水轮机转子对接焊缝相控阵检测
2011-11-01河南省锅炉压力容器安全检测研究院彭建华王海港
河南省锅炉压力容器安全检测研究院 彭建华 王海港
水轮机转子对接焊缝相控阵检测
河南省锅炉压力容器安全检测研究院 彭建华 王海港

相控阵超声波检测作为一种独特的技术得到开发和应用,在21世纪初进入成熟阶段。相控阵超声波技术用于无损检测,最先是为动力工业解决检测问题,如用单探头在固定位置检测不同位置和任意方向的裂纹,以及检测和定量形状复杂的汽轮机部件中的应力腐蚀小裂纹等。本文,笔者介绍了采用超声波相控阵技术检测对接焊缝的检测工艺,并且采用区域划分法,将焊缝分为垂直方向上的若干个区,再由电子系统控制相控探头对其进行分区扫查。
一、检测对象
某水电站水轮机转子中心体总重55t,中心体分3瓣,材质为S550Q,壁厚为220mm,连接部位为单U型坡口,对接焊缝采用大西洋牌CHE707Ni焊条。
二、基本条件
1.仪器。数据采集系统采用Omniscan32/128相控阵超声检测系统,扫查器为可以放置相控阵探头的手动扫查器。
2.探头。探头为5L32-A5(5MHz 32晶片探头)、5L128-I2(5MHz 128晶片探头),楔块为SI2-N45S-IHC、SI2-OL-IHC、LP-2012-10、SA5-N45S-IHC等。
3.其他。调节试块为相控阵径向灵敏度校准试块(图1)、相控阵切向灵敏度校准试块(图2),耦合剂为水或机油。
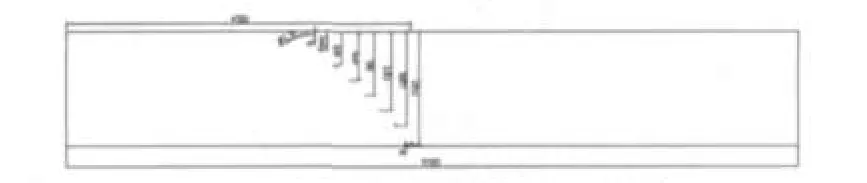
图 1 相控阵径向灵敏度校准试块

图 2 相控阵切向灵敏度校准试块
三、检测方案
1.径向检测。
(1)探头楔块。探头型号5L32-A5(5MHz 32晶片探头)和楔块型号SA5-N45S-IHC,探头型号5L128-I2(5MHz 128晶片探头)和楔块型号SI2-OL-IHC和SI2-N45S-IHC。
(2)检测方案。径向检测采用扇形和线性2种扫查方式。
①扇形扫查使用5L32-A5探头和SA5-N45S楔块,产生的横波角度范围为45°~70°,分单面、双侧检测,每侧重复检测2次。检测具体设置见表1,探头覆盖范围如图3、图4所示。

表 1 扇形扫查具体设置
图3 90°相交角
图4 270°相交角
②线型扫查使用5L128-I2探头、SI2-OL和SI2-N45S两个楔块,分别安装不同楔块产生45°横波和0°纵波。45°横波覆盖扇形扫查中的盲区,0°纵波检测全部焊缝体积。检测具体设置见表2,探头覆盖范围如图5、图6和图7所示。
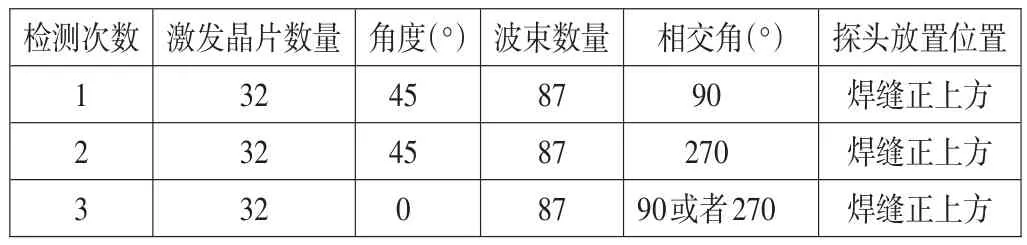
表 2 线型扫查具体设置

