基于Aspen Plus醋酸乙烯精馏塔的模拟优化
2011-12-08涂开慧
陈 果 王 煤 程 橙 涂开慧
(四川大学化学工程学院,成都 610065)
研究与开发
基于Aspen Plus醋酸乙烯精馏塔的模拟优化
陈 果 王 煤 程 橙 涂开慧
(四川大学化学工程学院,成都 610065)
利用Aspen Plus软件,选择NRTL活度系数方程和Hayden-O′connell逸度系数方程的热力学模型,应用系统中的RadFrac精馏模块对醋酸乙烯精馏塔进行模拟,模拟值与实际值基本吻合。讨论了进料位置、回流比、塔顶侧线采出量等参数对精馏分离精度与能耗的影响,提出优化方案为:进料板为第62块,回流比为32,侧线采出质量流量为37.5 t/h。此参数下,重新进行计算,结果显示,塔顶冷凝器和塔釜再沸器的热流量分别降低了15.5%和16.9%,塔顶侧线采出液中醋酸乙烯和塔釜采出液中醋酸的质量分数分别上升了0.4%和0.13%。
Aspen Plus;醋酸乙烯;醋酸;精馏塔;模拟;优化
Aspen Plus化工模拟系统是美国麻省理工学院于20世纪70年代后期开发的大型化工模拟软件,20世纪80年代初由美国Aspen Plus技术公司推向市场。Aspen Plus用严格的方法进行单元和全过程计算,为企业提供了准确的单元操作模型,该系统功能齐全、规模庞大,目前已在世界范围内广泛使用参考[1]。
在醋酸乙烯(VAC)生产工艺中,VAC精馏塔在整个流程中占据着重要的位置,它直接影响着VAC的质量和合成后期聚合物的好坏,以及整个生产过程的经济效益。对VAC精馏及精馏塔的分析研究前人已经做过一些,但主要是采用不同的化工模拟软件或者是仅从个别操作条件的改变对分离精度的影响,而对不同操作参数和工艺条件的改变对VAC精馏塔分离精度和能耗的影响尚未进行系统的分析和研究,特别是塔顶侧线采出量对分析精度的影响。本文中以增加VAC产量和节约能源为目的,通过Aspen Plus模拟系统对VAC精馏塔进行了详细的模拟计算,对VAC精馏塔的操作参数进行了灵敏度分析,以便为工业生产中VAC精馏塔的设计提供基础数据。
1 VAC精馏工艺
某厂由天然气乙炔路线生产的粗VAC经脱气、粗馏等系统除去溶解乙炔气及大部分乙醛、丙酮及水等轻组分后作为VAC精馏塔一进料,塔釜用再沸器加热,塔一塔顶气相进入塔二底部,塔二的釜液经回流泵供塔一回流。在塔二中部侧线液相采出精VAC,塔一塔底采出粗醋酸(HAC)去HAC精馏塔,从塔二塔顶出来的气相经冷凝部分回流入塔。进料及产品组成见表1。
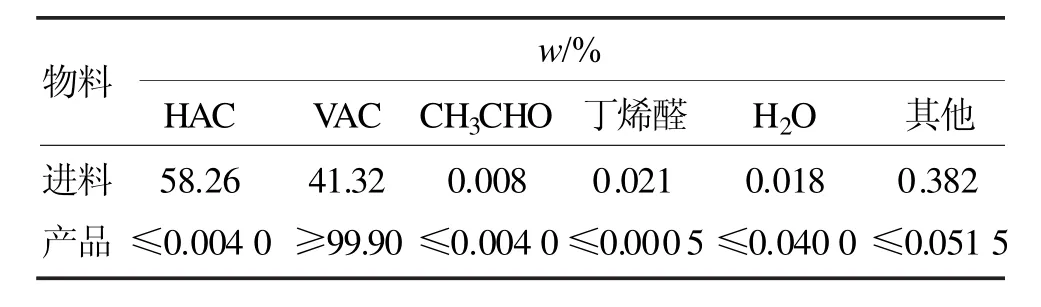
表1 进料及产品组成Tab 1 Composition of feed and product
