可逆冷轧机过程自动化系统的研发
2011-11-18杜金华高林林赵团民
郑 岗,严 敏,杜金华,张 捷,高林林,赵团民
(1.西安理工大学自动化与信息工程学院,陕西 西安 710048;2.中国重型机械研究院有限公司,陕西 西安 710032)
1 前言
高精度现代冷轧带钢生产必须由控制系统来实现,在每秒几十米的轧制速度下控制轧机的动作,生产厚度精度等级为微米级的钢板。轧机控制系统一般都具有基础自动化级,其各种设定由操作工给出,存在调整时间长、产品质量不稳定、生产效率低等问题。近年来,随着具有过程控制级的过程自动化系统逐步应用于工业现场[1-3],使得操作更加准确、快速;另一方面,随着产品质量需求的不断提高和多规格、多品种灵活生产方式的要求,在线自适应技术被广泛用来实现高效的生产控制和管理。根据企业现有需求,本文分析了轧制过程特点,搭建了一种可逆液压冷轧机过程自动化系统体系架构。根据冷轧生产线控制系统的特点[4],设计了基于.NET[5]中间件平台的单机架可逆液压冷轧机过程自动化软件系统。同时,为达到更高的带材厚度精度,分析和设计了基于人工智能算法的轧制力预报和自学习方法及道次分配策略及优化算法。
2 系统构成
2.1 硬件构成
过程自动化系统硬件平台主要由工业级HP服务器、网络交换机、工程师站、操作员站、UPS备用电源等组成。为提高硬件平台的可靠性,采用磁盘冗余阵列Raid(Redundant Array of Independent Disks)冗余技术在线备份硬盘数据,保证在硬盘故障时,数据不丢失,以确保轧制正常进行。HP服务器作为过程控制级在线服务器,主要执行生产过程数据交换与存储、轧制力预报计算与模型自学习、道次分配策略及优化等功能。过程控制级与基础自动化级之间通过以太网进行通信,以确保数据及控制命令的实时传输[6-7]。
2.2 软件构成
软件主要构成如图1所示。
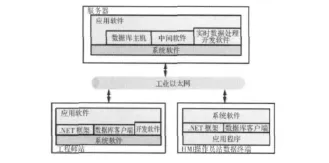
图1 系统软件构成Fig.1 Constitution of system software
服务器安装Windows Server操作系统和Oracle 10g数据库企业版,负责存储原始带卷数据、带卷轧制队列、轧辊数据、工艺数据以及基础自动化发送的实时测量值数据,并完成数据的实时处理。工程师站和操作员站采用HP PC机,安装有Windows XP Professional操作系统,同时安装Microsoft Visual Studio 2005(.NET2005)开发应用程序平台和Oracle 10g客户端访问引擎,其主要功能为原始带卷数据输入、轧制工艺设定、道次优化、对生产过程进行监控,实时报警,数据访问、人机交互,以及为客户查询数据库提供图形化的工具和报表。工程师站、操作员站和数据库服务器之间通过基于TCP/IP协议的工业以太网通信,速率100Mb/s。100M的工业以太网(Ethernet)由于其通用性较好,数据传输速度较高,是冷轧生产线二级网络的主流配置[8-10]。
3 轧制力预报与模型自学习
3.1 轧制力预报与模型自学习
过程自动化系统的核心功能为是进行高准确率的轧制力预报,同时根据历史带卷数据对系统模型进行自学习以修正轧制力预报模型,从而提高带材厚度精度,其过程如图2所示[11]。

图2 过程模型计算与模型自适应Fig.2 Process model calculation and model self-adaption
根据轧制过程实际状况,轧制力具有非线性和时变的特点,基于传统的数学模型的方法和简单自学习算法无法满足实际的高准确率轧制力预报需求,而基于在线自适应算法的神经网络方法可以通过其智能学习策略在一定程度上弥补非线性模型的缺陷,通过历史数据在线训练网络参数以减小由于时变而引起的预测误差。其过程如图3中“模型自适应优化”模块所示。
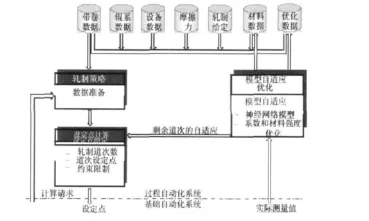
图3 道次轧制规程计算功能结构框图Fig.3 Function structure diagram of pass rolling regulation calculation
由于轧机系统存在许多不确定性的或者未知的影响参数,如工作辊表面磨损、带材材质不同等,使得轧制力的预报往往出现较大偏差。因此,模型在线自适应算法必须保证有较好的鲁棒性及快速适应性。本文设计的过程自动化系统采用传统数学模型与神经网络相结合的方法,利用多层BP神经网络分别预报摩擦系数和主应力,然后利用传统模型预报轧制压力,并利用神经网络的自学习能力对模型进行校正[12]。
3.2 轧制设定值计算
独立于道次计算,轧制设定值计算主要完成以下功能:轧制策略、设定值计算、设定值给定。道次轧制规程计算的功能结构如图3所示。
