响应面优化花生酸奶发酵工艺研究
2012-01-05白卫东沈棚钱敏鲁长海
白卫东,沈棚,钱敏,鲁长海
(1.仲恺农业工程学院 轻工食品学院,广州 510225;2.华南农业大学 食品学院,广州510642)
响应面优化花生酸奶发酵工艺研究
白卫东1,2,沈棚1,钱敏1,鲁长海1
(1.仲恺农业工程学院 轻工食品学院,广州 510225;2.华南农业大学 食品学院,广州510642)
采用Plackett-Burman设计法和响应面分析法对花生酸奶发酵工艺进行优化。 先用Plackett-Burman设计从5种原料中筛选出对花生酸奶品质有极显著影响的因素,再用最陡爬坡实验及Box-behnken设计进一步优化。 结果表明,花生乳质量分数,接种量和加糖量是影响花生酸奶品质的极显著因素,优化后的发酵工艺:花生乳50%,接种量4.87%,加糖量5.50%(均为质量分数),发酵时间4 h,发酵温度42℃。在此发酵工艺下可制得优质风味的凝固型花生酸奶。
响应面;花生;酸奶;发酵
0 引 言
花生是一种重要的植物蛋白质资源,其营养丰富全面。 每100 g花生含水分7.3 g,蛋白质24.6 g,脂肪48.7 g,碳水化合物15.3 g,粗纤维2.1 g,灰分2 g,钙36 mg,磷383 mg,铁2 mg,另花生仁中含有胡萝卜素0.0 4 mg,硫胺素1.07 mg,核黄素0.11 mg,尼克酸9.5mg[1]。 在我国素有“长生果”之称,经常食用花生确能起到滋补益寿作用。
花生酸奶属于发酵乳中的一种。就是以牛奶,羊奶,马奶等为主要原料添加花生乳经乳酸菌或酵母菌发酵而制成的产品[2]。花生酸奶不仅香味浓郁协调,口感细腻柔和,而且营养价值高。花生酸奶的研制将会为丰富了乳品市场,提高花生利用价值和增加企业经济效益提供有效的途径。
1 实 验
1.1 材料
花生 (市售),选择颗粒饱满,无虫蛀,无霉变;奶粉(雀巢脱脂奶粉);白砂糖(优级)。
菌种为嗜热链球菌和保加利亚乳杆菌,NaHCO3为分析纯,分子蒸馏单甘酯,耐酸CMC(食品级)。
1.2 仪器设备
YXQ-LS-50S11立式压力蒸汽灭菌器,SW-GJ-1BU洁净工作台,DK-98-1型电热恒温水浴锅,HL-2000型打浆机,DNP-9082型电热恒温培养箱,JML50C型胶体磨,SRH 60-70型均质机,BCD-188K/ANCJN冰箱。
1.3 方法
1.3.1 工艺流程

1.3.2 花生乳制备要点
(1)焙烤。选择无毒变、无虫蛀、颗粒饱满、粒度均匀的新鲜花生仁为原料,经120℃、40 min焙烤,然后手工去红衣。经过烘烤的花生容易脱皮,且产生多种令人愉快的芳香气味。