2 模型的建立及模拟结果
2.1 热力学方法的选取
在用Aspen Plus进行模拟计算时,热力学模型的选取尤为重要,其正确与否直接影响计算的物理性能的准确程度与计算结果的精确度。在分离技术中,相平衡是精馏操作的基础,其汽-液平衡关系计算如下[2]:
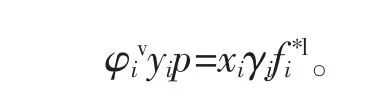
式中,yi、xi分别为气、液相中组分i的摩尔分数,φiv为气相混合物中组分i的逸度系数,fi*l为纯组分i在混合物温度下的液相逸度;γi为液相组分i的活度系数;p为体系的压力。
2.1.1 活度系数模型
液相活度系数γi由活度系数模型计算,NRTL方程是以威尔逊提出的局部组成概念为基础的活度系数方程,该模型能准确模拟非理想溶液的VLE和LLE性质[3]。根据本体系的特点,选用NRTL作为计算采用的活度系数模型。NRTL方程为[4-5]:
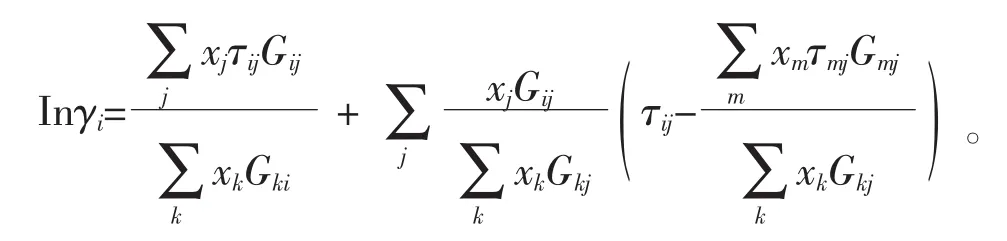
式中:Gji=exp(-ajiτji)为溶液相互作用自由能,i、j、k、m为不同组分。其中,τji为组分i-j之间作用能参数(τji=aji+(bji/T)+ejiln T+fjiT);aji为溶液可调的特征函数,定在 0.20~0.47;aji=cji+dji(T-273.15 K),为 NRTL方程二元参数。 模型需要的二元参数 aji、bji、cji、dji、eji和fji等可通过VLE和(或)LLE的数据回归来确定,在Aspen Plus数据库中有很多自文献及通过数据回归得到的相关二元参数。
2.1.2 逸度系数模型
气相逸度系数φiv由状态方程计算。Aspen plus推荐选择Hayden-O′Connell方程来计算中压以下的气相缔合现象,该方程能预测含有极性组分或有缔合成二聚体倾向的体系,适用于本体系[6]。
由第2 Virial系数关联式计算逸度系数的方程为[7]:
Aspen Plus中包含活度系数NRTL方程和逸度系数 Hayden-O′Connell方程的热力学模型为NRTL-HOC,故本次模拟在 Aspen plus的Properties模块中选择NRTL-HOC模型。
2.2 精馏模块的选取
RadFrac是一个严格模型,用于模拟所有类型的多级气液平衡操作。这些操作包括一般精馏、吸收、再沸吸收、汽提、再沸汽提、萃取和共沸蒸馏等过程。对精馏过程,它适用于2相蒸馏体系、3相蒸馏体系、窄沸程和宽沸程体系,液相具有强非理想性的体系的计算[9]。因此,本文选用RadFrac精馏模块。
2.3 模拟结果
在如表2所示的塔初始操作参数下,应用Aspen plus,选择Properties中的NRTL-HOC模型,利用RadFrac模块对VAC精馏塔进行精算,结果如表3。
