热轧低碳钢“折皱”缺陷分析*
2011-12-07管兴伟陈建华何晓峰肖继明
管兴伟 陈建华 何晓峰 肖继明
(1.西安建筑科技大学; 2.新余钢铁有限责任公司)
热轧低碳钢“折皱”缺陷分析*
管兴伟1,2陈建华2何晓峰2肖继明2
(1.西安建筑科技大学; 2.新余钢铁有限责任公司)
针对热轧低碳钢钢卷开卷过程中出现的折皱缺陷,采用多因素分析法,对影响折皱缺陷的各种因素进行了分析。结果表明,提高低碳钢的强度性能,可有效的消除折皱缺陷。
低碳钢 折皱 板形 强度
0 前言
低碳钢开平时,在带钢表面出现局部区域会凹陷或凸起,形成许多沿带钢横向平行不规则的线,从而使带钢表面变的粗糙,这种缺陷本厂定义为“折皱”缺陷。新钢公司热连轧厂生产的热轧低碳钢,在开卷过程中出现大量的折皱缺陷,给公司造成了很大的经济损失。热轧低碳钢卷开卷后出现折皱缺陷是一种常见现象,无论是国内产品还是进口产品都不同程度地出现折皱缺陷,给用户带来许多不便和损失[1-2]。为了解决这一问题,许多企业都作过研究和尝试关于折皱缺陷产生的原因,并提出相应的解决办法,比如通过优化开卷工艺,控制板形方法解决折皱问题[3-4]。
1 试验的条件和方法
试验所用钢板为普通低碳钢Q235B,规格:3×1250 mm。基本轧制工艺:厚度为230 mm的连铸坯,加热至1250℃,出炉经粗轧后厚度减至40 mm,空冷降至约为1000℃左右,进七机架连轧机组连轧,然后经约为145 m的层流冷却,再卷取成重约20 t的钢卷,空冷后,上开卷机开卷并切成板。试验所选终轧温度、卷取温度见表1。
2 试验结果与分析
2.1 板形对折皱的影响
为了研究板形对折皱的影响,实验过程中,对实验钢进行了平直度的观察。a、b钢卷平直度如图1所示。

表1 试验所选终轧和卷取温度
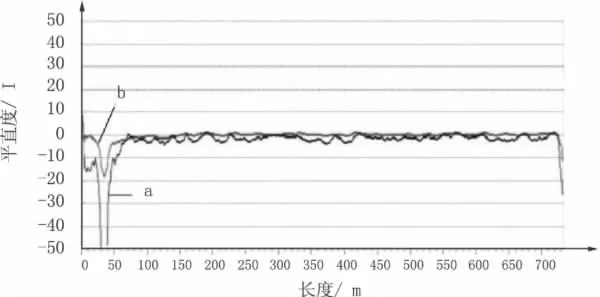
图1 a、b钢平直度曲线
由图1可以看出,a钢卷在钢卷长度方向上,平直度约在0至-5 I内轻微波动。对a钢卷折皱缺陷观察,结果发现整卷都存在折皱。b钢卷在带钢头部70 m内及尾部710 m外平直度较大,中部位置平直度处在0 I。对b钢卷折皱缺陷观察,发现在带钢头部约100 m内及尾部700 m外出现折皱。由此可知,当平直度在±5 I内轻微的波动时,折皱缺陷也会出现;当平直度控制在0 I时,可有效的避免折皱缺陷。为此,通过提高板形的控制能力,可以减少折皱的出现,但很难消除折皱的产生。
c、d、e钢卷平直度与a钢类似(平直度处在±5 I内波动),根据折皱效果(见表2)可知,c钢卷开平时整卷出现轻微的折皱,d、e钢卷开平时整卷未出现折皱,而a钢卷出现整卷严重折皱。对比轧制工艺可知,采用降低卷取温度,提高钢卷的强度指标,此时平直度也处在±5 I以内,但板形对折皱无影响。因此,通过降低卷取温度提高强度的办法,可消除板形对折皱影响,即使平直度出现波动也可杜绝折皱缺陷的出现。根据生产情况,钢卷的平直度很难稳定在0 I,为了消除折皱,采用降低卷取温度是最可行的方案。
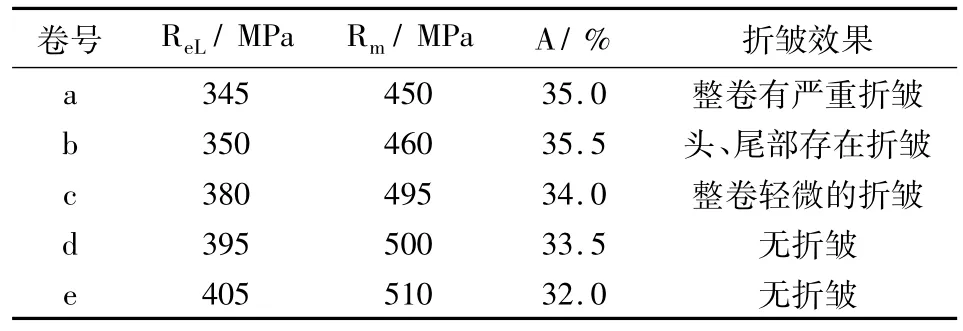
表2 不同轧制工艺下的力学性能
2.2 组织性能对折皱的影响
对实验结果的钢进行金相检测,不同轧制工艺条件下,钢卷的微观组织如图2所示。

