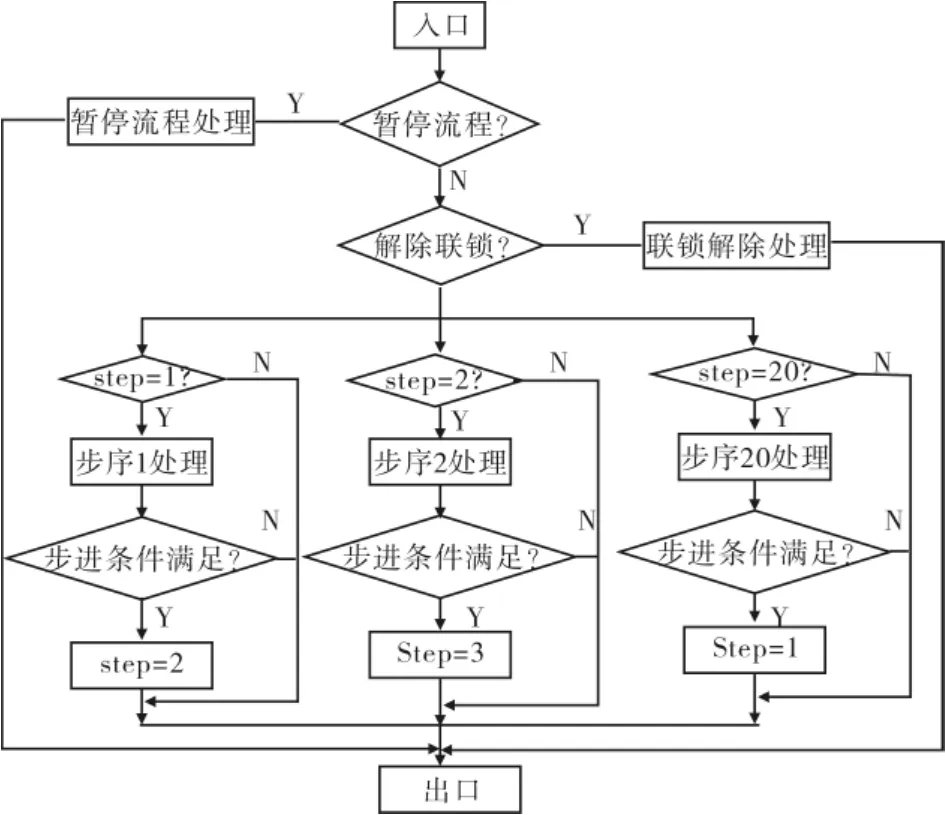
图6 顺序控制流程Fig.6 Flowchart of the sequence control logic
焦炭塔的顺序控制逻辑也是由现场操作站完成.为了模拟PLC循环扫描的执行方式,我们用WinCC全局脚本建立了一个全局动作-MainCycle.pas,程序流程如图6所示.该脚本程序周期性定时触发,周期为250ms.每250ms按图6程序执行一次,程序先判断焦炭塔顺控系统状态,本文共设计了3种状态:暂停流程、解除联锁、自动顺序控制.自动顺序控制是正常工作状态,解除联锁后程序处于手动控制方式,暂停流程用于某些特殊情况的处理,处理完后可以继续进行自动顺序控制.在自动程序状态下,程序判断当前步序(“两塔一炉”流程分成20个步序),进行本步序处理,当步进条件满足后进入下一个步序(需要内操确认).需要说明的是,若当前步序是20,步进时转入步序1,实现流程的循环运行.每个步序又分成多个子步序操作.
集控室操作站(内操)仿真软件主要实现内操监控功能.仿真软件与实际顺序控制系统所使用软件基本相同.设计了主画面、流程图、实时趋势、报警、参数设置、顺序控制状态设置等界面.仿真软件通过OPC从现场站仿真软件获取数据.
2.3 现场试验
采用本文提出的系统开发方法,我们设计了中石化某分公司的延迟焦化过程顺序控制仿真培训系统.仿真系统在该公司进行了现场试用,结果表明:①在开工之前,仿真系统有效协助工艺技术人员直观、全面地理解和校验工艺过程,发现缺陷;②能有效帮助操作人员(内操及外操)熟悉顺序控制的逻辑条件、顺控流程以及操作方式,大大提高了操作人员的操作水平.
3 结语
延迟焦化是应对原油重质化、劣质化的有效手段,也能对渣油进行深度加工,近年来得到了长足发展.然而,目前延迟焦化过程的控制水平相对低下,尤其是间歇操作过程大多采用手动操作方式,无法进一步适应焦炭塔缩短生产周期、扩容增产的需求.顺序控制是解决延迟焦化过程间歇操作的有效手段,本文针对采用PLC的焦炭塔顺序控制系统提出了一套仿真培训系统的设计方法.采用两台计算机分别对现场操作站(外操)以及集控室操作站(内操)进行仿真,采用OPC规范进行数据通信.仿真软件采用WinCC软件开发,具备完备的内外操仿真功能.设计完成的仿真培训系统已经在中石化某炼油厂成功地进行了应用,取得了较好的效果,获得了业界的好评.
[1]谷振生,王晓明.国内外重油加工技术新进展[J].炼油与化工,2010,21(1):6-8.
[2]刘方涛.延迟焦化技术的现状及展望[J].广州化工,2010,38(1):27-32.
[3]申海平,刘自宾,范启明.延迟焦化技术进展[J].石油学报(石油加工),2010,10:14-18.
[4]姜 飞.延迟焦化装置全流程建模与仿真培训系统的研究[D].北京:中国石油大学,2007.
[5]James H C,Tex H.Control system for delayed coker:US Patent5024730[P],1991-06-18.
[6]Zhou M F.Iterative learningmodel predictive control for a class of continuous/batch processes[J].Chinese Journal of Chemical Engineering,2009,17:976-982.
[7]Yu X D,Wei Y J,Huang D X.Intelligent switching expert system for delayed coking unit based on iterative learning strategy[J].Expert Systems with Applications,2011,38:9023–9029.
[8]王少勇.焦炭塔间歇操作的自动顺序控制[J].炼油技术与工程,2010,40(3):49-52.
[9]徐 庄,龚朝兵,刘 彬.SIS在延迟焦化装置的应用[J].化工自动化及仪表,2010,37(4):108~ 111.
[10]龚朝兵,陈梓剑,徐 庄,等.惠炼延迟焦化焦炭塔顺控系统的调试与运行[J].中外能源,2010,15(7):87-89.
[11]郭小安,龚文武,张德龙.延迟焦化装置仿真培训系统开发与应用[J].中国石油和化工标准与质量,2011,7:287-289.
[12]陈 微.基于PSSP的延迟焦化仿真培训系统的开发应用[J].江西石油化工,2007,19:41-46.
[13]丁光亮.化工仿真培训系统支撑系统的研究与开发[D].北京:北京化工大学,2010.
[14]卢 山,吴慧雄.延迟焦化过程的动态模拟[J].哈尔滨理工大学学报,2006,11(4):102-105.
