基于Delta-s的高速果奶装箱机器人工程示范
2011-12-28刘凤臣陈凯张良安尤
刘凤臣陈 凯张良安尤 晨
周 东1刘黎明1冯进友1
(1.杭州娃哈哈集团有限公司,浙江 杭州 310009;2.安徽工业大学机械工程学院,安徽 马鞍山 243032)
基于Delta-s的高速果奶装箱机器人工程示范
刘凤臣1陈 凯1张良安2尤 晨1
周 东1刘黎明1冯进友1
(1.杭州娃哈哈集团有限公司,浙江 杭州 310009;2.安徽工业大学机械工程学院,安徽 马鞍山 243032)
研究Delta-S机器人在果奶装箱机上的工程示范应用,包括其系统布局及功能要求及Delta-S机器人的抓取器设计、软件设计和工程实践等问题。在基本设计分析的基础上,选取装填工位做具体分析。分析结果表明,Delta-S机器人在高速果奶装箱机上的应用使得装箱自动化水平和速度都大幅提高,进一步说明Delta-S机器人在工业生产线上的应用具有很好的应用前景。
果奶;装箱;Delta-S机器人;抓取器;工程实践
果奶产品多是由若干个瓶子直线排列,上面覆以相应数量的吸管,通过热缩膜裹包塑封后形成一条,再由若干塑封条装于一箱。由于塑封条呈直线排列,且不规则,运行稳定性差,包装过程中在没有侧面约束的情况下无法可靠运行,PET瓶的抓取装箱方式不适用于此,因此,自动包装一直是困扰生产商的难题。
以往果奶包装工作程序是:果奶瓶通过分瓶机由直立变水平,并被分成若干瓶一组。果奶瓶组经过输送带运到大膜包装机过程中,由人工在其表面投放吸管组。塑封成条状后由人工扶起,按装箱规格要求分组,人工装箱,手工封胶带,并且纸箱是由人工成型的。稍许先进的公司是在手工装箱后增加一个自动封箱机。生产线中仅此包装环节就需要6个人,而像娃哈哈公司这类生产线就有一百多条,因此,开发全自动包装设备刻不容缓。
相比之下,PET产品由于互不关联,瓶底相对较大,能够独立运行,因而从分道、集瓶到装箱能够通过机械自动完成,先进包装设备还能够实现纸箱成型、装箱以及封箱一体机。
高速并联机械手因采用外转动副驱动和轻质杆平行四边形支链,可获得很高的速度和加速度。中国有些学者[1,2]采用两自由度并联机器人Diamond开发了高速装箱机器人,但是由于该机器人仅有两个平动自由度,限制了其在工业上的应用。而Clavel等[3-6]发明的Delta机构则具有适用于大多数搬运的4自由度,而得到了广泛的应用。之后,天津大学发明了一种采用两端含可消隙虎克铰的三平动并联机器人Delta-s,该机器人具有与Delta相似的工作性能[7]。
因此,本试验针对果奶装箱的特殊工艺需求,研究一种基于Delta-s机器人的高速果奶机器人的工程示范应用,并探究具有自主知识产权的Delta-s机器人的工程实用性。
1 系统布局及装箱机器人功能要求
1.1 果奶全自动装箱要解决的问题
(1)果奶瓶组经过大膜塑封后,能够自动立起并进入输送带;
(2)分道前需对塑封条进行计数和分组;
(3)塑封条的分道、缓冲和整列集瓶;
(4)塑封条的装箱;
(5)纸箱的成型、输送和封箱。
1.2 工艺过程及系统布局
整个自动装箱流程及布局可分成两条同时进行的路径,一条是塑封条运行路径,一条是纸箱运行路径,两条路径通过装箱工序相关联。
1.2.1 塑封条运行路径
(1)翻瓶输送链实现塑封条由水平到直立;
(2)单道输送链实现分道前塑封条的分组;
(3)旋转分道机构、集瓶和整列输送带实现塑封条的分道、缓冲存放和装箱准备。
1.2.2 纸箱运行路径
(1)纸箱进给输送带实现纸箱板临时储备及供给;
(2)纸箱成型机构使纸板成型为一个上部敞开的纸箱;
