马钢板坯连铸机结晶器调宽系统故障分析及处理*
2011-12-07张敏王震陶启胜
张敏 王震 陶启胜
(马鞍山钢铁股份有限公司)
马钢板坯连铸机结晶器调宽系统故障分析及处理*
张敏 王震 陶启胜
(马鞍山钢铁股份有限公司)
介绍了马钢引进的板坯连铸机所采用的紧凑型板坯结晶器的窄面调宽执行系统的结构特点,对结晶器调宽系统存在的问题进行了分析,提出了相应的处理措施,实践表明效果较好。
板坯连铸机 结晶器 调宽
0 前言
结晶器是连铸机的心脏,它决定了铸坯的形状和尺寸。过去板坯连铸机一个浇次只能生产一种端面宽度的铸坯,如果需要换规格必须停机更换结晶器或改变结晶器宽度,增加了停机次数,严重影响了连铸机的生产能力和效率,且耗费大量的人力、物力,加大了操作人员的劳动强度。
在现代化的板坯连铸机上为了实现不停机改变铸坯宽度都采用了结晶器窄面调宽技术,无需更换结晶器就可以改变产品宽度,在连续生产的同时也可以在线调整宽度。在目前按照市场订单来组产的生产模式下,结晶器窄面调宽技术的应用使快速改变端面尺寸成为可能,减少生产准备时间,大大提高了连铸机的生产能力和效率。
马钢在引进的板坯铸机上采用的是紧凑型结晶器,生产厚度 230/250(mm)×宽度 950~2150(mm)端面规格的板坯,调宽装置采用的是电动伺服调节系统。
1 结晶器调宽装置组成
结晶器调宽装置由驱动伺服电机、万向轴、减速机、梯形丝杠机构、导向杆和导向套筒组成。每个窄面铜板的上下两端分别布置一套调宽装置,可以单独动作。电机采用的是西门子伺服电机,功率为1.5 kW,传动形式为:伞齿轮+蜗轮减速机,梯形螺纹为:TR 65×10 DIN 103。表1为调宽装置的参数。

表1 调宽装置参数
2 工作原理
结晶器宽面铜板通过四根连杆将窄面铜板夹紧形成结晶器内腔。连杆的一端是碟簧组,一端是油缸。碟形弹簧提高夹紧力并在铜板受热膨胀的情况下进行补偿,保证夹紧力不产生变化。油缸的在调宽时推动连杆压缩碟簧组,打开与窄面夹紧的宽面板,使窄面铜板容易移动。油缸压力可以连续调整,在热调宽时根据板坯的宽度大小、钢水在结晶器内产生的静压力不同来调整夹紧力,以实现软夹紧。由于到结晶器液面的距离不同所承受的钢水静压力不同,4个油缸分为上下两组,压力可以分别调整。
