平整机延伸率控制系统的研究
2011-11-18王大号
寇 鹏,王 斌,窦 锋,王大号,朱 琳
(中国重型机械研究院有限公司,陕西 西安 710032)
1 前言
由中国重型机械研究院有限公司自主研制开发设计成套的、具有较高自动控制水平的1 100 mm四辊高精度冷轧带钢平整机已于2007年2月份成功在中山中粤马口铁有限公司投入生产。
平整轧制实际上是小变形量的冷轧过程,由于压下量很小,用测厚仪很难测出平整机入出口的带钢厚度偏差,这是平整有别于冷轧的地方。延伸率是平整机轧制中控制带钢力学性能的唯一指标。因此延伸率控制是平整轧制中至关重要的问题。
在冷轧带钢生产中,冷轧钢带经过再结晶退火后使加工硬化消除而变软,此时钢带的强度和屈服极限低,而断裂伸长率高。但是,在钢带的应力-应变曲线上具有明显的上屈服极限,在下屈服极限有很长的屈服延伸(屈服平台),如图1所示。这种从弹性区过渡到塑性区的突发转变,使钢带断面上具有不均匀和局部的流动变形。这种现象在弯曲时即会出现所谓“卷绕断裂”形式的突然折裂,或在拉伸时形成滑移线,使加工性能变坏。解决办法便是通过平整,消除屈服平台,从而改善冷轧带材冲压成型性能。平整后的应力-应变曲线如图2所示。
2 机组设备组成及主要工艺参数
2.1 设备布置与组成
四辊平整机机组设备与组成如图3所示。
2.2 机组工艺参数
四辊平整机组的主要参数见表1。

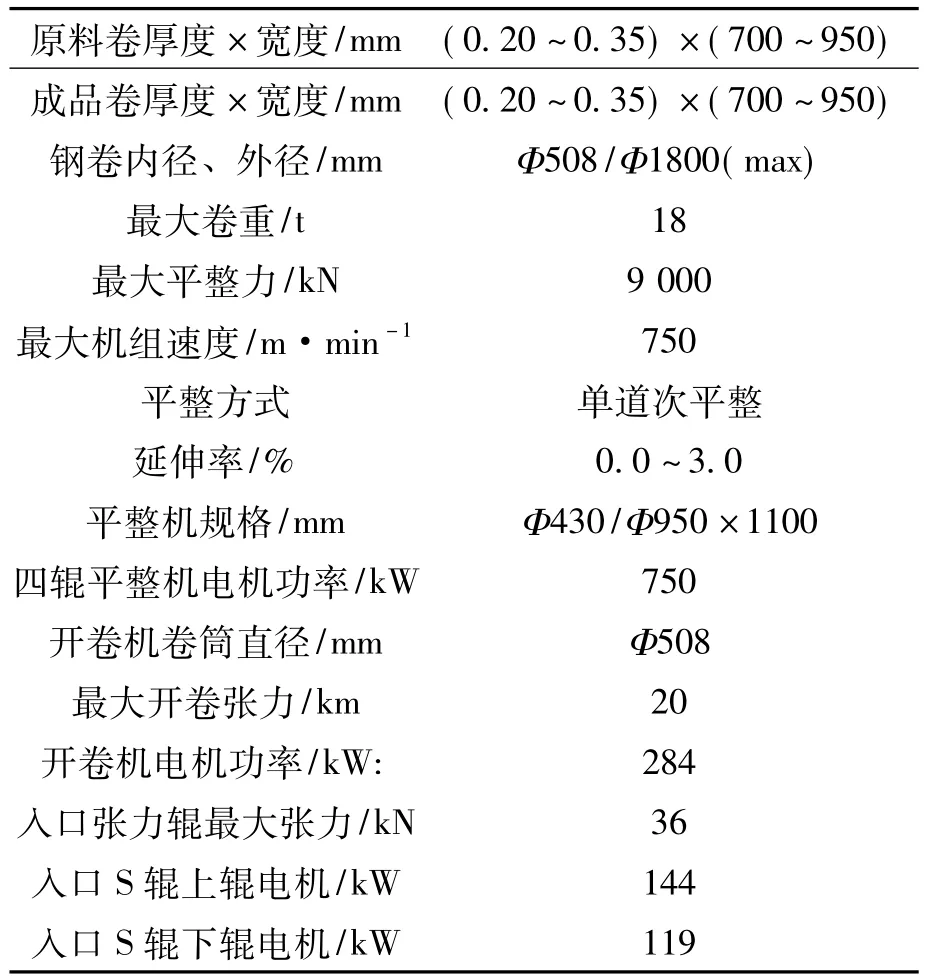
表1 1 100 mm四辊平整机组的主要工艺参数Table 1 Main technological parameters of 1100 mm 4-roller planishing mill
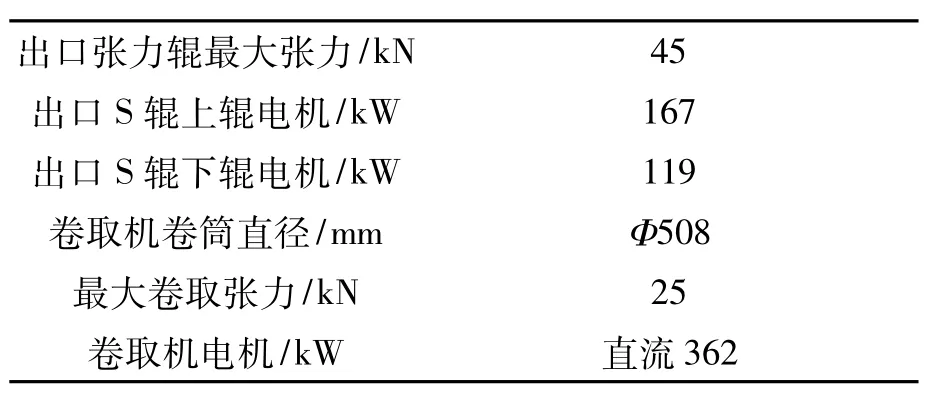
出口张力辊最大张力/kN 45出口S辊上辊电机/kW 167出口S辊下辊电机/kW 119卷取机卷筒直径/mm Φ508最大卷取张力/kN 25卷取机电机/kW 直流362
3 延伸率控制系统
在平整生产中,延伸率是最重要的工艺参数之一,延伸率的大小与平整后带钢的力学性能、加工性能以及板形密切相关。由于延伸率是平整生产中控制带钢力学性能的唯一变形指标,因此延伸率的控制是带钢工艺质量控制的重要内容。而延伸率自动控制系统的主要控制功能就是通过调整平整力的大小和带钢张力的大小来实现对带钢延伸率的控制。
3.1 延伸率的定义
延伸率是指带材平整轧制前后在长度方向的变化率,如果在同一周期内把l0定义为入口带钢长度,l1定义为出口带钢长度,则平整延伸率η为
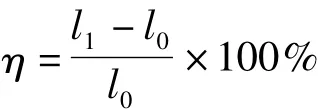
因为带钢的入、出口长度无法直接进行测量,而带钢的入、出口速度可以通过安装在平整机入、出口的测速装置直接测得,所以在同一周期(t)内,入口带钢长度l0=v0t,出口带钢长度l1=v1t,则平整延伸率可以表示为