(3)纸箱输送带将成型纸箱输送到装箱工位,并将装箱后的纸箱输送到封箱工位;
(4)封箱机构以纸箱输送带为动力配以胶机封箱装置,实现装箱后胶水封箱。
1.3 对装箱工序及机器人的要求
(1)能够完成不同瓶型、不同数量塑封条的装箱生产,产能不低于400瓶/min(100mL规格);
(2)抓取器移动路径能够根据瓶型和数量不同及时调整,并且定位准确;
(3)抓取器必须安全可靠,容易更换,且不损坏包装膜;
(4)在更换产品时,要求控制系统安全可靠调整方便。
根据塑封条装箱的上述要求,结合Delta-S并联机器人具有末端执行器始终平动,逆解求解容易,轨迹规划简单,运动频率高,定位准确,整体刚性好等优点,装箱工序最终采用并联机器人来实现和完成。果奶瓶装箱机整体方案见图1。整体设备构成(不含倒瓶及单道输送链)见图2。
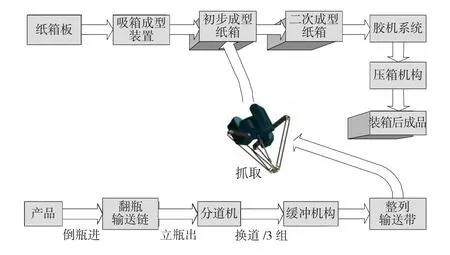
图1 果奶瓶装箱机整体方案图Figure 1 The total solution of the fruit milk packing machine

图2 整体设备构成(不含倒瓶及单道输送链)Figure 2 The structure of the whole equipment(Without Bottle-inverted and Singlechannel conveyor chains)
2 抓取器设计
由于果奶瓶外形并不是规则的圆柱形,因此在经过大膜包装机塑封包装成几瓶一组的条状后,其外形是不规则的长条形(见图3)。这就给机械自动装箱带来定位难度,要实现自动装箱首先要解决如何抓瓶这个问题;此外,塑封膜刚从大膜包装机出来时,由于瓶身的温度仍然较高,使得其表面带有粘性且容易拉破,对抓手的夹持方式有了更特殊的要求。下面是对这种直接安装在Delta[1]并联机器人动平台上的抓取器装置的介绍。

图3 不规则塑封条示意图Figure 3 Schematic of the irregular plastic-packaged Fruit-milk
2.1 总体方案
2.1.1 抓取对象 可抓取部位呈圆形曲面形状,薄壁,瓶身最大直径尺寸约为60mm,最大重量约为1.2kg,瓶身、瓶口尺寸差别小,若干瓶一条,外罩薄膜。
2.1.2 抓取姿位 瓶子被抓取后的运动均为平动,无转动。
2.1.3 瓶子抓取方式 常用抓取方式可分为夹持、捏持、握持和吸附等方式[8]。由于抓取物为条状且几条并排一起抓取(这里以5条为例),甁间无隙,不能采用捏持和握持的方式。此外,由于瓶身外侧包覆了塑封膜,因此也无法用吸盘的方式吸附起来,所以只能用夹持的方式抓取。采用卡抓的方式不仅可以抓取不规则变形的塑封条,而且可以减小塑封膜被拉破的概率,具有比较强的自适应性(见图4)。

图4 抓手示意图Figure 4 Schematic of the mechanical gripper
2.2 结构设计
单个机械抓手结构见图5。抓手的张合主要通过气缸驱动连杆来控制,为了避免抓手之间互相干涉,每两个抓手为一组,每组抓一条,共5组,见图6。各组抓手中的气缸由一个三位两通电磁阀统一控制,从而保证每个抓手动作一致。
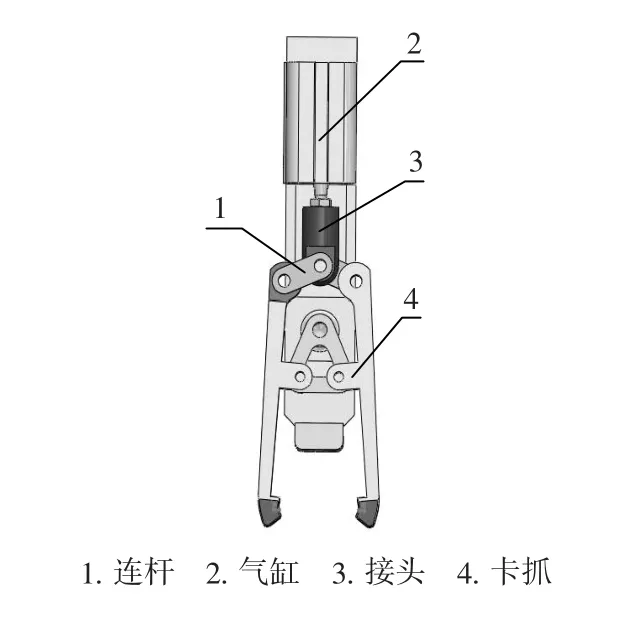
图5 单个抓手结构图Figure 5 The structure of the single mechanical gripper

图6 抓手组造型Figure 6 The modeling of the mechanical gripper group
2.3 关键技术
