一种加工中心的快速对刀方法
2012-01-10钱灿荣陈英俊彭晓君欧阳思洁
钱灿荣,陈英俊,彭晓君,欧阳思洁
(肇庆学院 电子信息与机电工程学院,广东 肇庆 526061)
1 概论
数控(numerical control,NC)技术,是指用数字、文字和符号组成的数字指令实现一台或多台机械设备动作控制的技术[1].基于数控技术的数控精密机械加工,较传统的机械加工而言,具有高精度、高效率、自动化程度高和柔性化的特点.数控技术的应用给传统制造业带来了巨大变革,使制造业成为工业化的象征.三轴联动立式加工中心(以下简称加工中心),由于具备自动换刀装置(automatic tool changer,ATC),极大地提高了加工效率及工艺范围,成为我国数控精密机械加工的主体设备,特别是在汽车、通信、轻工、医疗等各类产品的零部件生产中,提供了高精度、高效率的保障,推动了我国加工业的发展.
目前,加工中心常用的对刀方法有2种:一是手动对刀;二是自动对刀.这2种对刀方法都需要基准刀与工作台重合,以建立对刀基准面,换刀后移动主轴,记录主轴z轴方向的位移量,以获取每把刀的偏置值H(如图1所示).重复移动主轴,最终得到准确值.每把刀的对刀时间大约为3m in,不但误差大,而且耗时较长,效率也比较低.
下面介绍一种加工中心的快速对刀方法.该对刀方法改变了过去以工作台为参照建立基准平面的传统做法,使用主轴作为基准,无须移动主轴,对刀方法简单、快捷,对刀时间也大为缩短.此外,该仪器结构简单,生产成本低且效率高,具有广泛的推广价值.

图1 各刀z轴向位移量
2 快速对刀的原理
该对刀仪使用基准刀的底端面为基准面,测量其余每把刀底端面与该基准面的距离,以此作为刀具的偏置值(如图2所示).
由于测量各刀的底端面与基准刀底端面的距离值不需要移动主轴,所以对刀时间得以大幅度减少.
3 快速对刀方法的设备结构
该快速对刀方法所需的设备极为简单:将普通的数字显示游标卡尺游标端延长,并用磁性表座将卡尺固定于主轴箱上,游标的长度应以可以接触到每把刀的底端面为准(如图3和图4所示).