式中,v0为入口带钢速度;v1为出口带钢速度。
平整机组入、出口的速度有两种测量方法:一种是通过安装在平整机入出口两侧的转向辊上的增量型编码器测得脉冲数与转向辊的周长计算得出。这种方式测得的速度存在一定的误差,因为在带材和转向辊之间会存在打滑,就会造成测速编码器出现丢脉冲。如果编码器测得脉冲数不准确,那么所计算的速度值就会出现偏差。用这个不准确的速度信号来进行延伸率闭环控制时,其延伸率控制精度就会存在较大的偏差。第二种是用激光测速仪直接来测量平整机入、出口带材的速度。这种方式测得的速度信号,其精度和准确度都很高。因为激光测速仪其本身的测量精度就很高,同时用它测量不会出现,像编码器那样的丢脉冲现象。因此,用激光测速仪所测得的速度信号来进行延伸率闭环控制时,就能得到非常高的控制精度。
3.2 延伸率的控制原理(图4)
本延伸率控制系统就是通过借助于安装在1 100 mm平整机入口和出口的两台激光测速仪测出的带钢入口和出口的速度值,经过延伸率运算器计算出延伸率的实际值;通过延伸率实际值与延伸率设定值的逻辑连接,可以得出一个差分值;系统程序将这个差分值送入延伸率控制器中,进行计算就可以得出平整力或张力的修正值;再将平整力修正值或张力修正值叠加到前一周期测得的平整力或张力值上,其结果为一积分响应。系统将其作为补充设定值与平整力或张力控制设定值相加,对设定值进行修正,最终使延伸率恢复到设定值大小。
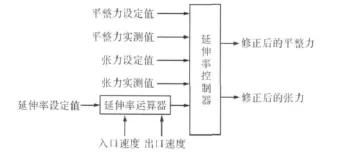
图4 延伸率控制系统原理图Fig.4 Schematic digram of elongation control system
4 结束语
本系统在实际应用中发现,在平整不同厚度的钢带时,通过调整平整力和张力来改变延伸率,其调整的侧重点是有区别的。对于比较厚的带材(如1.0 mm以上),是通过调整平整力的大小来控制其延伸率的变化,而张力此时要保持恒定值。对于1.0 mm到0.5 mm厚度的带材,可以通过调整平整力和张力共同来控制其延伸率,但此时平整力的变化对延伸率的影响比较明显,因此应该以平整力的调节为主来控制带材的延伸率。对于0.5 mm厚度以下的带钢,张力的大小对延伸率的影响较为明显,因此应该以张力的调节为主来控制带材的延伸率。
1 100 mm冷轧单机架四辊平整机组自投入生产以来,设备运行稳定可靠,各项技术指标均达到合同要求。在延伸率控制系统的控制下,带钢的延伸率非常稳定,精度很高,使带钢的机械性能、带材板形以及带材表面质量都有大幅的提高。
[1] 向浪涛.平整机延伸率控制系统[J].重型机械科技,2007(4):12-14.
[2] 宋祖峰,陈利.冷轧平整机的延伸率控制策略[J].轧钢,2009(4):50-52.
[3] 朱琳,寇鹏,窦锋.APC自动控制系统在四辊平整机上的应用[J].轧钢,2008(2):35-38.