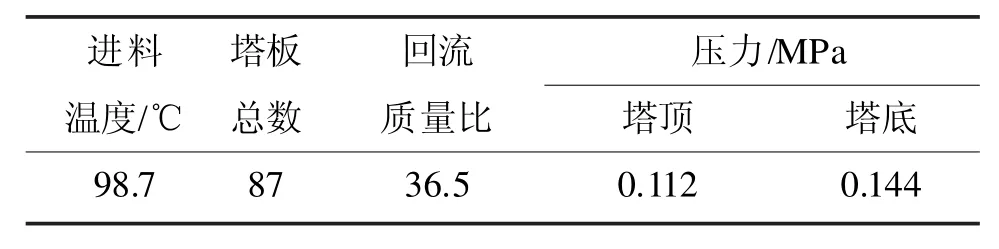
表2 VAC精馏塔初始操作参数Tab 2 Initlal operation Parameters of vinyl acetate distillation
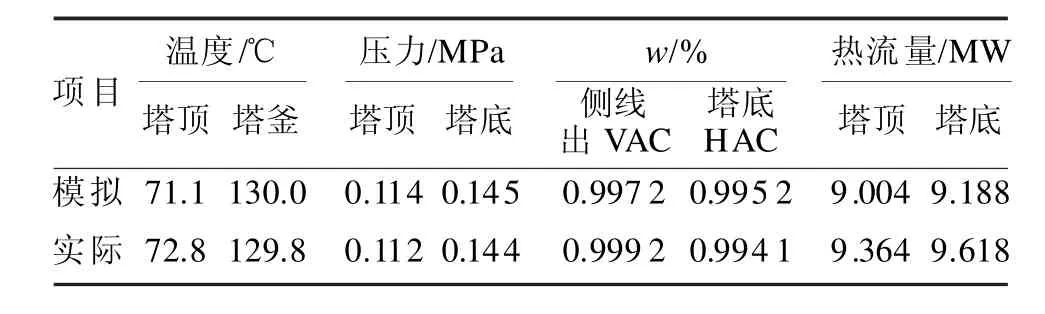
表3 模拟结果与实际操作结果Tab 3 The results of simulation and actual operation
从表3可以看出,VAC精馏塔侧线采出VAC和塔底HAC的质量分数计算值与工厂生产值相比,相对误差在5%以内,故该模型的计算结果与实际的吻合性很好,可以用此模型进行进一步模拟分析;分离效果已经较好,但如果进一步提高VAC精馏塔的分离效果以及降低能耗,必须优化VAC精馏塔的初始操作参数。
3 操作参数的优化
ASPEN中的灵敏度分析工具可以方便地确定过程对关键操作变量和设计变量的响应,即一个或多个流程变量变化对其他流程变量造成的影响,这是一种“如果…就”形式的研究工具[10]。
VAC精馏塔的分离效果可以用塔顶侧线采出VAC含量,塔底HAC含量来判断,含量越高,分离效果越好、能耗越低、经济效益越好。为了优化分离效果降低能耗,本文以侧线采出VAC含量,塔底HAC含量(质量分数)为指标,在表2的初始参数下,利用Aspen Plus的Sensitivity模块,探讨原料进料位置、回流比以及侧线采出量等参数对分离精度和能耗的影响,来寻求最适宜的操作条件,以达到最大的经济效益。
3.1 进料位置的影响
在相同的条件下,进料位置的不同将对塔板的分离效果产生影响。不同的精馏效果导致塔顶和塔釜的组成产生改变,对再沸器和冷凝器负荷也会产生影响,因此存在最佳进料位置。原料进料位置对侧线采出的VAC、塔底HAC含量和冷凝器和再沸器总热流量的影响见图1。
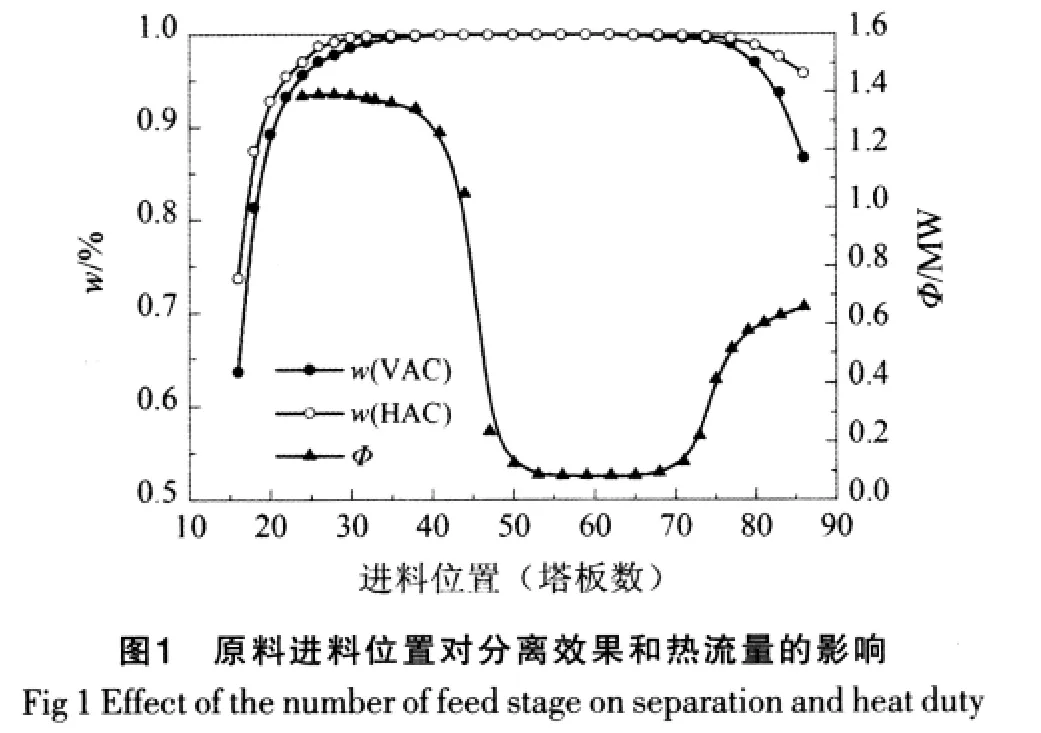
从图1可以看出,当进料位置在55~65精馏效果最好,且冷凝器和再沸器总热流量较小,而进料在第62块时进料达到最佳效果,此时塔顶侧线采出VAC的质量分数为0.999 6,塔底的HAC的质量分数为0.995 6,因此取最佳进料位置为第62块。
3.2 回流比的影响
在精馏塔中,回流比将直接影响每一层塔板的分离能力,因此对于精馏塔,无论是设计还是操作,回流比都是一个至关重要的参数。回流比对侧线采出的VAC、塔底HAC含量和冷凝器、再沸器热流量的影响见图2。
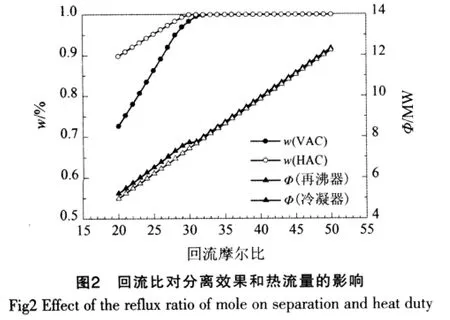