(2)浸泡。将脱红衣的花生仁倒入质量分数为0.10%的NaHCO3的水中,在60℃下水浴4 h左右,可以提高蛋白溶出率的同时保证花生乳为乳白色[3]。
(3)磨浆。用清水浸泡两次,沥干,然后加80℃热水磨浆;先用打浆机打浆,然后再通过胶体磨磨浆,磨击的颗粒控制在100目,加水量控制在水是干花生仁质量6倍为最佳[4]。
1.3.3 发酵剂的制备
选用保加利亚乳杆菌和嗜热乳链球菌以1∶1的比例接种到灭菌后的质量分数为10%脱脂奶粉中,42℃发酵3 h,置于4℃下保存,待用。
1.3.4 牛奶的配制
按照每100 mL水加入15 g脱脂奶粉的比例配制13%的容液。
1.3.5 优化方法
Plackett-Burma设计[5]:本研究在前期单因素实验的基础上选用N=12的Plackett-Burman设计法,对培养基的5个因素的重要性进行考查,每个因素取高低两种水平,凝固型花生酸奶综合评价得分为响应值,实验设计如表2所示。用Minitab15软件对实验数据进行处理,比较各因素重要性。
最陡爬坡实验:根据Plackett-Burman实验结果,以各显著因素的正负效应确定最陡爬坡实验的路径(包括变化方向和变化步长),快速的逼近最大响应区域。而其他因素的取值则根据正效应因素均取较高值,负效应因素均取较低值的原则。找到下一步响应面分析的中心点。
Box-behnken设计[6]:响应面分析实验方法根据PB实验设计和最陡爬坡实验结果,以最陡爬坡实验得出中心点,设计三因素三水平的优化实验。用minitab软件设计Box-Behnken响应面实验并进行数据处理。
1.3.6 花生酸奶检验方法
乳酸菌检验采用GB4789.35-2010中方法进行;大肠杆菌检验采用GB4789.3-2010中方法进行;脂肪检验采用GB5413.3-2010中方法进行。
酸奶评价指标[4,7]如表1所示。
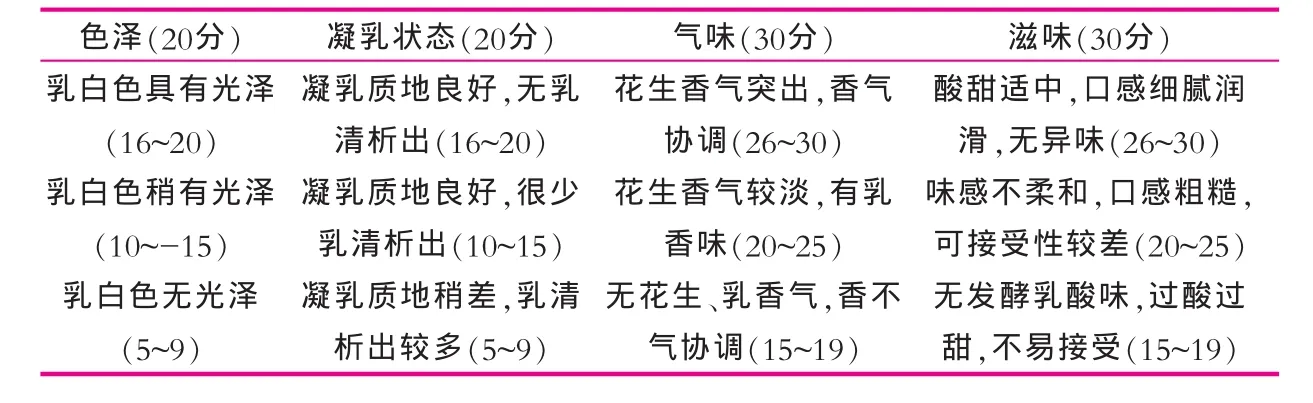
表1 感官评价标准
2 结果与讨论
2.1 影响因素的筛选
按照Plackett-Burman设计,在凝固型酸奶发酵好后对其综合评价,Plackett-Burman实验设计及结果如表2所示。
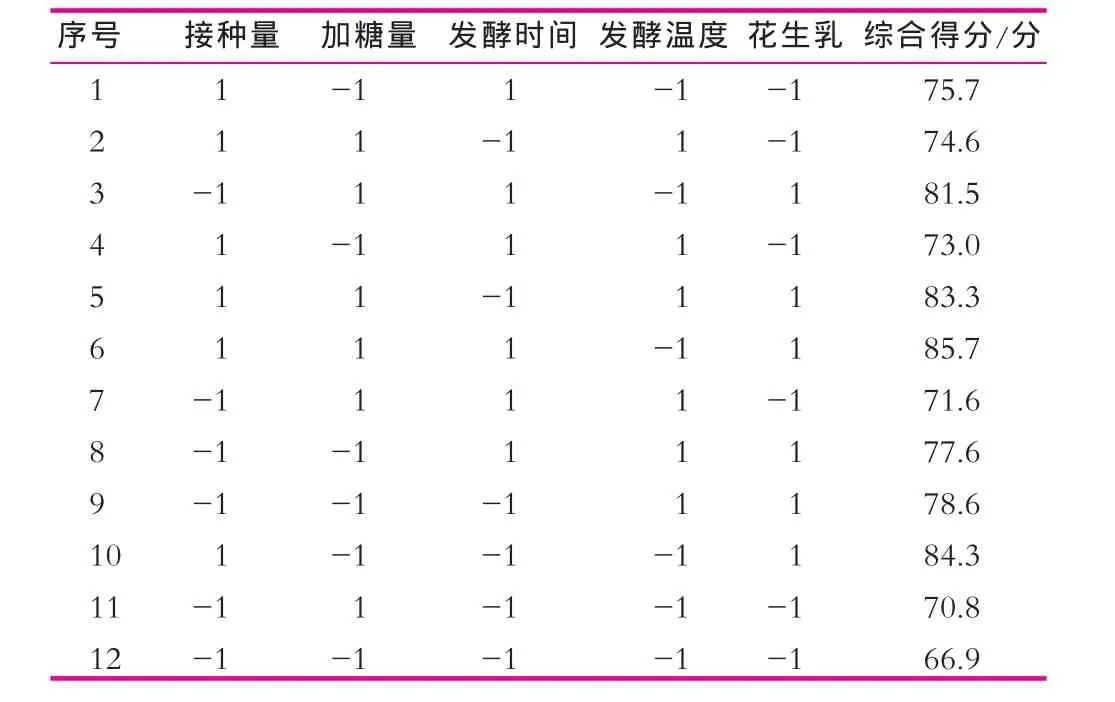
表2 Plackett-Burman实验设计与结果