过程自动化系统根据带卷原始数据、工艺数据、轧制数学模型和已有轧制设定值计算每一道次的轧制设定值。计算的结果在终端显示。操作员能够通过终端修改轧制策略,为修改轧制策略初始化一个新的设定值计算。计算好的设定值存储在数据库里并显示给操作员。只要这些设定值还没有传送到基础自动化,都可以由操作员通过过程自动化的HMI来修改。
4 道次分配策略与道次优化算法
轧制道次计算系统是单机架冷轧机过程自动控制系统的一部分,为基础自动化系统计算每一轧制道次的设定值,与人工修正的相对固定的轧制道次不同,该系统可以连续地自适应地优化过程模型,根据当前轧制状态自动计算设定值,其效果优于人工根据经验所进行的轧机设定。这一系统可以使整卷带材的轧制处于轧机力能参数范围内和控制器控制范围之内,使轧制的结果不依赖于操作员的人工操作,具有轧制的稳定性和一致性。
轧制策略为设定值计算提供数据,并收集、检查、修正设定值计算所需要的全部数据,主要包含轧制给定、道次压下量自动分配、标准轧制策略、操作员给定和道次优化。其中轧制给定主要计算总压下量及各道次压下量,确定带卷如何轧制;道次压下量自动分配模块根据多年的轧制经验,按恒轧制力轧制计算各道次压下量,可尽量减少带卷的轧制时间。道次数可以按工艺要求人工确定,也可以由道次优化程序计算。计算中需要使用实际或自适应的材料硬化曲线;标准轧制给定是对于特殊的情况,可能不需要按照恒轧制力分配道次压下量;操作员给定是指操作员可以人工设置轧制给定,获得道次计算的结果;道次优化功能实现在一定条件下,使轧制道次数最少。
轧制道次数可由工艺工程师给定,或者由过程自动化系统内部的道次优化功能确定。道次优化的任务是在考虑到轧制策略的同时寻找最少道次数。道次优化算法流程如图4所示。
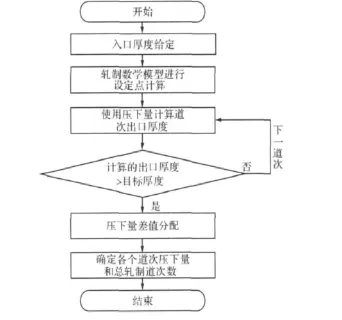
图4 厚度分配和道次优化Fig.4 Thickness allocation and pass optimization
5 结论
本文根据单机架可逆冷轧机的实际轧制过程,提出了基于.NET平台的单机架可逆液压冷轧机二级过程自动化系统的整体方案。采用模块化的设计思想将整个系统分成多个模块,模块之间通过Oracle 10 g数据库进行数据交换,处理后的数据存储到数据库中。然后通过数学手段分析过程数据,采用先进的基于自学习神经网络的轧制数学模型计算经过优化的轧制工艺数据。系统在钢卷生产过程中不仅提供了生产过程控制,而且还提供生产管理功能,与基础自动化系统共同完成带材自动化轧制。
[1] Sheets Charles.Upgrading legacy level 2 systems:Techniques and trials.Iron and Steel Technology,2008,5(1):51-62.
[2] Shimoda Naoki,Okamoto Ken,Hailong Wan,Wenzhong Liu.Process control technology for thin strip production in Tangshan,China.Iron and Steel Technology,2005,2(1):33-41.
[3] Yamaguchi Naoki,Tsugeno Masashi,Sato Seiji,Vizoso Julio,Bonelo J.M.,Gallardo Rafael Maestre.New Process Control System for the Sendzimir Reversing Cold Mill of Acerinox.AISE Steel Technology,2001,(11-12):45-49.
[4] 丁修堃.轧制过程自动化[M].北京:冶金工业出版社,2005.
[5] Jeffrey Richter.Microsoft.NET框架程序设计[M].北京:清华大学出版社,2003.
[6] 何纯玉,吴迪,王君,等.中厚板轧制过程计算机控制系统结构的研制[J].东北大学学报(自然科学版),2006(2).
[7] 孙一康.适用于轧钢过程的计算机控制系统[J].中国工程科学,2000(1).
[8] 柳军,宋蕾.冷连轧计算机控制系统组成与功能分析[J].自动化技术与应用,2006(8).
[9] 徐光,陈和铁,杨节.冷连轧机计算机控制系统[J].冶金自动化,1999(2).
[10] 矫志杰,何纯玉,陈波,等.首钢中厚板轧机过程控制系统[J].东北大学学报(自然科学版),2004(5).
[11] Sungzoon Cho,Yongjung Cho,and Sungchul Yoon.Reliable Roll Force Prediction in Cold Mill Using Multiple Neural Networks.IEEE Transactions on Neural Networks,1997,8(4).