在调宽时油缸加压,铜板处于软夹紧状态,由伺服电机通过万向轴驱动减速机,减速机带动丝杆转动,与之相配的螺母将旋转运动转化为直线运动带动套筒伸缩动作实现窄面板的宽度方向调整。伺服电机内的编码器计数将调整量反馈给电控系统进行控制。
3 故障分析及处理措施
3.1 驱动电机故障
调宽电机安装结构。结晶器调节驱动装置安装在振动台框架上,由伺服电机F1和万向轴F3组成(如图1所示)。调整时电机的转动通过万向轴传递到结晶器上的蜗轮减速机上,从而带动结晶器窄面铜板动作,实现宽度调节的动作。
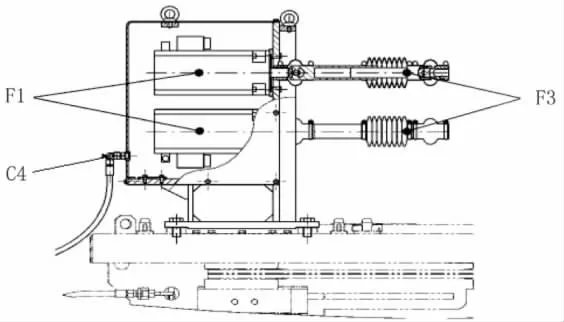
图1 调宽电机安装图
电机布置在二冷室外面用保护罩保护并从C4处通入压缩空气,在保护罩内形成正压,防止二冷室内的湿热蒸汽和保护渣等污物进入损坏电机,并起到降温冷却的作用。在经过一年左右的使用后,电机损坏的情况开始发生。从2009年电机损坏的统计情况来看,总计损坏21台,其中机械卡死19台,电气接地2台,机械卡死的情况占了90%。损坏电机一般上线使用寿命在10~15个月左右。
维护时检查电机发现在电机输出轴和支架上都有保护渣等污物粘在上面,密封圈已经损坏。从电机送修反馈的情况来看,机械卡死的电机都是输出轴端的轴承进水后润滑脂失效造成卡死。从外观上看,输出轴端已经有了严重的锈蚀,连接的万向轴与轴锈蚀在一起拆卸十分困难,轴承的密封圈损坏失效严重。
由于电机虽然在保护罩内,但是输出轴端是暴露在二冷室内中,二冷室内充满了水蒸汽,温度可以达到50℃~60℃,造成轴的锈蚀;停机时,温度降低到室温,由于电机内的空气冷缩热涨,内部压力低于外部气压,加上轴锈蚀后密封损坏失效,水和蒸汽进入电机,造成内部锈蚀,轴承润滑失效损坏。伺服电机采用全密闭结构,没有设计加油口,无法实现加油维护。伺服电机损坏原因主要是以下:
1)密封失效损坏,导致轴承无润滑卡死,且无法补充润滑脂;
2)保护渣等污物及水蒸汽进入电机内部;
从解决轴端密封做起。如果解决了杂物与水从输出轴颈进入就可以解决卡死的问题。在原有的安装支架上改进,在安装孔上增加一件端盖,并把原来的万向轴直接安装改为法兰安装形式,电机轴上增加一件半联轴器。端盖固定在支架上,与电机上的半联轴器间采用密封圈密封。采用Ф50 mm×Ф7 2mm×h 12 mm的双唇边密封圈,不但可以有效的防止保护渣等杂物进入,也可以封住内部的油脂外泄。改进前后结构对比如图2所示。