对表1进行回归分析,所得结果如表3所示。由表3可看出,接种量、加糖量、发酵时间、花生乳质量分数表现为正效应,发酵温度为负效应。可信度大于95%的水平上,因素接种量、加糖量、花生乳质量分数对酸奶品质影响显著,其中发酵时间和发酵温度对酸奶品质影响不显著,因此确定接种量、加糖量、花生乳质量分数主要影响因素进行下一步实验。

表3 各因素水平、效应值及显著性分析
2.2 最陡爬坡实验
根据表3分析结果确定不显著因素的水平,表现为正效应因素取较高值,表现为负效应因素取较低值,实验设计如下:发酵温度42℃,发酵时间4 h。显著因素的变化步长及方向的实验计及结果如表4所示。从表4可看出,随花生乳含量、接种量和加糖量的变化,花生酸奶得分先上升后下降,当花生乳质量分数、接种量和加糖量分别为50%,5%和6%时,所对应的凝固型花生酸奶综合得分达到最大值,以第3组水平作为响应面实验中心点,进行下一步优化实验。
2.3 Box-Behnken实验设计及结果
通过最陡爬坡实验确定了重要影响因素的取值的区间。控制发酵时间4 h,发酵温度42℃,以花生乳质量分数、接种量及加糖量3个重要因素为自变量,各因素编码水平如表5所示;Box-behnken实验设计及结果如表6所示。

表4 最陡爬坡实验设计及结果
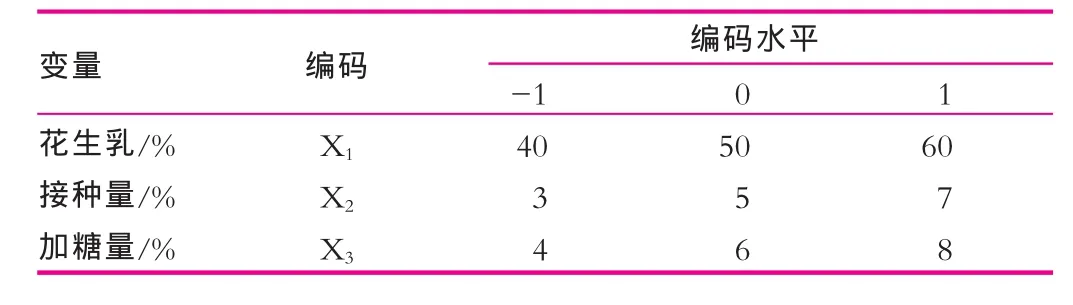
表5 Box-Behnken设计的变量及水平
表6 Box-behnken设计及结果
由表7可以看出,该回归模型在α=0.01水平上显著,失拟项 P=0.130,表明失拟不显著。经P检验,可知回归方程中一次项、二次项及交互项均对响应值有显著影响,说明所拟合的二次回归方程合适。方程的相关系数 R2为0.9803,调整后的 R2为 0.9448,即表明模型可以解释94.48%的凝固型花生酸奶品质的变化,进一步说明了回归方程的拟合程度较好,可以用此模型对凝固型花生酸奶品质进行预测。
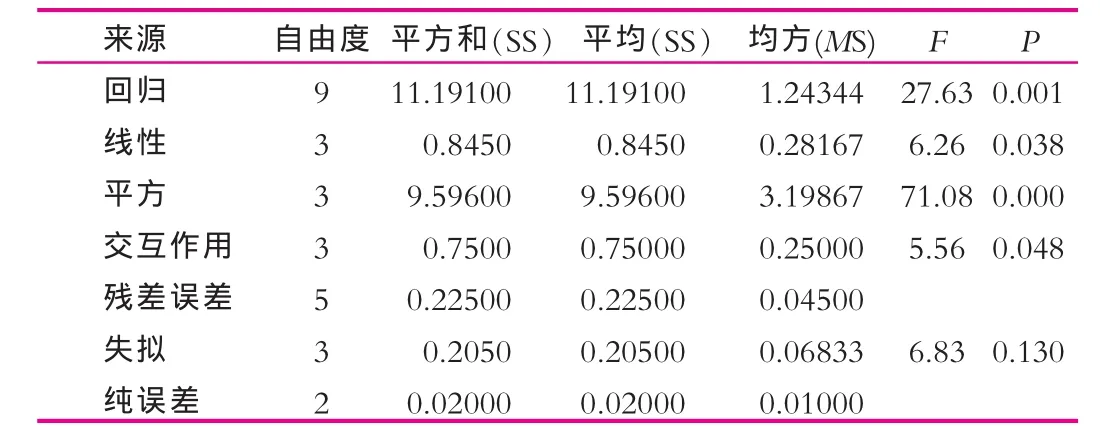
表7 回归方程的方差分析
2.4 最佳浓度的确定及验证
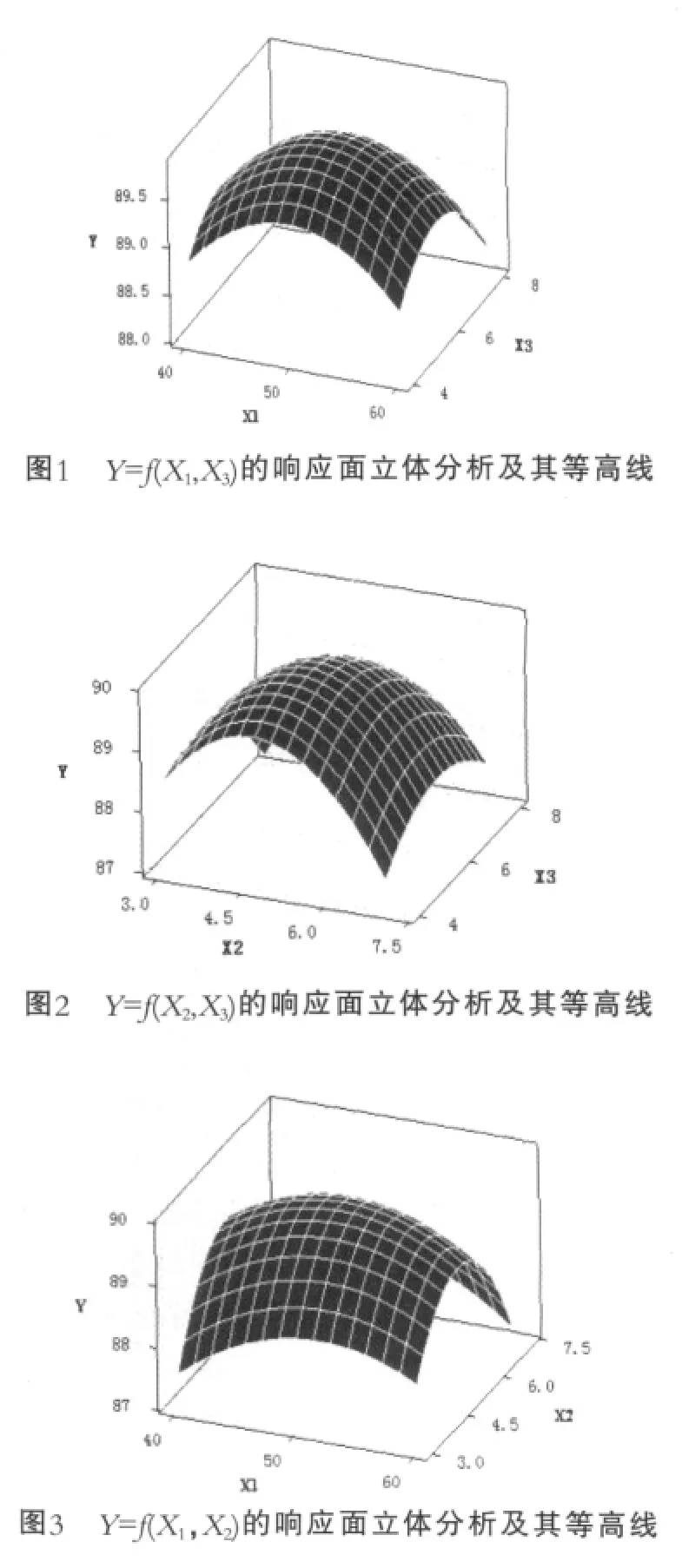
利用SAS软件对回归模型进行响应面分析,得到各响应面立体分析图,结果如图1-图3所示。 由图1-图3及软件分析可知,回归方程存在稳定点。通过岭脊分析预测,当花生乳质量分数为50%、接种量为4.87%和加糖量为5.50%,响应值Y达到最大值,即凝固型花生酸奶综合得分,为89.74。由于以上最佳条件没有包括在响应面优化的15组实验中,需进一步进行实验验证。验证实验结果表明,在最佳发酵条件下,凝固型花生酸奶的综合得分90.08(相对误差为0.39%)与预测值相差不大,说明该方程与实际情况拟合很好,充分验证了所建模型的正确性,说明响应面法适用于花生酸奶发酵工艺进行回归分析和参数优化。