从图2可以看出,当回流比达到32以上时,增大回流比对精馏效果的影响已经不是很明显,但由于冷凝器和再沸器的热流量随回流比的增加而增加也即意味能源费的增加,因此过大的回流比是没有必要的,综合工艺和经济要求选择回流比为32比较合适。
3.3 塔顶侧线采出对精馏效果的影响
塔顶侧线采出流量对侧线采出的VAC、塔底HAC含量的影响见图3。
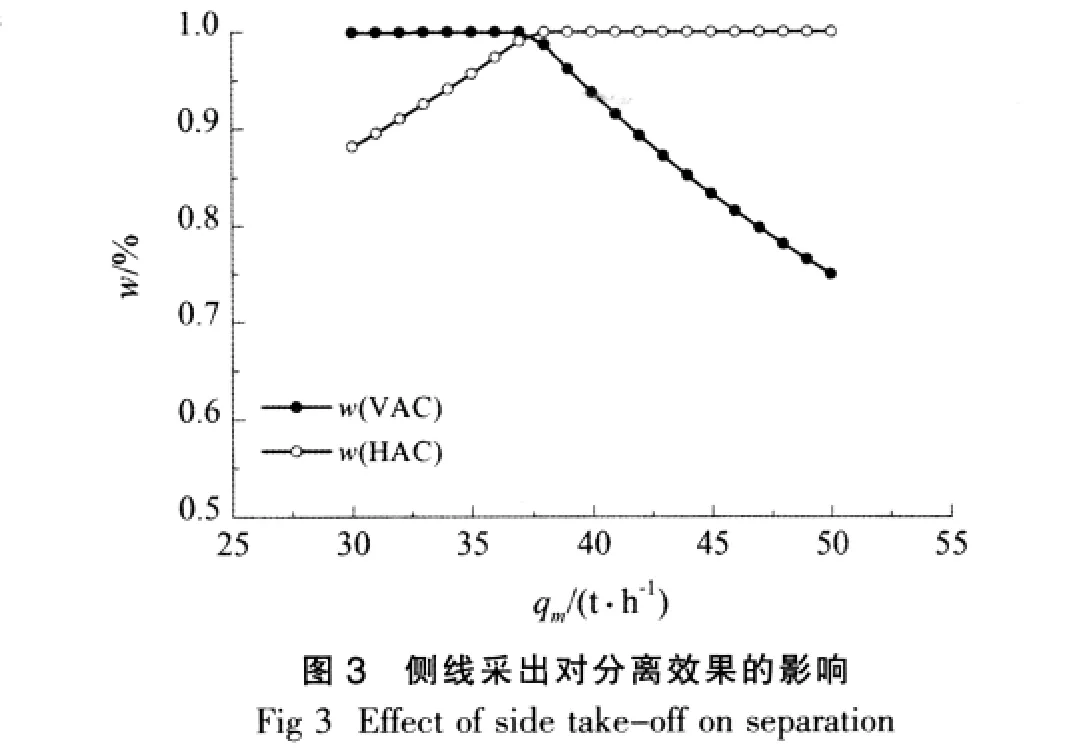
从图3可以看出,在塔顶侧线采出质量流量为37.5 t/h后,产品中VAC含量急剧下降,塔底HAC精馏效果趋于平稳;而进料液中VAC的质量流量为39.0 t/h,采出量的增加,会增大冷凝器和再沸器的负荷,因此可以考虑在侧线产品VAC含量较高时选择合适的采出量。通过模拟计算可知,选择塔顶侧线采出量为37.5 t/h是最好的。
综上所述,物料的进料位置、回流比和塔顶(或塔底)的出料量是影响精馏效果的主要因素,选择合适的操作条件才能满足技术和经济2方面的要求,提出优化方案为:原料进料位置为第62块板,回流摩尔比为32,侧线采出质量流量为37.5 t/h。
4 优化参数方案下的模拟计算
在上述优化参数下,对精馏塔模型进行模拟计算,优后技术指标见表4。
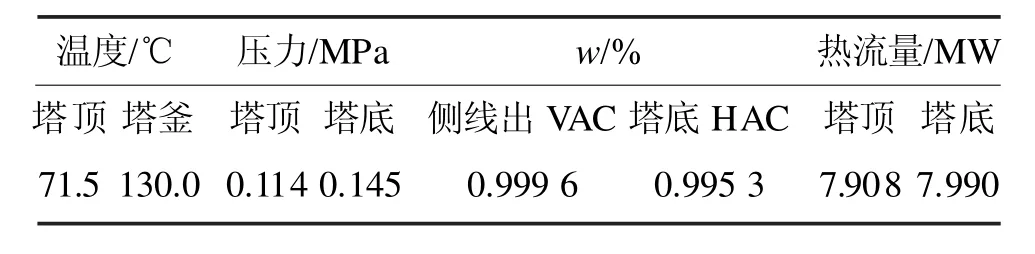
表4 优化后的技术指标Tab 4 Comparison of technical index before and after optimization
将表4与表3对比,可以看出,塔顶冷凝器的热流量从9.364 MW降低到7.908 MW,即降低了15.5%。塔釜再沸器的热流量从9.618 MW降低到7.990 MW,即降低了16.9%。塔顶侧线采出液中VAC的质量分数由0.999 2上升到0.999 6,即上升了0.4%。塔釜采出液中HAC的质量分数由0.994 1到0.995 3,上升了0.13%。说明对原工艺的优化达到了预期的目的,优化方案是成功的。
5 结论
1)应用Aspen Plus化工模拟系统中RadFrac精馏模型,选择NRTL活度系数方程和Hayden-O′connell逸度系数方程的热力学模型对VAC精馏塔进行模拟计算,其计算结果与实际运行结果基本吻合,设计的模型可以用来模拟该工艺过程。
2)通过Aspen Plus的灵敏度分析功能,寻找到了精馏塔操作条件中的最灵敏参数:进料板为第62块,回流摩尔比为32,侧线采出质量流量为37.5 t/h。在优化参数条件下,塔顶冷凝器和塔釜再沸器的热流量分别降低了15.5%和16.9%,塔顶侧线采出液中VAC和塔釜采出液中HAC的质量分数分别上升了0.4%和0.13%,对实际操作有指导意义。
[1]谢扬,沈庆扬.ASPEN PLUS化工模拟系统在精馏过程中的应用[J].化工生产与技术,1999,16(3):17-22,28.