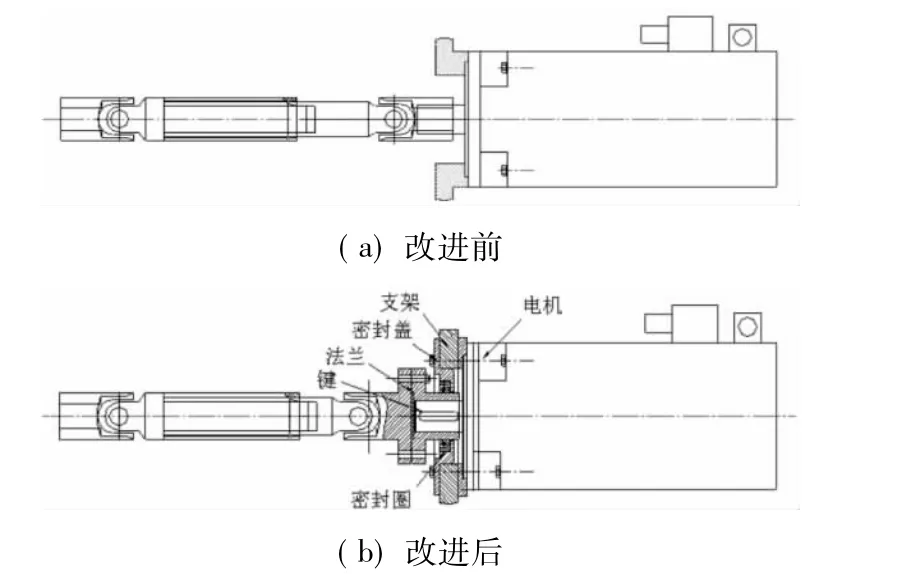
图2 改进前后结构
在电机本身和增加的密封圈中间形成的空腔内填满润滑脂,可以防止温度变化时电机内空气的冷缩热涨所引起的呼吸作用把蒸汽和水从轴密封处被吸入,即使吸入也是润滑脂。可以对密封圈起到润滑,增强密封效果、延长使用寿命。为了保证流动性良好,使用粘度比较低的00号极压润滑脂,具有在金属表面有良好的粘附性,不易流失的特点,适用的温度范围较宽,可以适应二冷室内的温度变化。
3.2 调整阻力大
1)导向杆表面结渣。在线调整时出现电机驱动阻力过大,发出过流报警。一般都是在结晶器上线使用一段时间后,特别是在长时间生产小端面尺寸铸坯后改为生产大端面尺寸铸坯的时候发生。
检查发现由于长时间生产小端面铸坯,调宽机构的导向杆处于伸出状态,保护渣等杂物落在导向杆上,时间长形成硬块。导向杆为处于缩回状态。虽然在导向杆上装有防尘圈以刮去附着在表面的污物,但污物过多造成阻力过大,电机过载,无法正常动作,必须下线处理。调宽机构结构如图3所示。
针对这一问题,采取以下处理措施:①在导向杆上增加伸缩保护套俗称皮老虎,防止杂物落到导向杆上;②做好保护盖板的密封,减少保护渣等杂物落入;③通过日常管理,减少杂物进入,利用浇次间隙进行清理。
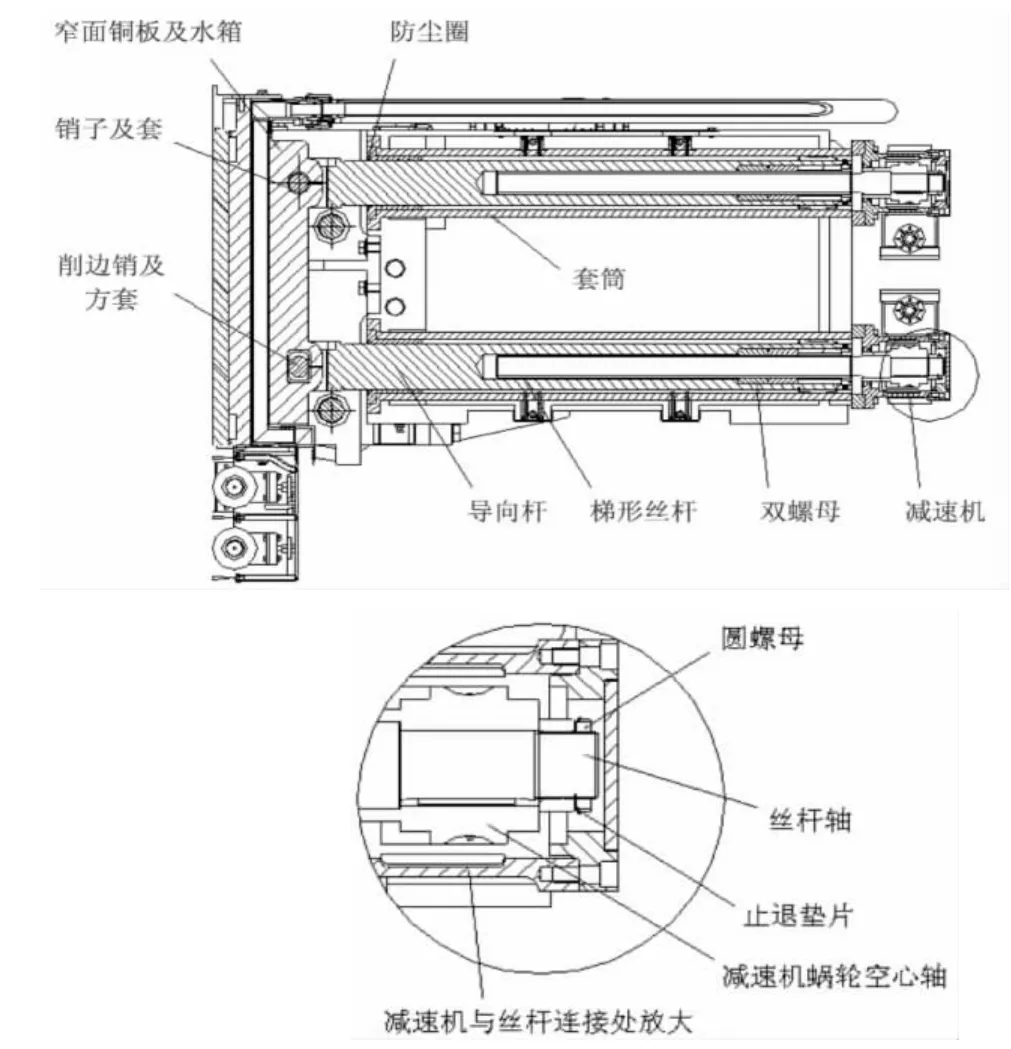
图3 调宽机构结构
2)内部润滑。一般是维修后新上线结晶器容易出现调整阻力过多的现象。通过对故障结晶器的拆卸发现是由于润滑脂添加过多造成。导向杆与导向套配合结构类似于油缸。在检修完成后在导向杆与套、导向杆与螺杆间装填入润滑脂进行润滑。润滑脂被密封在密闭的腔体内无法及时排除,造成阻力过大。
针对这一问题,采取以下措施:①在装填润滑脂时控制好装入量;②选用针入度合适的润滑脂。
3.3 结晶器跑锥
结晶器的锥度在浇铸中是有严格的限制的,一旦发生跑锥窄面板与坯壳间隙增大,严重影响坯壳与铜板间的热传递,容易引起鼓肚甚至漏钢。在使用中发生过几次窄面铜板跑锥事故。事后测量锥度变化达到3 mm~5 mm。窄面跑锥与调宽装置零部件的配合间隙有关。表2列出了调宽装置零部件间的配合间隙。
