5Cr15MoV马氏体不锈钢冷轧工艺研究❋
2012-01-23武志平
武志平,高 登
(山西太钢不锈钢股份有限公司,山西 太原 030003)
马氏体不锈钢分为低碳马氏体、中碳马氏体、高碳马氏体不锈钢,通常情况下被用来制造具有良好机械性能和一定耐腐蚀性能的零部件.中碳马氏体不锈钢在奥氏体化固溶热处理时都应使钢中的未溶碳化物全部溶入基体中,这种热处理的目的是溶解碳化物得到奥氏体,并在随后的冷却过程中奥氏体转变为马氏体组织,这一过程经常会引起碳化物析出.对于高碳马氏体不锈钢,高的碳含量使基体中固溶碳含量增加并使马氏体开始转变点下降,从而导致残余奥氏体量的增加.残余奥氏体对于材料的耐磨性、疲劳性能、韧性和耐腐蚀性能都具有重要的影响[1].
5Cr15MoV作为一种中高碳的马氏体不锈钢,由于增加了 Mo,V等元素,钢材具有良好的耐蚀性、淬硬性和韧性,它被广泛地应用于耐蚀刀具、医用器械等高端行业[2].
经过均匀化热处理及酸洗后的 5Cr15MoV带钢,由于其含 C量较高 (0.45~ 0.55%),故冷轧过程易发生脆断,轧后退火难度较大[3].目前,国内仅有部分改轧厂使用小型四辊或两辊轧机进行窄带(≤600 mm)钢轧制,而各大钢厂暂无在森吉米尔廿辊轧机成功轧制带钢宽度>1 200 mm的先例.本文主要阐述了经过试验后的 5Cr15MoV冷轧及连续退火工艺趋于稳定受控,为批量化大生产提供了一定坚实的实践基础.
1 轧前材料组织的优化
轧制前对热轧态材料横向取样分析,采用SEM(扫描电镜)观察其微观组织形态.如图 1所示,带钢边部碳化物析出不均,不利于冷轧时边部控制,易发生脆断.
对于这种不利于轧制的组织状况,制取 4块20 mm×30 mm的试样,分别在实验室加热炉进行 800℃,830℃,850℃,880℃保温退火试验,均采用缓冷+空冷模式的均匀化热处理.结果显示 850℃保温退火组织形态得到了有效改善.如图 2所示,经过均匀化热处理后,边部组织形态明显得到了好转,碳化物析出分布均匀.
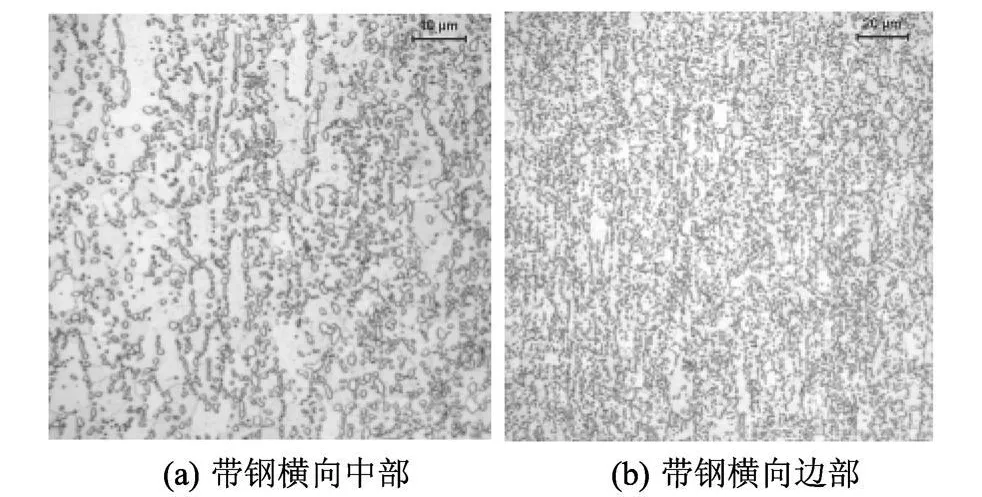
图1 轧前带钢横向 SEM微观形态对比Fig.1 Contrast of strip transverse SEM microstructure before rolling

图2 均匀化热处理后 SEM微观形态对比Fig.2 Contrast of SEM microstructure after homog enization heat treatment
2 轧制规程优化
本次试制在太钢冷轧厂 1#森吉米尔廿辊轧机进行.带钢原始厚度 4.0 mm,目标厚度 2.5 mm,宽度 1 240 mm,卷重 7 800 kg.分别试制了3卷,标记为 A,B,C卷.A,B卷边部发生裂纹,首道次轧制即发生断带.C卷规程轧制顺利完成,边部状况良好,试制断带如图 3所示.钢卷轧制规程如表 1所示.试制过程表明:小压下率、小张力方式对 5Cr15MoV冷轧完成起到了至关重要的作用.
