可逆冷轧机带钢跑偏分析
2011-11-18王大号刘银娟
王大号,刘银娟,寇 鹏,夏 宇
(中国重型机械研究院有限公司,陕西 西安 710032)
1 引言
在可逆冷轧机轧制生产过程中,由于来料带钢的厚度不均、设备的安装精度偏差以及工艺不合理等原因,使得带钢在轧制过程中不可避免的发生跑偏。带钢跑偏不仅会影响带钢成品质量,还会严重损坏机组设备,对于采用轧制油润滑的轧机甚至会造成严重的火灾,给设备的稳定运行带来严重影响。因此,为了保证机组的稳定运行及获得边部整齐的带卷,对带钢的跑偏进行研究和控制显得越来越重要。本文分析了中国重型机械研究院有限公司为宝钢特钢分公司设计成套的1450 mm单机架六辊可逆冷轧机组试生产过程中出现的跑偏现象,采取措施解决跑偏问题,满足生产工艺要求。
2 单机架可逆冷轧机带钢跑偏原因分析
2.1 跑偏机理
带钢在轧制过程中,带钢受到的横向扰动力大于带钢与辊子的横向静摩擦力,带钢将偏离轧制中心线,发生跑偏,直到横向扰动力又小于横向静摩擦力,带钢停止跑偏,在新的中心线上继续运动[1]。
图1为宝钢特钢分公司1450 mm单机架六辊可逆冷轧机组主要设备示意图。带钢在轧制运行过程中受各种扰动,引起带钢的横向侧移,发生跑偏。引起带钢跑偏的主要原因有设备安装精度、来料板形、轧制工艺等几个方面。该机组在调试生产过程中带钢跑偏现象主要表现为以下几个方面:发生迅速跑偏,刮伤机架前后设备的内侧面。

图1 单机架可逆冷轧机组模型图Fig.1 Model of single stand reversible cold rolling mill
(3)张力计测得机架前后操作侧与传动侧四个检测点张力不均,表现为机架前入口传动侧张力大于操作侧,机后传动侧张力则小于操作侧。
2.2 安装精度不合格引起带钢跑偏
(1)带钢在卷取机上总是固定的往操作侧方向偏移,使得带卷逐圈外移,钢卷不齐。
(2)带钢高速轧制时,特别是轧制厚料时,
宝钢特钢分公司1450 mm六辊可逆轧机的调试生产中,出现频繁的固定方向性的跑偏现象在根据实践经验,带钢轧制过程中出现的经常性的、规律性的跑偏现象往往是由设备制造安装精度不合格引起的。因此初步判断,设备的安装精度有可能没有达到安装规范要求。委托专业的检测公司对设备重要的安装空间尺寸进行检测,实测的检测结果如表1所示。

表1 1450 mm六辊可逆冷轧机组主要空间尺寸检测结果Table 1 Main size test results of 1450 6-roller reversible cold rolling mill
根据《轧钢设备安装工程施工及验收规范》[GB50386-2006],卷取机及机架前后辊子水平度、垂直度安装精度应为0.05 mm/1 000 mm,其中卷取机水平度应是卷筒悬臂端应略高于固定端,卷取机卷筒相对机组中心线的垂直度应是卷筒悬臂端背离来料方向侧。本机组中,辊面宽度为1 450 mm,据此分析安装精度中大部分指标未达到安装规范的精度要求,其中以左转向辊、右板形辊、右卷取机实测的与规范要求的安装精度偏差最大,严重影响机组的正常轧制,引起带钢跑偏。
2.2.1 转向辊、夹送辊、张力辊的影响
在轧制过程中,夹送辊、导向辊、夹送引导带钢运行,并建立张力,如果辊子安装不水平,就会造成带钢一侧张紧一侧松散,即张力分布不均匀。如图2所示,如果两侧张力不均,辊面就会给带钢施加一个水平横向的力矩,引起带钢在运行过程中朝辊面较低的一侧跑偏。

