树脂砂型涂料在线过滤装置的开发
2012-01-06杨和霖庹文海
杨和霖,蔡 运,何 伟,庹文海
(株洲九方铸造有限责任公司,湖南株洲市 412001)
树脂砂型涂料在线过滤装置的开发
杨和霖,蔡 运,何 伟,庹文海
(株洲九方铸造有限责任公司,湖南株洲市 412001)
该装置使涂料实现封闭循环,涂料在加入搅拌桶后,通过管道流进静置桶,进入隔膜泵到淋涂槽,再到过滤网回到静置桶,从而实现了涂料在线过滤的要求。
树脂砂;涂料;过滤装置;设计
1 前言
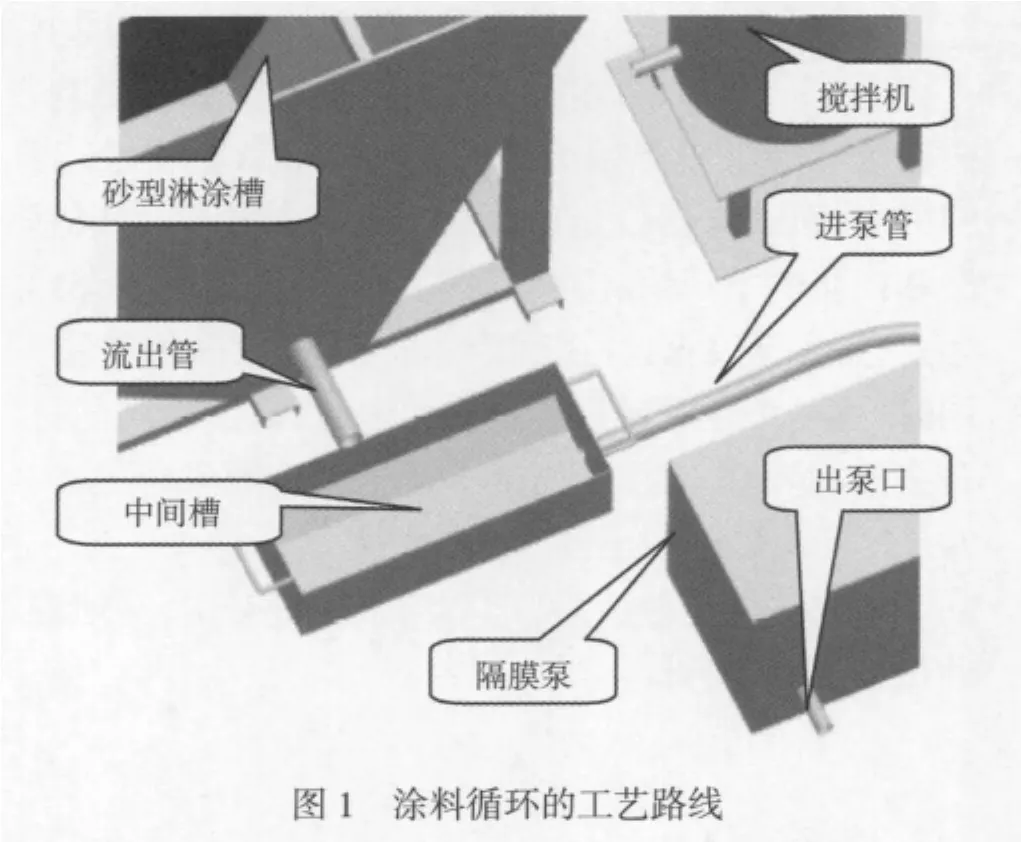
我公司对呋喃树脂砂砂型采用淋涂工艺进行涂料涂覆,涂料在搅拌机中配置好后,手工加入中间槽,涂料经过进泵管、隔膜泵、出泵口在淋涂槽上淋涂到砂型上,从砂型上流下的涂料经过流出管回到中间槽,涂料循环的工艺路线见图1。由于树脂砂砂型表面的浮砂(主要是背砂层面)在砂型翻转的过程中,跌落到淋涂槽中,混入涂料中,随着涂料的循环使用最后粘附在涂层表面,造成涂层表面的不完整,从而影响到铸件的表面质量及内在质量,因此必须对涂料中夹杂的砂粒进行过滤。
为进行涂料过滤,开始选择的过滤方案是在流出管和中间槽之间设置静态过滤网。原砂的粒度为40—100目,首先选择的滤网为60目,涂料不能通过滤网,再次选择40目的滤网出现同样的情况,清洗干净的滤网在前10s还可通过涂料,3分钟后就淤积堆满在滤网上。
2 涂料过滤原理分析
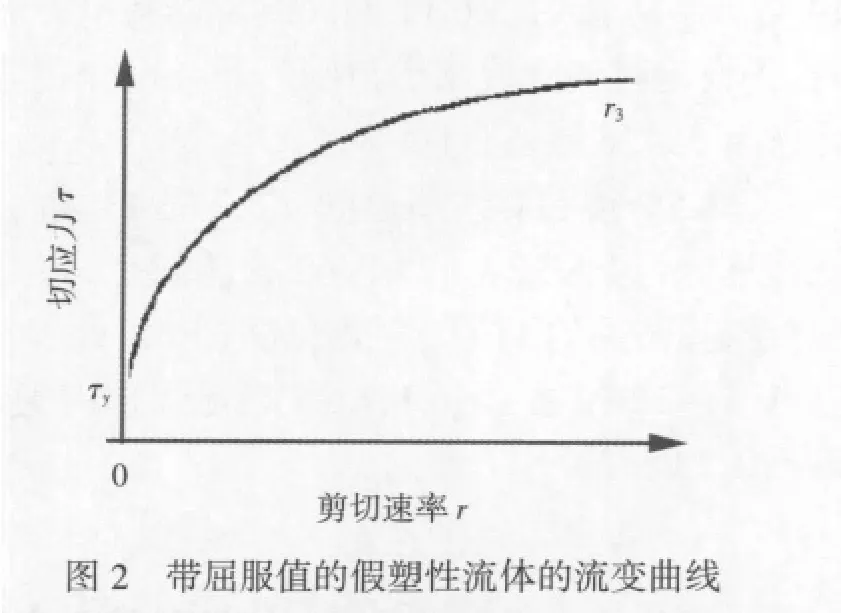