[2]陈钟秀,顾飞燕,胡望明.化工热力学[M].2版.北京:化学工业出版社,2001.
[3]郑丹星.化工热力学教程[M].北京:中国石化出版社,2000.
[4]Renon H,Prausnitz J M.Local compositions in thermodynamic excess functions for liquid mixtures.AIChE[J].1968,14(l):135-144.
[5]Schmidt K A G,MahamY,Mather A E.Use of the NRTL equationforsimultaneouscorrelationofvapour-liquidequilibria and exeess enthalpy[J].Journal of thermal analysis and calorimetry,2007,89(l):61-72.
[6]Hsieh C T,Ji W Y,Lin H M.MultiPhase equilibria for mixtures Containing water,acetic acid,propionic acid,methyl acetate and Methyl propionate[J].Fluid Phase Equilibria,2008,271(l/2):69-72.
[7]Lee Ming-Jer,Lai Cheng-Hai,Warg Tzu-Bing.Vaporliquid Equilibrium of mixtures containing adipic acid,glutcaric acid,Dimethyl adipate,dimethyl glutarate,methanol,and water[J].Journal Of Chemieal&Engineering Data,2007,52(4):1291-1296.
[8]Hayden J G,O′Connell J P.A generalized method for predicting Second virial coefficient[J].Journal of Ind Eng Chem Proees Des Dev,1975,14(3):209-216.
[9]ASPEN Tech Inc.ASPEN PLUS,Release 9[M].California:ASPEN Tech Inc,1995.
[10]屈一新.化工过程数值模拟及软件[M].北京:化学工业出版社,2006.
Process simulation for rectification tower of Vinyl Acetate based on Aspen Plus
Chen Guo,Wang Mei,Cheng Cheng,Tu Kaihui
(School of Chemical Engineering,Sichuan University,Chengdu 610065)
Using Aspen Plus software,Thermodynamic models were chosen as NRTL equation for activity coefficient and Hayden-O′Connell equation for fugacity coefficient.The vinyl acetate rectification towers were simulated by using the RadFrac rectification modules of Aspen Plus chemical industry simulation system.The simulation values were basically consistent with the actual values.By Considering the effection of feeding position,reflux ratio and the side draw of overhead to the degree of separation and energy consumption.Optimization solution was proposed as:the feed stage is 62,the reflux ratio is 32,the side draw is 37.5 t/h.Using the optimized parameters,the simulation was executed again.The result shows that the condenser's heat duty declined by 15.5%,the heat duty of reboiler declined by 16.9%,the side-drew of vinyl acetate increased 0.4%,the acetic acid of the tower bottoms increased 0.13%.
Aspen Plus;vinyl acetate;rectification tower;simulation;optimization
TQ028.3.+1,TQ018
ADOI10.3969/j.issn.1006-6829.2011.05.005
2011-07-08;
2011-07-29