图 5 横波45°、90°相交角
图 6横波45°、270°相交角

图7 纵波0°相交角
(3)校准。相控阵检测需要对声速、楔块延迟、灵敏度和TCG进行校准。
①声速校准。选择声束角度,调整光标位置,使其显示55°折射角。使用4英寸半径的IIW试块(船形试块),使A型扫描显示2次回波并达到峰值。选定峰值位置,进行校准。尽管扇形扫查可能在其他角度有更高的信号幅值,在此仅使用55°的A型扫描。
②楔块延迟校准。楔块延迟校准必须以采用的所有角度校准到真实深度为准。选择灵敏度试块中某一深度的横孔,并使所有角度检测到这一横孔的包络线达到同一选定范围内。
③灵敏度校准。对使用的每一个折射角和声程给出所需的增益调整。选择灵敏度试块中某一深度的横孔,使得从校准反射面得到的信号达到峰值,并以所有不同的角度或聚焦法则向后移动相控阵探头进行扫查。再以所有的折射角或聚焦法则在校准反射面上向前扫查。相控阵系统将对每个聚焦法则所需的增益进行计算,并作调整。
④TCG校准。时间矫正增益(自动TCG)用于补偿声程材料在校准和检测中的衰减。对于电子扫差的特定角度(如,45°、60°或70°),可以选用DAC。
2.切向检测。
(1)探头楔块。探头型号为5L128-I2(5MHz 128晶片探头),楔块型号为LP-2012-10和LP-2012-11。
(2)检测方案。沿焊缝切向方向分别使用横波45°和60°线性扫查,沿顺时针和逆时针方向检测4次,目的是检测容易漏检的横向缺陷。检测具体设置见表2。
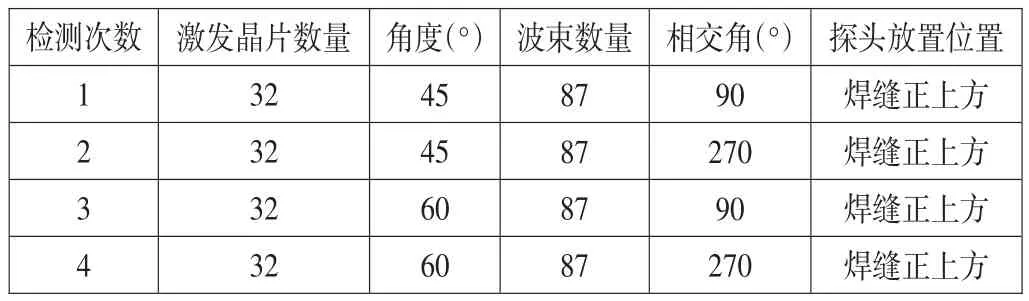
表 2 沿焊缝切向方向检测设置
(3)校准。需要对声速、楔块延迟、灵敏度和TCG进行校准。
①声速校准。选择声束角度,调整光标位置,使其显示中心位置波束。使用4英寸半径的IIW试块(船形试块),使A型扫描显示2次回波并达到峰值。选定峰值位置,进行校准。
②楔块延迟校准。校准中采用的所有波束校准到真实深度。选择灵敏度试块中某一深度的横孔,使得所有波束检测到这一横孔的包络线达到同一选定范围内。
③灵敏度校准。对使用的每一条波束和声程给出所需的增益调整。选择灵敏度试块中某一深度的横孔,使得从校准反射面得到的信号达到峰值。以所有不同的波束或聚焦法则向后移动相控阵探头进行扫查,再以所有的波束或聚焦法则在校准反射面上向前扫查。相控阵系统将对每个聚焦法则所需的增益进行计算,并作调整。
④TCG校准。时间矫正增益(自动TCG)校准必须用于补偿声程材料在校准和检测中的衰减。对于电子扫差的特定角度(如,45°、60°或70°),可以选用DAC。
3.检测。
(1)检测前应对位置编码器进行校准。要使扫查装置移动一定距离时,检测设备所显示的位移与实际位移一致。
(2)探头的扫查速度取决于维持超声耦合的机械能力和保证不丢失超声波形数据点采集的检测设备的电子能力,扫查速度不得超过150mm/s。
(3)若对焊缝在长度方向进行分段扫查,则各段扫查区的重叠范围至少为20mm。对于环焊缝,扫查停止位置应越过起始位置至少20mm。