由于瓶口卡口处呈不规则环形曲面,因此卡抓与之接触部分形状必须相同,见图7。此外由于塑封条外形的不规则性,为了保证卡抓每次都能抓住瓶子,卡抓的开口要尽可能地大。但开口如果太大又会使卡抓与相邻塑封条干涉。因此,在允许范围内尽可能大的扩大卡抓开口的同时,将两个卡抓合为一组,这样只要这两个卡抓中的一个能抓住塑封条就可以将整条抓起,确保了抓取的可靠性。

图7 抓手抓瓶口图Figure 7 The working drawing of the mechanical gripper
3 软件设计
3.1 主要功能流程设计
装箱机器人具备分道整列、纸箱成型、果奶装箱和胶水封箱等4大主要功能,其中的核心功能就是控制机械抓手运动的果奶装箱功能。
装箱机器人的控制系统采用了西门子公司的SIMOTION运动控制系统,该系统集成了传统的PLC和伺服驱动器。SIMOTION将运动控制、PLC和技术功能融合在一起,具备定位、同步操作、电子凸轮和插补等功能,用户可以像编辑PLC程序一样简单灵活地创建运动顺序。SIMOTION专门针对Delta结构开发出专用的三轴插补运动功能,用户只要规划出抓取器的运动轨迹,系统会自动计算并驱动伺服电机完成整个运动过程。
抓取器在完成整个果奶装填动作时,其运动轨迹类似一个门框,从进瓶工位跨越到进箱工位,并最终返回进瓶工位。抓取器的运行轨迹主要以直线为主,因此采用了SIMOTION的直线插补(_move-PathLinear)功能。
直线插补是最简单的轨迹控制,调用功能块Traverse path linearly,在参数设定菜单中输入运动目标点的空间坐标。程序运行时,3根轴驱动的抓取器就能沿直线从当前位置到达运动空间中的目标位置。直线插补的运动参数设定菜单如图8所示。
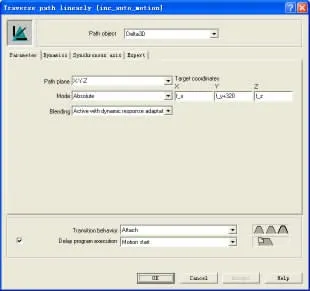
图8 直线插补的运动参数设定菜单Figure 8 Movement parameter setting menu of linear interpolation
由于抓取器运动时是在进瓶工位和进箱工位直接往复运行,避免运动干涉就成为轨迹规划和运动控制的重点。为此在轨迹规划初期,先建立装箱机装箱工位的三维空间模型,分析各运动部件的运动空间,为抓取器选取最佳路径。在逻辑控制方面,在各个运动部件上都安装了传感器,用于监控部件的当前位置。为抓取器建立空间位置变量,随时记录并反馈抓取器的当前空间位置。在抓取器运动之前,先判断运动空间中是否存在干涉。其他运动部件动作前,也要先读取抓取器的当前位置,只有抓取器处于安全位置,其他运动部件才会动作。
整个抓取器装填流程框图见图9。
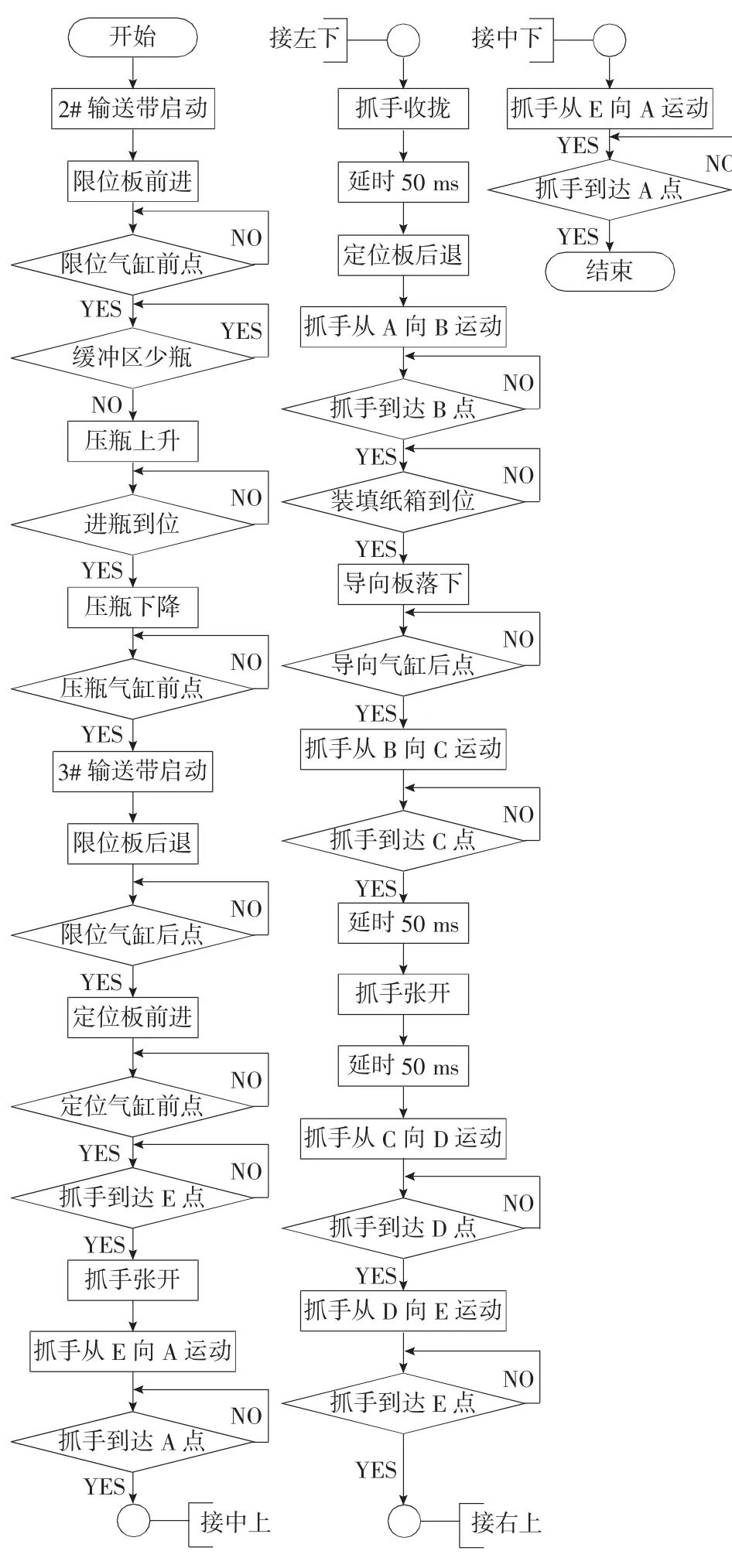
图9 装填流程图Figure 9 Packing flow chart
3.2 界面设计
装箱机器人操作程序的界面包含了主操作、气缸操作、机械手操作、轨迹设置、原点设置和屏幕控制等6个画面。
主操作画面提供分瓶距离设定、产量记录和各台电机启停功能的操作见图10。
气缸操作画面提供装箱机上主要气缸动作的操作,见图11。
机械手操作画面显示当前机械手坐标位置和运行轨迹,见图12。机械抓手坐标为抓手在运动空间中的位置,伺服轴坐标为3台伺服电机的转角。“抓手复位”按钮用于设备手动运行时,令机械手从当前位置自动回到E点。3根轴的手动调节按钮可以在装箱机手动运行状态下,单独对机械手的空间位置做调整。
轨迹设置画面用于调整和设置机械手运行轨迹,见图13。
轨迹设置有两种方式:① 轨迹示教;② 轨迹输入。
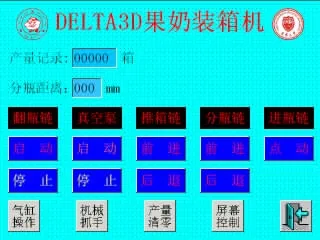