图2 各刀底端面与基准刀底端面的距离值
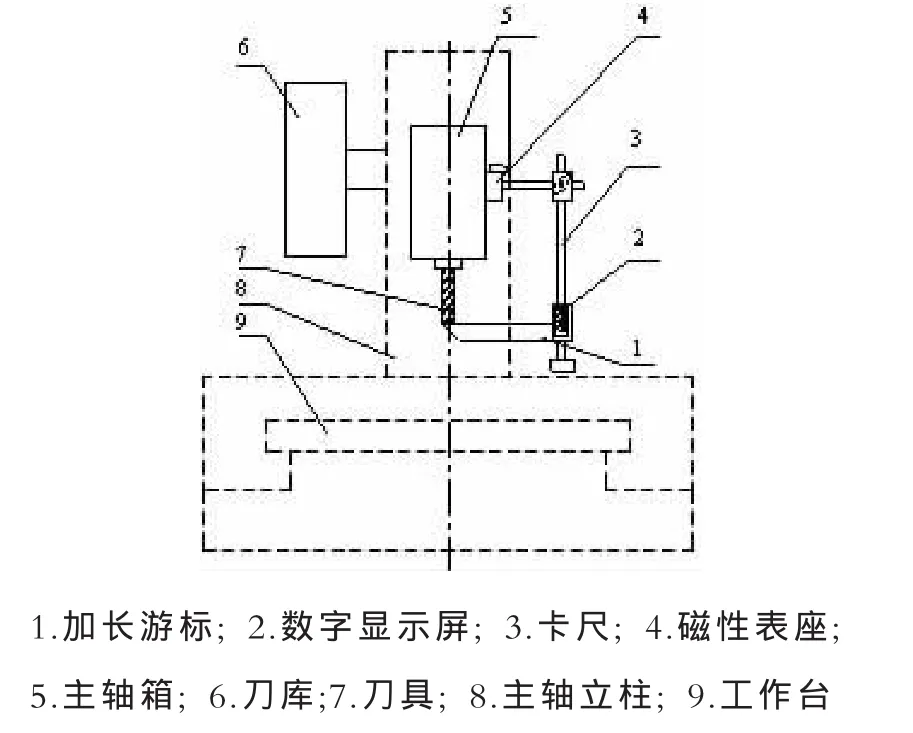
图3 快速对刀方法的设备结构

图4 对刀设备结构实物图
以基准刀底端面的位置为基准面,对数字显示屏清零.通过游标的移动,直接将所安装的每把刀的底端面与基准面的距离作为该刀的偏置值.
4 快速对刀方法的操作过程
1)将磁性表座安装在主轴箱上,然后安装游标卡尺,安装时需要保证卡尺与主轴的平行度及游标与主轴的垂直度;放入基准刀(一般是1号刀),将游标端轻压至刀的底端面,建立基准面,并将数字显示屏清零;按换刀按钮,将基准刀调入刀库,并注册刀具号,将该刀的长度补偿值设为0.
2)安装n号刀,将游标端轻压至刀的底端面,读取数字显示屏的值,该数值即为n号刀与基准刀的长度偏置值;调入刀库,注册刀具号;将长度偏置值输入刀具补偿Hn.
3)依次装入其他刀,重复以上步骤2),直至完成对刀,操作流程详见图5.
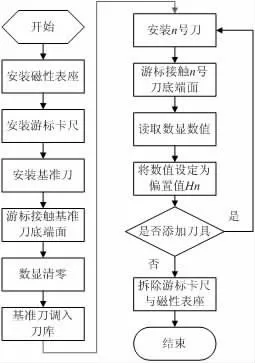
图5 快速对刀方法的操作流程
5 对刀精度分析
影响这种对刀方法的直接因素主要有2个:
1)游标卡尺的精度.由于长度偏置值直接从游标卡尺的数字显示屏中读取,所以游标卡尺的精度直接影响到对刀的精度.通用的游标卡尺精度为0.02mm,对于一般的精密机械加工,这个精度是在公差允许范围内的.当然,高精度的游标卡尺(0.01mm)能进一步提高快速对刀法的精度.
在传统对刀方法中,手工对刀的精度为0.02~0.03mm,因此快速对刀法的精度比手工对刀法高.中档对刀仪的精度为0.01mm,因此快速对刀法较对刀仪的精度低.
2)游标卡尺与主轴的相对位置精度.刀具的旋转轴心就是主轴的回转中心,快速对刀仪在安装时需要保证卡尺与主轴的平行度及游标与主轴的垂直度.如果卡尺与主轴的平行度相差大,游标所移动的距离就不是刀底端面与基准面的距离,数字显示屏的值就比实际距离大;如果游标与主轴不垂直,同样也会出现这种情况.
6 结论
本文所介绍的快速对刀方法以提高对刀效率为根本,针对现有的主轴移动对刀方法提出了定轴对刀方案,有效减少了对刀时间,每把刀的对刀时间大约缩减至1m in.
该对刀方法的局限性体现在2个方面:
1)安装调整较为复杂.游标卡尺不能在加工中心工作的时候,还通过磁性表座挂在主轴上,因此每次安装刀具都需要重新安装调整.前文论述了安装游标卡尺时对主轴位置精度的要求,因此每次安装调整都是低效率的.此局限性可以通过将卡尺安装在主轴箱上改善.将卡尺安装在主轴箱上,还可以进一步减少由于游标卡尺与主轴的相对位置引起的误差.
2)盘铣刀安装受限.盘铣刀具有较大的底端面,容易与卡尺发生磨擦,因此,卡尺与主轴轴线的安装距离,必须大于盘铣刀的半径值.
[1]陈志雄,杜家熙.数控机床与数控编程技术[M].2版.北京:电子工业出版社,2006:1-3.