图2 辊子两侧不水平引起的跑偏分析Fig.2 Deviation caused by roller maladjustment
辊子相对机组中心线的垂直度即辊子相互的平行度也会引起带钢跑偏。如图3所示,带钢在两个互不平行的转向辊上运行,产生跑偏。跑偏量两与辊子之间的间距以及两辊之间的夹角有关。带钢跑偏量Δ是带钢在两辊之间悬空长度L与两辊夹角α的正弦的乘积,即Δ=L·sinα。但实际上不平行的辊子使带钢张力不够均匀,使带钢成镰刀弯,带钢的跑偏量要比理论上小,因为上述关系是以带钢与辊子成90°为基础的,而实际上带钢与辊子轴线是大于90°,所以要加以修正,乘以修正系数K。K值与带钢张力与带钢的性能有关。修正后的跑偏量为 Δ'=K×L×sinα
在试生产过程中,当两卷取机之间可逆轧制时,带钢总是在机前转向辊附近往操作侧跑偏,不同的来料后这种现象还是存在,根据表1所实测数据可以发现,机前转向辊垂直度远离机组中心线,对本机组中机前转向辊进行速度分析,如图3所示,带钢在转向辊上运行时,做为驱动辊的转向辊与带钢接触面线速度v,该速度分解为一个使得带钢前行的速度v1,还有一个侧移的横向分速度v2,

图3 带钢在两个互不平行的运送辊上的跑偏分析Fig.3 Deviation caused by unparallel slewing rollers

横向分速度v2使得带钢往操作侧偏移,该理论分析带钢偏移方向与实际情况相符合。
2.2.2 轧制线调整不水平
根据单机架可逆冷轧机的工作原理,机组工作前需要先调整标定轧制生产线,轧制线的标高是以上工作辊的下表面为基准,通过压上油缸将下工作辊压靠,以确定零辊缝时的位置,然后根据压下油缸的行程确定实际轧制时的辊缝大小。如图4所示,当轧线调整装置操作侧和传动侧不在一个水平面时,即便辊缝控制很精确,由于这个时候辊缝是倾斜的,带钢会朝较低的一侧跑偏。例如表1中,实测的上支承辊两侧不水平会使得辊缝倾斜,从而造成跑偏。
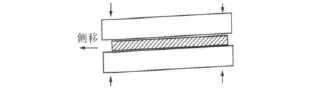
图4 轧制线标定不水平引起的跑偏Fig.4 Deviation caused by rolling line out of horizontal
2.2.3 两卷取机卷筒不平行
卷取机的安装精度对设备的运行影响较大。由表1可以看出该机组左右卷取机的水平度垂直度均未达到安装精度,从操作侧看,相对于主机,左右两卷取机呈内“八”字状,此时,带钢卷取时就会出现一侧紧一侧松的现象,带材在卷筒压力、张力、表面摩擦力的作用下,卷取时向松的一侧滑动,造成了如图5所示的跑偏。
2.3 来料因素
由于带钢来料的板形形式多种多样并且可随机变化,其对带钢与辊子之间的摩擦状态的影响相当复杂,因此对带钢跑偏的影响很大。当来料横向厚度、硬度、表面粗糙度等性能不均匀时,使得带钢不能均匀贴绕在转向辊上,这些不对称因素会在与转向辊接触的带钢表面上产生垂直于运行方向的侧向力,在此侧向力的作用下,带钢发生侧向滑移,使带钢跑偏。
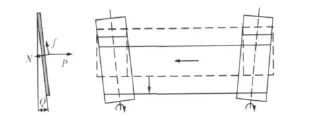
图5 卷筒不平行卷取引起的跑偏Fig.5 Deviation caused by unparallel coiler reels