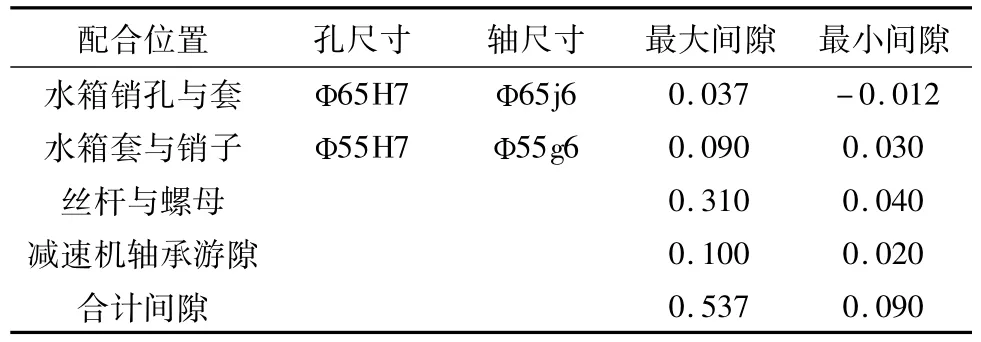
表2 配合间隙表 mm
铜板与挂钩间隙过大。窄面铜板与水箱组装后上端采用圆柱销与导向杆连接;下端为了补偿热膨胀采用削边销和方形套与导向杆连接。为了保证能够自由浮动,销子与孔的配合采用间隙配合。长时间的使用销孔与销子的磨损会造成间隙过大,按照表中的间隙销孔处得最大间隙为0.46 mm,最小为0.03 mm。在实际的检查中发现有间隙达到1.1 mm的,导致跑锥的发生。解决方法是定期检查,超过图纸要求尺寸的零件及时更换。
双螺母间隙过大。采用梯形螺纹副将旋转运动转化为直线运动必然存在螺纹间隙,为了减小梯形螺纹副间的传动间隙,调宽装置采用了双螺母消隙结构,以得到小的传动间隙,提高调整精度。在经过一段时间的使用后,配作的双螺母会产生磨损,间隙增大,超过表中的最大间隙0.31 mm。一般在结晶器解体维修时对间隙进行检测,超过0.4 mm的就要进行调整。在双螺母间加入适当厚度的垫片来补偿磨损量,达到间隙公差要求。
丝杆与减速机安装后的配合状况。这种情况与检修质量有关。减速机输出轴套装在丝杆上,一端采用圆螺母锁紧进行固定(图3)。在安装时没有将丝杆安装到位,丝杆台阶与减速机轴端面存在间隙,在使用过程中发生丝杆沿轴向窜动,直接导致跑锥发生。安装时测量减速机轴套长度和丝杠配合长度,套入丝杆后对露出部分长度测量,确保安装到位。
在完成整个调宽机构的安装后根据表中的显示,间隙在0.09 mm~0.537 mm范围内都属于正常间隙。装配后采取在窄面铜板一端架设一块百分表来测量,用千斤顶施加外力,记录下百分表的读数,以此检测间隙。通过对这几方面间隙的控制,单侧锥度变化量能够控制在平均0.3 mm左右,最大在0.5 mm以内,跑锥的现象已经杜绝。
4 效果分析
通过采取以上改进措施,结晶器调宽故障率明显下降。2009年改进前与2010年改进后的的故障次数统计做了对比,电机损坏故障下降很明显,导向杆卡滞的情况大有改观,2009年与2010年结晶器调宽故障次数统计见表3。