铸造涂料为非牛顿流体[1],一般是带有屈服值和触变性的假塑性流体,其流变特性见图2。如果涂料所受到的切应力小于其屈服值τy,则涂料不会产生流动。涂料从流出口接触到筛网后,受到阻碍,其受到的剪切速率减小,导致在筛网面上的涂料切应力减小,流动性减弱,淤积一部分,后续的涂料淤积在上,导致筛网面上的涂料剪切力降低至零,最终无任何流动性,涂料就再也无法流过滤网,完全淤积在滤网上。
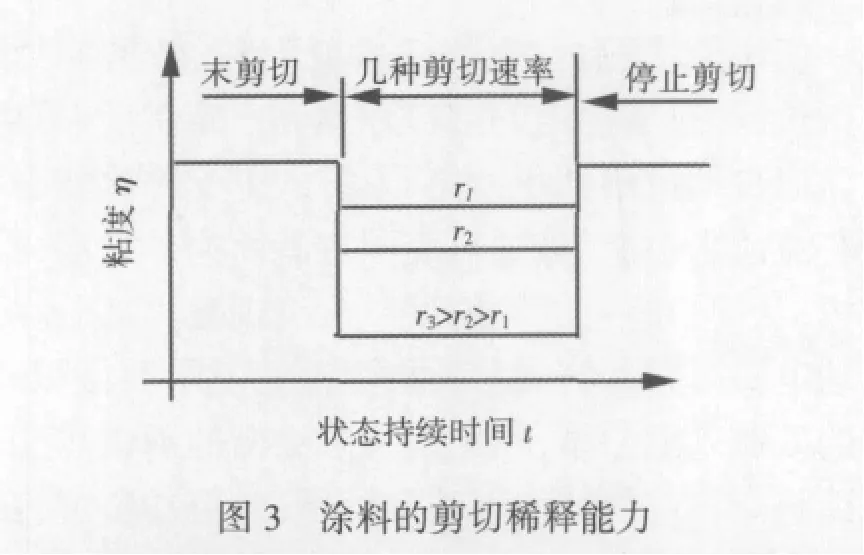
铸造的涂料具有剪切稀释的能力,其粘度随着剪切率的增大而下降,见图3。若使筛网进行运动,为筛网和涂料的接触面提供切向力,从而在涂料内产生切应力。当该切应力超过涂料的屈服应力时,涂料就可流动而穿过筛网。由于涂料骨料一般为320目,只要选择筛网的网眼尺寸比砂粒小,就可保证把砂粒过滤出来。
3 涂料过滤装置设计
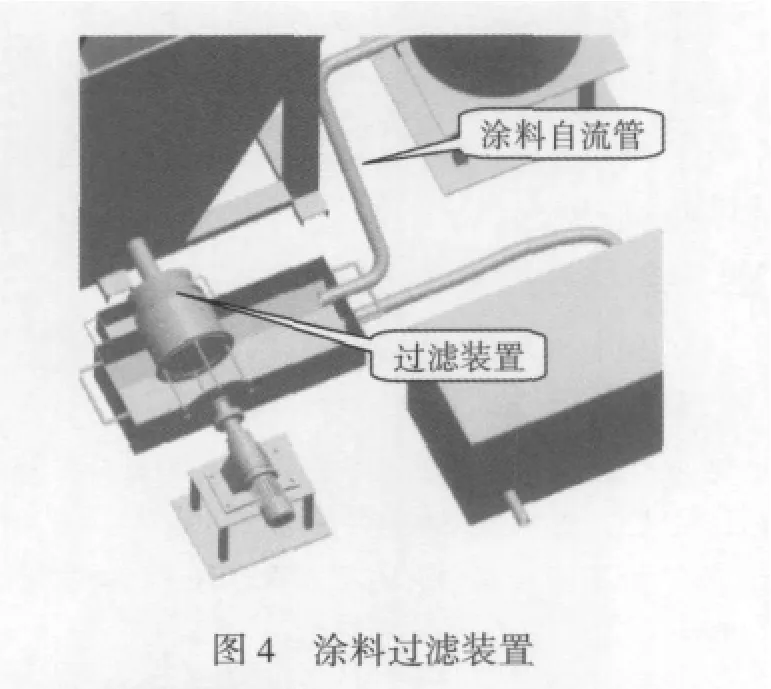
实际开发的涂料过滤装置见图4。与图2相比,除增加涂料过滤装置外,并布置了涂料自流管,其作用是让配置好的涂料自涂料搅拌器中在重力作用下自动流入中间槽中,涂料的流量通过球阀控制。
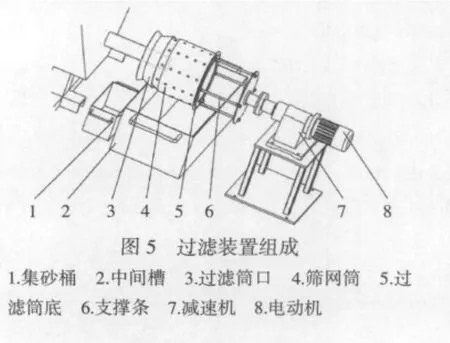
(1)过滤装置组成
过滤装置组成见图5。过滤筒口的直径比筛网筒小60mm左右,以避免涂料溢出。内侧保持20°斜度,使筒过滤出的砂能随斜面排出。外侧保持45°斜度并伸出30mm以上,使排出的砂能完全集中到集砂桶中。过滤筒底的直径大于筛网筒15mm以上,形成导流边沿,避免涂料淌到筒底外侧,以减少设备的清理。
(2)筛网的选择与检测
根据GB/T 9442-1998《铸造用硅砂》,铸造用硅砂的粒度用试验筛进行分析,其筛号与筛孔的基本尺寸应符合表1。检测铸造砂的粒度使用的是铸造用试验筛,根据JB/T 9156-99铸造用试验筛,筛孔及金属丝直径基本尺寸见表2。