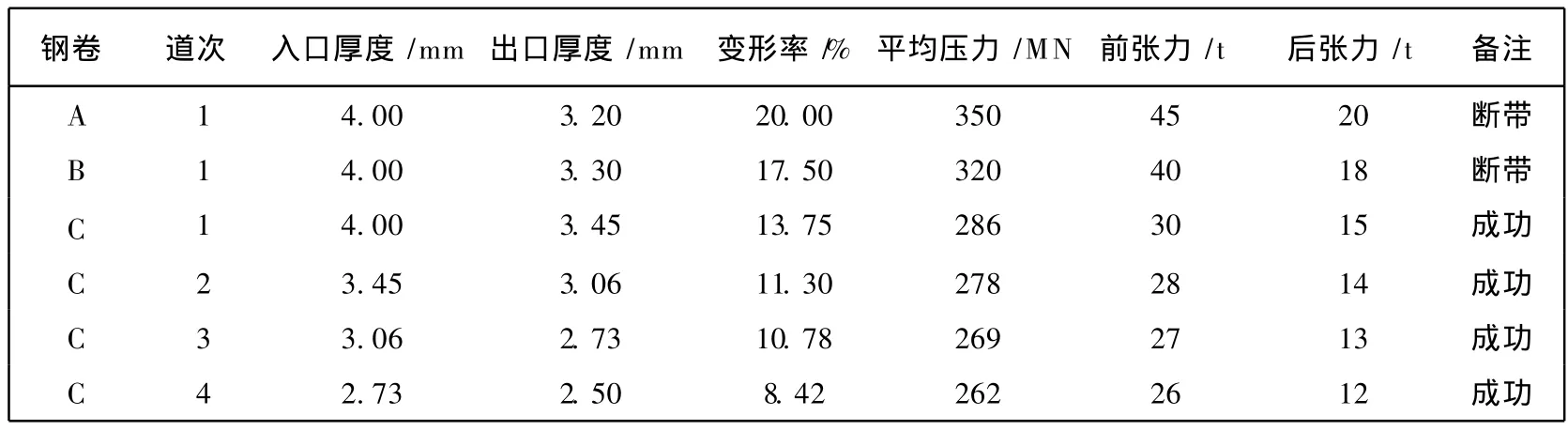
表1 钢卷轧制规程Tab.1 Rolling schedule of coils
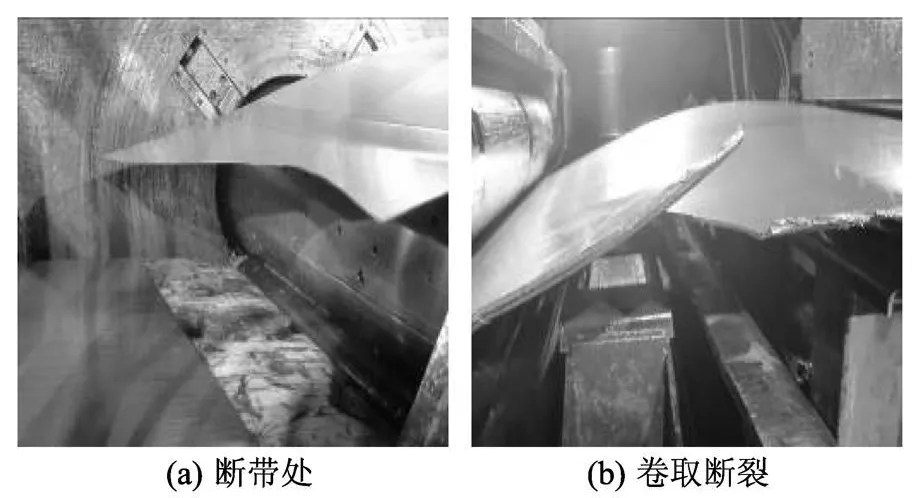
图3 试制断带Fig.3 Break in trial
3 连续退火
连续退火工艺根据实验室试验制定,即制作9块 20 mm×30 mm的试样,分别在实验室按700℃,750℃,800℃三个温度段进行退火试验,结果如表 2所示.