图10 主操作画面Figure 10 The main operating screen

图11 气缸操作画面Figure 11 Cylinders operating screen
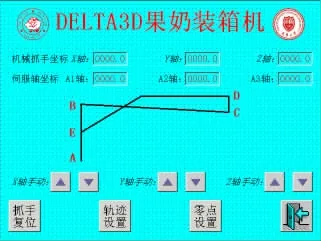
图12 机械手操作画面Figure 12 Robot operating screen
在左侧“轨迹示教”框内,通过手动方式调整机械手的空间位置。当机械手位置满足运行轨迹要求时,按下右边对应的空间点按钮,当前坐标位置将被存储。
在右侧可以直接输入运行轨迹各点的空间坐标,用来设定轨迹。
完成轨迹设定后,按下“轨迹确认”按钮,轨迹坐标将被最终确认。
按下“默认设置”按钮,轨迹坐标将恢复设备出厂设置。

图13 轨迹设置画面Figure 13 Path setting screen
原点设置画面用于将机械系统的原点位置与控制系统的原点位置统一,见图14。
通过手动按钮调整主驱动臂的空间位置,当主驱动臂为水平位置时,按下“SET”按钮,伺服电机绝对值旋转编码器的当前值被保存,作为伺服电机的电子原点。当3台驱动主动臂的伺服电机电子原点均被设定,机械手空间原点与伺服控制系统的电子原点就保持一致了。
屏幕控制画面用于对系统参数作具体设置,见图15。

图14 原点设置画面Figure 14 Origin-set screen
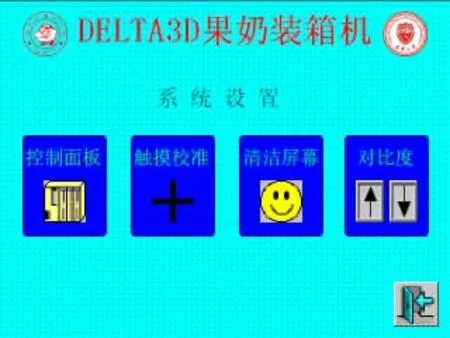
图15 屏幕控制画面Figure 15 Control screen
4 总结与展望
经过与天津大学一道联合攻关,Delta-S并联机器人在果奶装箱机上的应用取得成功,将原来的手工装箱用机器手装箱代替,且装箱速度提高到15箱/min左右,满足了生产需求。除此之外,由于智能机器人的固有柔性特性,使得装箱机在作简单的调整后,可适应多种规格产品的装箱,并且换线调整简单方便。
Delta-S并联机器人在高速果奶装箱机上的成功应用,为包装设计积累了宝贵的理论和实践经验。目前,目前笔者正在着手将其应用在吸管投放机的设计,下一步还计划应用到弹簧生产的物流和包装中。不难看出,Delta-S并联机器人的应用前景将相当巨大。
1 Liangan Zhang,JiangPing Mei,Xueman Zhao,Panfeng Wang,Youyu Wang.Reformation of the transfusion bags’secondary packaging line using parallel robot[C]//Institute of Electrical and Electronics Engineers.IEEE ICMA 2007Conference Proceedings.Harbin:International Conference on Mechatronics and Automation,2007:2 043~2 048.
2 张良安,高速软袋装箱一体机的设计及其关键技术[D].天津:天津大学,2007.
3 Clavel R.Dispositif pour le deplacement et le positionnement d’un element dans l’espace:Switzerland,CH0672089A [P].1989-10-31.
4 Clavel R.Device for displacing and positioning an element in space:WIPO,WO8703528A1[P].1987-06-18.