表1 铸造用硅砂的粒度分析试验筛
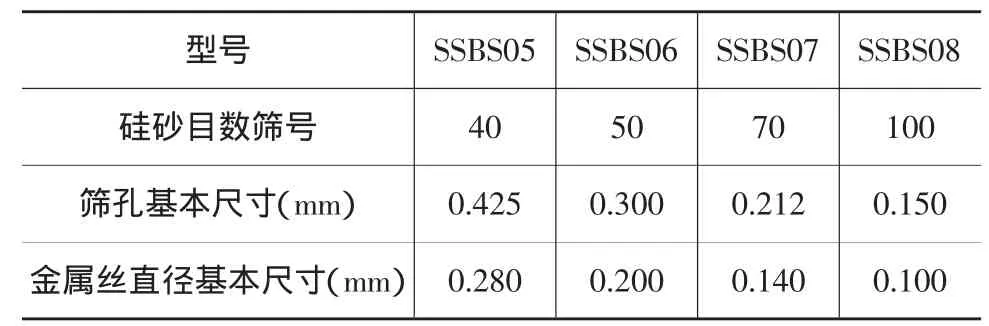
表2 铸造用试验筛及金属丝直径基本尺寸
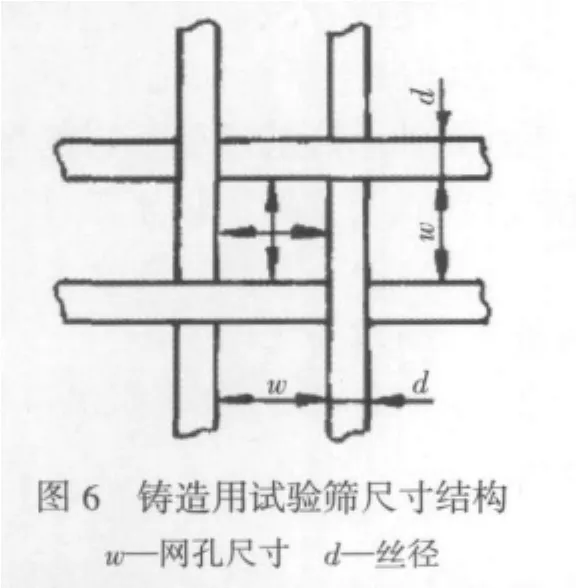
铸造用试验筛筛孔基本尺寸的定义见图6,可知,试验筛筛孔大小并不包含金属丝的尺寸。
市场上的筛网目前尚无明确的国家标准。以不锈钢丝网为例,制造材料一般为1Cr18Ni9Ti不锈钢丝,门幅宽度一般为1000mm,每匹长度一般为30m。规格见表3②。
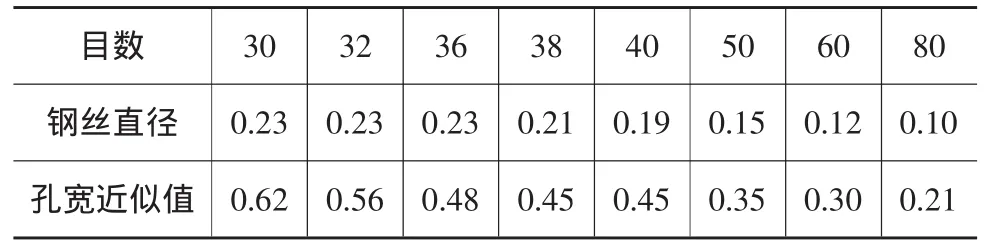
表3 不锈钢丝布规格(单位:mm)
市场上的筛网与铸造用试验筛筛孔的结构及尺寸定义与图6相同,符合GB6004,两者筛孔的尺寸大小都不包含金属丝的丝径。但是两者名义目数相同时,实际的网孔尺寸并不一致,比较表3与表1、表2即可知。
为保证丝网的选择得当,需对丝网的筛孔尺寸进行测量。由于金属丝径及筛孔尺寸都太小,一般的测量方法无法测量。我们的方法是,选筛网平整处剪一块30mm×30mm大小的丝网,放在光学显微镜上,背面压一块抛光的金相试样以保证反光,放大100倍观察,对照光学显微镜上的尺寸标尺,可测出筛孔及金属丝尺寸。实测用于所设计的涂料过滤装置的不锈钢丝布的筛孔尺寸为0.030-0.038mm(市场名义目数:60目),钢丝尺寸为0.013mm。相对于表3,该丝布应为50-60目规格,但对照表2的铸造用试验筛,该筛为40-50目。
将该筛网卷成圆柱面,接缝处压紧,即制成过滤筛筒。
(3)减速机的选择
