垂直分型无箱造型线生产发动机缸体的生产实践
2012-01-06高志明朱孔乾姚继成
高志明,朱孔乾,姚继成
(1.山东常林铸业有限公司;2.济南铸造锻压机械研究所有限公司)
垂直分型无箱造型线生产发动机缸体的生产实践
高志明1,朱孔乾1,姚继成2
(1.山东常林铸业有限公司;2.济南铸造锻压机械研究所有限公司)
根据垂直分型无箱射压造型机特点,设计472FC汽车发动机缸体的工装及工艺参数,采用立浇垂直分型方式生产缸体。
缸体;垂直分型;铸造工艺
472FC缸体是一款高速环保的四缸直列式汽缸体,铸件轮廓尺寸为360mm×269mm×232mm,重量32.6kg,主要壁厚4mm,材质为HT250,本体硬度要求190—220HB。结构简图见图1。该款机型不使用缸套,是一个复杂、薄壁,高强度、高精度的灰铸铁铸件。其质量的好坏直接影响发动机的性能。因此对铸造工装工艺的设计及生产过程质量控制有很高的要求。

1 铸造工艺设计
铸造工艺设计见图2,选用湿型砂铸造,在VMM6080D垂直分型无箱造型线上生产。立浇垂直分型,每箱一件,所用砂芯全部为热芯。整个铸型由8个砂芯组成,手工组装后使用自动下芯机下入型腔。主要工艺参数选择为:铸造收缩率0.8%,外模起模斜度1~3°,芯盒起模斜度<2°,铸造加工余量1~3mm,最小铸出壁厚3mm。

1.1 浇注系统
内浇道设在缸体曲轴档座,阻流设在横浇道前端,在侧板芯上安放泡沫陶瓷过滤网片(位于横浇道前)。直浇道和横浇道由砂型形成,内浇道由砂芯形成。
1.2 排气系统
在外模型板上靠近盖板芯芯头顶部安放垂直出气片,分别对型腔和缸筒芯进行排气;同时在与型腔相通的出气片底部安放集渣、出气冒口。
水套芯、盖板芯钻排气孔。水套芯、水孔芯头钻排气孔,盖板芯使用钻头钻通孔,钻孔时使用钻模,以确保水套芯出气孔与盖板芯出气孔配合准确,排气通畅。
分别对水套芯上的8个出砂孔芯头钻出气孔,钻孔须在砂芯浸涂涂料后进行,对两侧板芯与水套芯出砂孔配合的芯头钻通孔进行排气。
1.3 砂芯结构设计
四个缸筒芯在Z956B壳芯机上制作,两开模,每盒两件。盖板芯、侧板芯、水套芯在Z8625C热芯机上制作。盖板芯、侧板芯为双工位两开模制芯,每个芯盒出一套缸筒侧板芯;水套芯为双工位两开模制芯,每盒两件。所有砂芯使用醇基石墨涂料浸涂,浸涂后点火烘干。水套芯进烘芯炉烘干后再浸涂。整体砂芯组芯后螺栓锁紧(图3),制芯作业工艺见表1。