5 Clavel R.Device for the movement and positionning of an element in space:U.S.,No.4,976,582[P].1990-12-11.
6 Rey L,Clavel R,the Delta parallel robot[M].In Boer C.R.,Parallel kinematic machine:theoretical aspects and industrial requirements,New York:Springer,1999:401~417.
7 张利敏,梅江平.Delta机械手动力学尺度综合[J].机械工程学报,2010(3):1~7.
8 加藤一郎.机械手图册[M].上海:上海科学技术出版社,1979:49~129.
Demonstration project of high-speed robot packing fruit milk based on the Delta-s
LIU Feng-chen1CHEN Kai1ZHANG Liang-an2YOU Chen1
ZHOU Dong1LIU Li-ming1FENG Jin-you1
(1.Hangzhou Wahaha Group Co.,Ltd.,Hangzhou,Zhejiang310009,China;2.College of Mechanical Engineering,Anhui University of Technology,Maanshan,Anhui243032,China)
This paper focus on the practical application of the Delta-s robot on the fruit milk packing machine,including its system layout and functional requirements,gripper design based on Delta-S robot,software design and engineering practice.Based on the analysis of the basic design,this paper selects filling stations to make a specific analysis.The results showed that the application of the Delta-s robot on the fruit milk packing machine made a substantial increase in the level of automation and speed of packing,which proved the application of the Delta-s robot on the industrial production line had very good prospects.
case packing;fruit milk;the Delta-s robot;the grabber;the engineering practice
10.3969 /j.issn.1003-5788.2011.06.045
国家高技术研究发展计划(863计划)资助项目(编号:2007AA04Z245)
刘凤臣(1964-),男,杭州娃哈哈集团有限公司高级工程师。E-mail:lfc@wahaha.com.cn
2011-08-01