实际选用卧式摆线针减速机,该型减速机维修方便,同时在市场上通用性的减速机中,该型的单级变速比最大(实际选型变速比87)。电机选用三相异步电动机,功率0.75kW,转速1450r/min。减速机的输出转速16.6r/min。
由于单级的摆线针减速机变速比大,一级变速已达到要求,大大减小了整体装置的尺寸。并由于摆线针减速机的轴承能够承受相当的弯矩,为过滤滚筒采用悬臂梁式的支撑提供了条件,进一步减小了装置尺寸。
(4)过滤装置的安装及使用
安装时保证淋涂槽的涂料流出口伸进过滤筒口内100mm。
使用方法:启动电机,过滤筒自动转动,对涂料进行过滤。过滤筒内的砂粒积累到一定量后,将从过滤筒口自动排出到积砂筒,不需人工干预。当观察到涂料流淌出过滤筒口时,表明过滤筒内砂过多,临时停机,从筒口将过滤筒内砂手工清理出大部分。再次启动电机运转装置。每日淋涂作业完成后,将积砂桶内的砂倒入淋涂槽,利用清洗淋涂槽的酒精清洗,回收涂料。再停机清空过滤筒的积砂,启动装置,在转动状态下继续用酒精对过滤筒进行清洗干净。
4 过滤装置的技术特点
(1)采用单级减速机、悬臂梁式滤网支撑,最大可能减小了装置的尺寸,使装置可在狭小空间内应用。
(2)自动流砂技术。该装置对涂料中裹杂的砂粒能够自动流出,全面保证过滤后的涂料品质。
(3)涂料封闭循环技术。涂料在加入搅拌桶后,通过管道流进静置桶,进入隔膜泵到淋涂槽,通过过滤网回到静置桶。减轻了工人劳动强度,减少了涂料浪费,保持了工地整洁。
(4)涂料再回收技术。自动流砂收集后,尚有少量涂料随砂粒流出,每日手工倒入涂料槽中,通过清洗过滤,能够再次将涂料回收。
[1]中国机械工程学会铸造分会.铸造手册:造型材料分册[M].2版.北京:机械工业出版社.1993:193.
[2]祝燮权主编.实用五金手册[M].第六版.上海:上海科学技术出版社.2001.
Developing of on-Line Filtering Equipment on Flow Coating of Self-Cured Resin-Bonded Sand
YANG HeLin,CAI Yun,HE Wei,TUO WenHai
(Zhuzhou JiuFang Foundry Co.Ltd.,Zhuzhou 412001,Hunan China)
The requirement for coating filtering on-line has been realized as a device enabled a close loop cycle of coating which is added into a beating up barrel then inpours through pipe into a holding barrel before flows into an insulated film pump to pouring and spreading slot then through a filtering net before turns back to the holding barrel.
Resin bonded sand;Coating;Filtering equipment;Desing
TG231.5;
A;
1006-9658(2012)01-3
2011-11-01
2011-152
杨和霖(1972-),男,工程师,主要从事轨道交通机车铸钢冶炼及产品开发