图2 试验钢的显微组织照片
由图2可以看出,a、b钢金相组织约含94.81%等轴铁素体与少量珠光体的均匀组织,铁素体晶粒较粗大。c钢含有76.34%铁素体,其形状大部分为针状并伴有少量的贝氏体,珠光体组织。d钢其组织为75.86%针状铁素体,珠光体含量较a、b号钢多,并有少量的贝氏体。在开卷过程中,由于带钢受到拉、弯联合作用,处于比较复杂的受力状态,当表面应力超过屈服极限时,就可能出现造成表面折皱缺陷的塑性变形[5]。通过对微观组织的对比,可以认为a、b钢组织存在延展性较好的等轴形铁素体致使开平时带钢表面应力易超过屈服极限,引起折皱缺陷的出现。通过对c、d、e钢折皱缺陷的观察,发现未存在折皱,由此可知组织存在贝氏体组织,提高强度可消除折皱的产生。
通过对试样进行拉伸试验,由a、b、c钢可知,当精轧温度一定时,卷取温度从670℃降至630℃时,其屈服强度与抗拉强度都明显增大。根据c、d、e钢性能结果可知,终轧温度为870℃时,随着卷取温度降低,强度有所提高,延伸率有所下降。为了提高性能合格率,可将卷取温度降至600℃左右,使该钢力学性能满足国标要求,同时也消除了Q235B钢折皱缺陷。因此,终轧温度为870℃,卷取温度为600℃,可制定为本钢种规格生产工艺控制。
2.3 化学成分对折皱的影响
为了消除其他低碳钢折皱缺陷,因此对其他低碳钢进行实验。采用相同的轧制工艺,其中终轧温度:870℃,卷取温度:600℃,实验钢成分及结果见表3。

表3 不同钢种的实验结果
由表3可以看出,在相同的轧制工艺下,随着C、Mn的增加,强度增加,折皱缺陷得到减轻,当强度达到一定程度可完全消除折皱缺陷。因此,为了消除低碳钢折皱缺陷,随着C、Mn成分的降低,可通过降低卷取温度提高强度,完全消除折皱缺陷。
3 改进措施及效果
以上分析结果表明,提高板形平直度无法避免折皱的产生,提高强度可有效的消除折皱。提高低碳钢强度的办法有:一是降低终轧温度,二是降低卷取温度,三是适当提高C、Mn成分含量。降低终轧温度一是会降低产量,另外增加了轧制难度;C、Mn成分含量走上限不仅不经济,而且容易出现成分出格现象;新钢热连轧厂层流及卷取设备是按照最低卷取温度400℃设计的,完全能够满足要求,因此提高低碳钢强度的最佳方案是采用降低卷取温度的办法。为此,以 Q235B试验结果为基础,终轧温度870℃,卷取温度降低600℃可消除折皱。根据其他低碳钢C、Mn含量依次减少,分别依次降低卷取温度,进行批量生产30卷,其卷取温度及折皱效果见表4。

表4 不同钢种的卷取温度及效果
由表4可以看出,分别降低卷取温度可完全消除折皱,产品合格率达到100%。
4 结论
1)通过提高板形的控制能力,很难消除折皱的产生,但可减少折皱的出现。
2)通过降低卷取温度提高强度的办法,可消除板形对折皱影响。
3)随着低碳钢C、Mn成分的降低,也可通过降低卷取温度提高强度,完全消除折皱缺陷。
新钢热连轧厂通过采用降低卷取温度提高强度的措施,完全消除了折皱缺陷的产生,产品合格率100%。
[1]朱涛,佘广夫.控制热轧板形治理横折缺陷[J].钢铁,2000,35(9):35 -37,40.
[2]颜景星.带钢横向横折成因及解决措施[J].钢铁研究学报,2007,19(12):60 -62.
[3]曾燕屏,张麦仓.宝钢SPHC出口钢卷腰折的消除[J].钢铁,2002,37(4):46 -48.
[4]周正元.横折印缺陷产生的原因和消除方法[J].宝钢技术,2001(z1):37 -38,18.
[5]罗裕厚.冷轧钢卷产生粘结的机理及控制措施[J].钢铁钒钛,2002,23(2):29-33.
ANALYSIS ON SURFACE WRINKLES OF HOT ROLLED LOW CARBON STEEL
Guan Xingwei1,2Chen Jianhua2He Xiaofeng2Xiao Jiming2(1.Xi’an University of Architecture and Technology; 2.Xinyu Iron and Steel Group Co.,Ltd)
Aimed at surface wrinkles of hot rolled low carbon coil during decoiling,various influencing factors are analyzed by multifactor analysis method.Experiment results show that surface wrinkles can be effectively eliminated by increasing the strength property of low carbon steel.
low carbon steel surface wrinkles shape strength
*联系人:管兴伟,硕士研究生,工程师,陕西.西安(710055),西安建筑科技大学冶金工程学院;
2011—9—28