表1 制芯工艺参数
2 生产工艺
2.1 造型、浇注
使用垂直分型无箱造型线生产。砂型尺寸850mm×600mm,垂直分型。造型后,将砂芯放置在下芯框上,自动下入后合型,使用自动浇注机浇注,浇注温度 1390~1430℃。
2.2 铁液熔炼
采用10t长炉龄水冷冲天炉和10t感应电炉双联熔炼。炉前采用光谱分析仪和三角试块对铁液进行检测控制。采用热电偶测温枪对铁液进行温度检测。
铁液进行两次孕育处理,第一次为电炉出铁时孕育,第二次为铁液向浇注机倒包时孕育,浇注时进行随流孕育。
2.3 清理
铸件进行粗抛、精抛两次清理,粗抛使用步进式清理机,精抛使用卡抓式清理机。铸件表面喷涂黑色亚光防锈油漆,防锈要求通过96h盐雾试验检查。曲轴档、缸筒内、缸盖接合面及油底壳接合面喷涂防锈油。
3 缺陷及解决措施
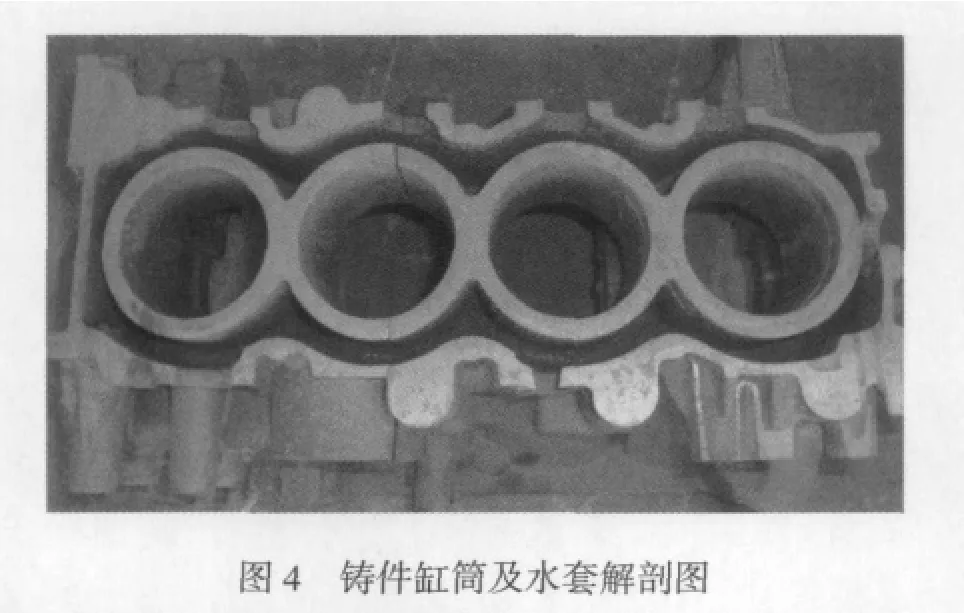
缸筒壁厚不均匀。产品前期生产时存在缸筒壁厚不均匀问题,客户要求任一垂直缸筒中心截面上铸件缸筒壁厚差不超过1.8mm(汽缸间除外),实际生产时壁厚差最大时为2.5mm,重点是一、四缸筒壁厚,当时采取的措施是对水套芯进行整改,适当进行补正,壁厚差问题有所好转,但不稳定,考虑使用芯撑进行解决,但增加成本,最终通过更换耐高温低膨胀覆膜砂得到了解决。
气孔缺陷。主要原因是芯砂发气量大、砂芯透气性差;型、芯排气不畅;浇注温度低等原因。采取措施:控制砂芯发气量,水套芯上钻排气道,并使用石棉垫对气道进行密封,避免铁液进入堵塞气道;工艺要求砂芯制芯后使用时间期限及干燥程度;控制浇注温度。
砂眼缺陷。产生原因:1)由砂芯上带有的砂粒、涂料团等形成;2)组芯时砂芯整体尺寸超差,下芯后与型腔干涉造成挤砂;3)下芯框磨损,砂芯在下芯框内不定位。采取对策:控制砂芯制芯、修芯、组装质量,使用检具对成品砂芯进行检查;定期检查下芯框尺寸,有磨损时及时更换衬板。
4 结束语
根据垂直分型无箱射压造型机特点,设计前模板、后模板、芯盒、下芯框等工装;结合我公司多年铸造经验,最终确定制芯、造型和浇注等工艺参数。通过实践表明,采用立浇垂直分型方式在垂直分型无箱造型线上生产缸体,能减少水套芯所受的铁液浮力,不使用芯撑也能满足铸件缸筒壁厚差的要求;通过在砂芯顶部芯头上设计的排气通道,将砂芯及型腔内的气体直接排出,取消了在水平铸造线上生产缸体时两侧面螺栓搭子增设出气针的设计,减少后序清理打磨的工作量。该款缸体经过小批试制、批量生产供货,产品质量十分稳定。
Practice in Production of Engine Cylinder Block with Vertical Parting Flaskless Molding Line
GAO ZhiMing1,ZHU KongQian1,YAO JiCeng3
(1.Shandong Foundry Industry Co.Ltd.,Shandong China;2.Jinan Foundry&Metalforming Machine Research Institute Jian 250022,Shandong China)
Production technology of Model 472FC automotive engine cylinder block with Model VMM6080D vertical parting flaskless molding line has been introduced.
Cylinder block;Vertical parting flaskless molding line;Foundry technology
TG231.6;
A;
1006-9658(2012)01-3
2011-11-21
2011-162
高志明(1967-),男,高级工程师,从事铸造生产管理