3 结 论
通过Plackett-Burman设计、最陡爬坡实验及Boxbehnken设计的方法确定凝固型花生酸奶发酵最佳工艺:花生乳50%,接种量4.87%,加糖量5.50%(均为质量分数),发酵时间4 h,发酵温度42℃。在此工艺下制做的花生酸奶色泽为乳白色,表面光滑,具有光泽,凝乳质地良好。同时具有乳酸菌发酵乳的滋味与气味及花生香气,香味协调,无其它异味。其中脂肪1.97%,酸度63°T。乳酸菌数5.8×108mL-1,大肠菌群0.27 mL-1,无其他致病菌检出。
[1]赵贵兴,陈 霞,刘昊飞,等.花生的功能成分、营养价值及其开发利用研究[J].安徽农学通报,2011,17(12):39-42.
[2]刘金平,梁西爱.花生酸奶的研制[J].中国乳品工业,2006,34(3):21-23.
[3]曹忠,肖光辉.花生乳的研制[J].中国乳品工业,2001,29(5):11-13.
[4]李西波,纠敏,侯玉泽.新型花生酸奶的研制 [J].食品研究与开发,2008,29(9):81-83
[5]XU C P,KIM S W,HWANG H J,et al.Application of Statistically Basedexperimental Designs for the Optimization of Exo-polysaccharide Production by Cordyceps Militaris NG3[J].Biotechnol Appl Biochem,2002,36:127-131.
[6]ELIBOL M,OZER D.Response Surface Analysis of Lipase Production by Freely Suspended Rhizopus Arrhizus[J].Process Biochemistry,2002,(8):367-372.
[7]牟增荣.影响花生酸奶质量的因素[J].中国乳品工业,1994,6(22):26-29.
Research ofresponse surface optimization of fermentation of peanut yogurt technology
BAI Wei-dong1,2,SHEN Peng2,QIAN Min1,LU Chang-hai1
(1.ZhongKai University of Agriculture and Engineering,College of Light Industry and Food,Guangzhou 510225,China;2.College of Food Science,South China Agricultural University,Guangzhou,510642,China)
Using the method of Plackett-Burman design and response surface analysis to optimize the peanut yogurt fermentation process.First,select the factors that have a significant impact on the peanut yogurt quality from the five kinds of raw materials with the Plackett-Burman design.Then,use the steepest climbing test and Box-behnken design to further optimize it.The results showed that peanut milk content,inoculum size and sugar quantity are the factors that have significant impact on the peanut yogurt quality.Optimized fermentation process is as follows:peanut milk content of 50%,inoculum 4.87%,sugar amount of 5.50%,fermentation time 4 h,fermentation temperature at 42℃.High-quality solidified peanut yogurt can be obtained in this fermentation process.
response surface;peanut;yoghurt;fermenting.
TS252.54
A
1001-2230(2012)04-0051-04
2011-10-31
广东省科技计划项目(2011B020310011)。
白卫东(1967-),男,教授,从事食品添加剂、农产品加工与贮藏方面的研究。