带钢的镰刀弯也会使带钢向曲率中心的反方向跑偏,如图7所示。跑偏量与镰刀弯的程度相一致,而且带钢张力大小和两辊之间的距离大小对实际跑偏量也有影响。
2.4 机组工艺对跑偏的影响
从带钢的跑偏机理上来讲,带钢与辊子之间的摩擦状态影响带钢的跑偏,提高带钢张力,其静摩擦力变大,有利于带钢的稳定运行及抗横向扰动能力;张力的稳定也有利于抑制带钢的跑偏,若张力波动较大将破坏带钢与辊子之间的摩擦平衡,引起带钢跑偏。机组速度对带钢跑偏的影响较大,当机组速度提高时,带钢横向扰动大,跑偏速度也大,操作工来不及控制,易产生跑偏,此种情况对设备会造成严重损害。
轧机工艺润滑量过大也会引起带钢的跑偏。过大的工艺润滑量会造成带钢表面除油不干净,残油量增大,卷取机卷筒卷取带钢时,带钢每层之间的轧制油会减小带钢横向的阻力,从而造成钢卷不齐。工艺润滑量的设定可以通过控制带钢钢卷温度在一个范围内来调节。
从以上的分析可以看出,引起该机组试生产中出现跑偏是多方面的,其中最重要的是设备的安装精度未达到安装规范的要求,另外工艺润滑量设置的不合理以及部分来料厚度不均也是引起跑偏的原因。
3 解决带钢跑偏的措施
根据实践应用,跑偏现象是不可避免的。问题在于如何采用一些措施来减少带钢跑偏,使跑偏量控制在允许范围之内,满足生产工艺要求,以及当带钢一旦发生跑偏后如何采取合理的保护措施来尽可能的减少跑偏给设备带来的损害[2]。
从理论上而言,控制跑偏首先应该精确计算带钢运行时的最大跑偏量,但是这是一个非常难以准确计算的数据。因为带钢的跑偏主要是由带钢本身的板形和机械设备的安装误差造成的,而很多边界条件是难以确定的。在实际中,主要通过不断的实践应用总结而来。通过实践知道带钢跑偏主要由以下影响因素:带材的张力,材料特性,带材运行的速度,以及机械设备的安装误差。因此,为了减小跑偏,以及减少跑偏给设备带来的损害相应地可以采取如下措施:
(1)保证辊子圆柱表面制造精度和机组安装精度,定期对设备进行检修。对于长期运转的设备,要定期的对设备中的重要基准进行检查,调整,以保证设备性能的长期稳定性。
(2)增大张力,选择合理成熟的轧制工艺。在设备及工艺允许的情况下尽可能的使用大张力,同时选择合理的稳定道次压下量,以避免轧制压力等参数的波动引起跑偏。
(3)设定合理的工艺润滑量。合理的工艺润滑量会降低带钢表面的残油量,从而增加带钢表面的抗阻能力,减少因轧制油过多引起的带钢跑偏量。
(4)对中侧导卫装置内侧增加立导辊。对中侧导卫装置通过对带钢两边的刚性限制,使带钢运行在机组中心,该导卫装置内侧增加立导辊,一旦带钢发生严重跑偏时,带钢边缘与立导辊直接发生滚动摩擦,立辊转动导向,可以有效的降低带钢跑偏时对设备的损坏。
(5)对于使用轧制油的可逆轧机,为防止带钢迅速跑偏刮擦两侧设备引起的火灾隐患,可以在设备两侧各增加一对对射光电开关,该开关信号与轧机关停联动,当带钢发生极限跑偏量时,开关发讯停止轧机作业。
4 结论
带钢跑偏是一个复杂的各种因素综合作用的结果,要想分析找出其具体的原因必须根据跑偏现象的特性,从设备、来料、工艺以及操作水平等多个因素来逐个分析排除,本文针对宝钢特钢分公司1450 mm六辊可逆轧机试生产过程中出现的跑偏现象,从设备、来料、工艺等多个角度对带钢跑偏的原因进行了分析,并提出了一些行之有效的措施,为同类轧机的跑偏分析提供参考。
[1] 唐英.带钢跑偏控制[J].重型机械科技,2007(3).
[2] 谢忠亮.带钢的“跑偏”及纠正[J].本溪冶金高等专科学校学报,2003(2):14-16.
[3] 陈建民.双机架可逆冷轧机穿带跑偏分析与解决[J].设备管理与维修,2007.
[4] 叶红.冷轧机组带钢纠偏研究[J].装备制造技术,2010(4).