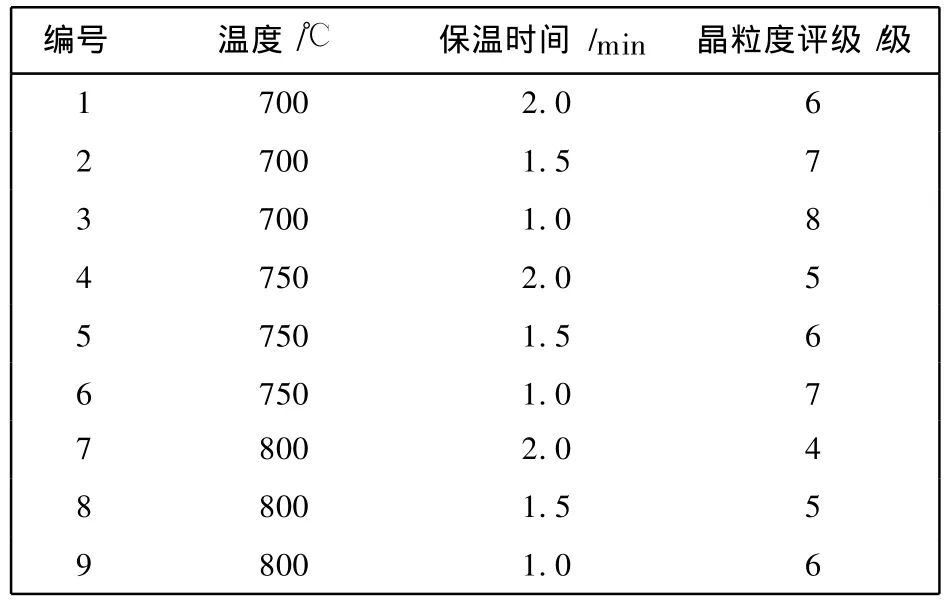
表2 退火试验结果Tab.2 Annealing test results
表2结果表明:3#试验晶粒度评级优良,利于后部加工.因此,在实际试制时,退火温度应控制在 700~ 750℃,稳定匀速运行.成品组织形态如图 4所示,碳化物均匀分布,同时带钢表面色泽细腻、均匀.

图4 退火后 SEM微观组织形态Fig.4 SEM microstructure after annealing
在本次成功试制后,又在随后的 90 d内小批量生产了共计 15卷,均能有效控制,质量良好,性能稳定.这些都为批量化大生产提供了坚实的实践基础.
4 结 论
1)5Cr15MoV经过均值化热处理后,使得马氏体碳化物析出分布均匀,改善了带钢微观组织形态,无边裂现象;
2)森吉米尔廿辊轧机轧制需采用小压下率、小张力方式,轧制速度控制在 100 m/min以下.
3)连续退火温度在 700~ 750℃,冷轧板材组织形态优良,利于加工;实际生产中卷取要用小张力,避免出现 180°以上折弯,以免发生断带的危险.
[1]陆世英.不锈钢 [M].北京:原子能出版社,1995:507-508.
[2]陆世英.不锈钢 [M].北京:中国科学技术出版社,2007:43-50.
[3]肖纪美.不锈钢的金属学问题[M].北京:冶金工业出版社 ,1983:140-168.