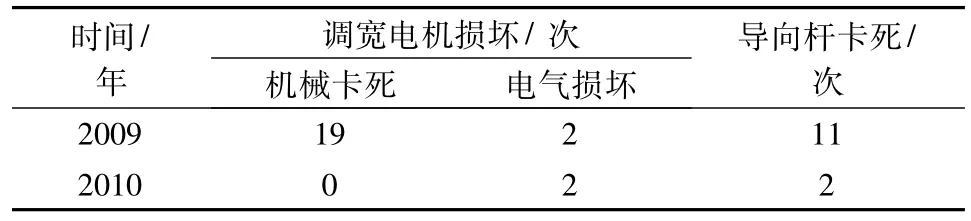
表3 2009年与2010年结晶器调宽故障次数统计
电机消耗降低,节约了备件采购资金。结晶器故障和更换频率明显降低,故障时间也明显缩短,大大减少了维护工作量。
2009年改进前发生两次因为窄面铜板跑锥引发漏钢的生产事故,改进后到目前为止,单侧铜板浇次前后变化量一般能够保持在0.4 mm左右,个别最大跑锥0.5 mm~0.6 mm,均在连铸工艺要求范围之内,未发生由跑锥引发的事故,杜绝了由于跑锥造成的铸坯鼓肚、漏钢事故。
通过合理改进和调整措施, 提高了结晶器调宽机构工作可靠性和调整精度,降低了结晶器故障发生率,大大减少了结晶器调宽故障的发生时间,减少了维护工作量,提高了连铸机作业率。
[1]蔡开科.连铸结晶器[M].北京:冶金工业出版社,2008:171.
[2]海因茨K.米勒,伯纳德S.纳那乌.程传庆等译 流体密封技术-原理与运用.北京:机械工业出版社,2002:60.
TROUBLESHOOTING ANALYSIS AND HANDLING OF MOLD WIDTH ADJUSTING SYSTEM FOR SLAB CONTINUOUS CASTER IN MA’ANSHAN
Zhang Min Wang Zhen Tao Qisheng
(Ma’anshan Iron and Steel Stock Co.,Ltd)
This paper introduces the structural characteristics of the mold width adjusting system of compact slab continuous caster in Ma’anshan Steel,analyses the remaining problems,puts forward the relevant measures.Practice shows that the effect is better.
slab continuous caster mold width adjusting
*联系人:张敏,助理工程师,安徽.马鞍山(243000),马鞍山钢铁股份有限公司第四钢轧总厂连铸分厂;
2011—7—24
